You might also like
- Cone Penetration Testing: Methods and InterpretationFrom EverandCone Penetration Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (3)
- Modifying Propeller Shaft for DurabilityDocument54 pagesModifying Propeller Shaft for DurabilityParthasarathy VadapalliNo ratings yet
- Concept Crew Final 04.12.2020Document65 pagesConcept Crew Final 04.12.2020abhishek gongleNo ratings yet
- Quality Circle: KanzenDocument80 pagesQuality Circle: KanzenharpreetNo ratings yet
- Star Wheel2019 FinalDocument87 pagesStar Wheel2019 FinalParthasarathy VadapalliNo ratings yet
- High CO gas resistance across primary gas coolerDocument35 pagesHigh CO gas resistance across primary gas coolerBibhudutta mishra100% (1)
- CERC Technical Memorandum No 59Document23 pagesCERC Technical Memorandum No 59bouraadahakimNo ratings yet
- Failure of Suspension SystemDocument71 pagesFailure of Suspension Systemamit kumar jangdeNo ratings yet
- Eco Friendly Road Cleaner Machine: Mechanical EngineeringDocument10 pagesEco Friendly Road Cleaner Machine: Mechanical Engineeringsingh cybercafeNo ratings yet
- Final Section 9Document25 pagesFinal Section 9BABI KMOMNo ratings yet
- Pacemaker I and Ii Triplex Pump: Standard Parts CatalogDocument131 pagesPacemaker I and Ii Triplex Pump: Standard Parts CatalogHerlis Savitri93% (15)
- Rec Erc 75 06Document21 pagesRec Erc 75 06MehriNo ratings yet
- QC Aviation d2Document95 pagesQC Aviation d2laxmikanta sahuNo ratings yet
- My ReportDocument40 pagesMy ReportJanacrooseNo ratings yet
- Excessive Amount of Metallic Particles D.: Show ExplanationDocument5 pagesExcessive Amount of Metallic Particles D.: Show ExplanationMario BreguNo ratings yet
- Share Batch 5Document33 pagesShare Batch 5Srinu KoruproluNo ratings yet
- Seminar Report: Rajasthan Technical UniversityDocument28 pagesSeminar Report: Rajasthan Technical UniversityLakshya SinghNo ratings yet
- Guns Series 3 - Gun TubesDocument114 pagesGuns Series 3 - Gun TubesalexNo ratings yet
- Set A Practical Problems RefresherDocument37 pagesSet A Practical Problems RefresherrheaNo ratings yet
- Design and Manufacturing of A Miniature Gas Turbine: Digital WPIDocument84 pagesDesign and Manufacturing of A Miniature Gas Turbine: Digital WPIkoi naiNo ratings yet
- Cil-Qcc - Icon Case StudyDocument33 pagesCil-Qcc - Icon Case Studygvidhate26597.gvNo ratings yet
- MGC1101FOUDocument35 pagesMGC1101FOUThomas HultstedtNo ratings yet
- T-Top Waterleak Manual PDFDocument50 pagesT-Top Waterleak Manual PDFBjörn RydholmNo ratings yet
- Economic Council of Canada Conseil Économique Du Canada: I I I II IDocument152 pagesEconomic Council of Canada Conseil Économique Du Canada: I I I II ITirta Rosa WicaksanaNo ratings yet
- Sudarshan Kumar (1604609030) Final ReportDocument89 pagesSudarshan Kumar (1604609030) Final ReportAlexyNo ratings yet
- 78AC6y6NJKvRJuXAcMcmqw2Document1 page78AC6y6NJKvRJuXAcMcmqw2Quality AviationNo ratings yet
- 6HY-ETE Yanmar PartsDocument78 pages6HY-ETE Yanmar PartsGene.MitchellNo ratings yet
- GP RATING ONLINE QUESTION BANK - CopyDocument506 pagesGP RATING ONLINE QUESTION BANK - CopydevmarineacademyNo ratings yet
- CENTRIFUGE DECANTER AND HOW IT WORKS - PDF Free Download 2Document1 pageCENTRIFUGE DECANTER AND HOW IT WORKS - PDF Free Download 2王强No ratings yet
- Introduction to Company Machines and ProductsDocument19 pagesIntroduction to Company Machines and ProductsNiraj TulaskarNo ratings yet
- Aqua Silencer PDF 3 - MergedDocument46 pagesAqua Silencer PDF 3 - MergedGeorge ThomasNo ratings yet
- For Solved Answers Please: Click HereDocument1 pageFor Solved Answers Please: Click HereArun SNo ratings yet
- Linked PDFDocument4,282 pagesLinked PDFDariusz DNo ratings yet
- New Holland CX720 CX740 CX760 CX780 CX820 CX840 CX860 CX880 Combine Harvesters Service Repair ManualDocument31 pagesNew Holland CX720 CX740 CX760 CX780 CX820 CX840 CX860 CX880 Combine Harvesters Service Repair ManualggjjjjotonesNo ratings yet
- Apollo Experience Report Thermal Protection From Engine-Plume EnvironmentsDocument27 pagesApollo Experience Report Thermal Protection From Engine-Plume EnvironmentsBob AndrepontNo ratings yet
- Manual de Partes 6CXM-GTE2Document83 pagesManual de Partes 6CXM-GTE2Rafael GutierrezNo ratings yet
- Final Drawings Marine Propulsion EngineDocument177 pagesFinal Drawings Marine Propulsion EngineHua Hidari Yang75% (4)
- Axial Piston Pumps: Variable Displacement Worldcup Series P6, 7 & 8W Design BDocument52 pagesAxial Piston Pumps: Variable Displacement Worldcup Series P6, 7 & 8W Design BSwaminathan KbNo ratings yet
- MQP Final DraftDocument83 pagesMQP Final Draftmotaznasser117No ratings yet
- Declaration1 PDFDocument6 pagesDeclaration1 PDFMamta BamniyaNo ratings yet
- NEKC Season 2.0 Rulebook for National Electric Kart ChampionshipDocument36 pagesNEKC Season 2.0 Rulebook for National Electric Kart ChampionshipShreya JadhavNo ratings yet
- Table of ContentsppedesignDocument9 pagesTable of Contentsppedesignkim deygabiNo ratings yet
- Ehs Maintenance ManualDocument30 pagesEhs Maintenance ManualSibin PiptiNo ratings yet
- Volvo Td100B: Department of Marine Engineering Amet University BE-8, 4/4 & 5/1Document45 pagesVolvo Td100B: Department of Marine Engineering Amet University BE-8, 4/4 & 5/1Vrushank1021No ratings yet
- Wipers/Washer System: Section 9DDocument7 pagesWipers/Washer System: Section 9DJavier GareizNo ratings yet
- Wistron Dasher-1 x220Document7 pagesWistron Dasher-1 x220MaiChiVuNo ratings yet
- 4 Acknow - Abstract - Table of Contents - Project 1Document9 pages4 Acknow - Abstract - Table of Contents - Project 1Adwaith chandranNo ratings yet
- C - Engine2013 - v1Document35 pagesC - Engine2013 - v1DVM97No ratings yet
- Design of H Tail UavDocument26 pagesDesign of H Tail Uavrohith-161937100% (1)
- Design of Turbo Jet Engine: A Project Report OnDocument104 pagesDesign of Turbo Jet Engine: A Project Report OnNaresh DamaNo ratings yet
- Crane Deck - Instr. ManualDocument504 pagesCrane Deck - Instr. ManualVladimir FilinNo ratings yet
- Amateur WorkshopDocument272 pagesAmateur WorkshopHumor 101No ratings yet
- Design and Fabrication of Pneumatic Crane StartDocument6 pagesDesign and Fabrication of Pneumatic Crane StartHimani MahetaNo ratings yet
- Hydrogenerator Design Manual: A Comprehensive GuideDocument224 pagesHydrogenerator Design Manual: A Comprehensive GuideSirish Shrestha100% (1)
- Hydrogenerator Design ManualDocument224 pagesHydrogenerator Design ManualAnh Kỹ Sư ĐÀ LẠTNo ratings yet
- Om Braymccannalok 2020Document36 pagesOm Braymccannalok 2020mario sigchoNo ratings yet
- Network diagram for 18-storey mixed use building plumbing worksDocument5 pagesNetwork diagram for 18-storey mixed use building plumbing worksGian MalabananNo ratings yet
- Standarddrawingscomplete2012 PDFDocument426 pagesStandarddrawingscomplete2012 PDFDILG Aurora CMGP100% (1)
- MGE Series Generators Model MGE2901FOU Parts BreakdownDocument34 pagesMGE Series Generators Model MGE2901FOU Parts BreakdownZaki AnwerNo ratings yet
- ZX6R Assembly 05Document34 pagesZX6R Assembly 05jin0x100% (1)
- SafetyDocument30 pagesSafetysherryNo ratings yet
- Crane Safety 1Document113 pagesCrane Safety 1Parthasarathy VadapalliNo ratings yet
- Job Safety Analysis Guide for SupervisorsDocument25 pagesJob Safety Analysis Guide for SupervisorsjefroysterNo ratings yet
- Honorarium Jfor Udges 30th BAQCSDocument2 pagesHonorarium Jfor Udges 30th BAQCSParthasarathy VadapalliNo ratings yet
- Smart Agriculture using IoTDocument5 pagesSmart Agriculture using IoTParthasarathy VadapalliNo ratings yet
- Total Quality Management-PvDocument19 pagesTotal Quality Management-PvParthasarathy VadapalliNo ratings yet
- NewSevenTools PK FinalDocument55 pagesNewSevenTools PK FinalParthasarathy VadapalliNo ratings yet
- Proactive MonitoringDocument10 pagesProactive MonitoringParthasarathy VadapalliNo ratings yet
- SWOT 1 PVDocument14 pagesSWOT 1 PVParthasarathy VadapalliNo ratings yet
- Cswip 3.1 Welding Inspector - Multiple Choice Question, Dec 7, 2007Document43 pagesCswip 3.1 Welding Inspector - Multiple Choice Question, Dec 7, 2007claytoninf87% (30)
- Chemical & Biological Health Hazards and Risk ControlDocument68 pagesChemical & Biological Health Hazards and Risk ControlParthasarathy VadapalliNo ratings yet
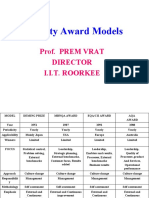
- Quality Award Models: Prof. Prem Vrat Director I.I.T. RoorkeeDocument19 pagesQuality Award Models: Prof. Prem Vrat Director I.I.T. RoorkeeParthasarathy VadapalliNo ratings yet
- NEBOSH IOG - Element 4: Fire Protection and Emergency Response Revision QuestionsDocument8 pagesNEBOSH IOG - Element 4: Fire Protection and Emergency Response Revision QuestionsParthasarathy VadapalliNo ratings yet
- Promoting A Positive Cultureand ClimateDocument20 pagesPromoting A Positive Cultureand ClimateParthasarathy VadapalliNo ratings yet
- Quality Circles: Prof. Prem Vrat Director I I T RoorkeeDocument20 pagesQuality Circles: Prof. Prem Vrat Director I I T RoorkeeParthasarathy VadapalliNo ratings yet
- NEBOSH IOG - Element 1: Health, Safety and Environmental Management - Revision QuestionsDocument12 pagesNEBOSH IOG - Element 1: Health, Safety and Environmental Management - Revision QuestionsParthasarathy Vadapalli100% (1)
- Safety Theme SchoolDocument16 pagesSafety Theme SchoolParthasarathy VadapalliNo ratings yet
- Safety AuditDocument19 pagesSafety AuditParthasarathy VadapalliNo ratings yet
- The Hidden 90%: Understanding the Iceberg ModelDocument15 pagesThe Hidden 90%: Understanding the Iceberg ModelParthasarathy VadapalliNo ratings yet
- Welding Inspection TechnologyDocument5 pagesWelding Inspection TechnologyParthasarathy VadapalliNo ratings yet
- iogIGC NEBOSH OIL & GASDocument10 pagesiogIGC NEBOSH OIL & GASParthasarathy Vadapalli100% (1)
- Welding Inspection Technology: Module 5-Documents Governing Welding and QualificationDocument10 pagesWelding Inspection Technology: Module 5-Documents Governing Welding and QualificationParthasarathy VadapalliNo ratings yet
- Welding Inspection TechnologyDocument13 pagesWelding Inspection TechnologyParthasarathy VadapalliNo ratings yet
- 19 Machine Guarding2Document76 pages19 Machine Guarding2اشرينكيل مسونكيلNo ratings yet
- An Introduction To COSHH: Control of Substances Hazardous To Health Regulations, 2004)Document118 pagesAn Introduction To COSHH: Control of Substances Hazardous To Health Regulations, 2004)Parthasarathy VadapalliNo ratings yet
- Welding Inspection TechnologyDocument27 pagesWelding Inspection TechnologyParthasarathy VadapalliNo ratings yet
- TC Unit 3 Exercise 2Document13 pagesTC Unit 3 Exercise 2priyanktutorialNo ratings yet
- Calculate No of Lighting FixturesDocument2 pagesCalculate No of Lighting FixturesAzam BaigNo ratings yet
- ULSD-Lubrcity Spike-Nom-16-EN590Document3 pagesULSD-Lubrcity Spike-Nom-16-EN590Angel LealNo ratings yet
- Funda of Direction Control Valve1Document10 pagesFunda of Direction Control Valve1Premangshu SahaNo ratings yet
- Induction Hardening and Inspection PDFDocument9 pagesInduction Hardening and Inspection PDFAnonymous j0zANTHPc100% (1)
- GPMC Profile SummaryDocument51 pagesGPMC Profile SummaryJayadevDamodaranNo ratings yet
- PHD Cover LetterDocument1 pagePHD Cover Letterradhia saidaneNo ratings yet
- Predictiona ND Control of Steam AccumulationDocument14 pagesPredictiona ND Control of Steam AccumulationArvin SlayerNo ratings yet
- Final DPP JEE Main 2020 PDFDocument80 pagesFinal DPP JEE Main 2020 PDFDivyank srivastavaNo ratings yet
- 99 AL/Structural Question/P.1Document10 pages99 AL/Structural Question/P.1Nawam KalpaNo ratings yet
- Drilling CompaniesDocument42 pagesDrilling CompaniesEngineer AlviNo ratings yet
- GM Price List Aug 2021Document180 pagesGM Price List Aug 2021Pritesh VasaNo ratings yet
- Electronic Code Lock Schematic CircuitDocument5 pagesElectronic Code Lock Schematic Circuitelvergonzalez1No ratings yet
- ETZ series electronic transformers description and specificationsDocument1 pageETZ series electronic transformers description and specifications秦龙No ratings yet
- MMRW08 11 2021Document20 pagesMMRW08 11 2021shrinath bhatNo ratings yet
- Optimum Design of Heat Exchanger in Diesel Engine Cold EGR For Pollutants ReductionDocument7 pagesOptimum Design of Heat Exchanger in Diesel Engine Cold EGR For Pollutants ReductionLe NamNo ratings yet
- Thermal and Structural Analysis of Vented and Normal Disc Brake RotorsDocument9 pagesThermal and Structural Analysis of Vented and Normal Disc Brake RotorsTechnos_IncNo ratings yet
- Epa Chemical Compatibility ChartDocument3 pagesEpa Chemical Compatibility ChartMohamedNo ratings yet
- Reologia Páginas Desde - Physical - PharmacyDocument23 pagesReologia Páginas Desde - Physical - PharmacyEvelyn K MazoNo ratings yet
- Hyd 5 20ktl 3ph User Manual Au DC Switch v1.1 20220617Document107 pagesHyd 5 20ktl 3ph User Manual Au DC Switch v1.1 20220617Виктор МаринNo ratings yet
- Marina Power EquipmentDocument35 pagesMarina Power EquipmentGelec Trámites CancúnNo ratings yet
- Push Operated Spray Pump Cum Fertilizer Spreader Initial ReportDocument35 pagesPush Operated Spray Pump Cum Fertilizer Spreader Initial ReportAditu100% (1)
- Light Intensity Control Using Diac and Triac 1Document12 pagesLight Intensity Control Using Diac and Triac 1Prathamesh KaleNo ratings yet
- Water TariffDocument3 pagesWater TariffANAND_KUMAR73No ratings yet
- End of Year TestDocument8 pagesEnd of Year TestKatarzyna Agata KrzyczmonikNo ratings yet
- Cement Chemistry 2016 BL1Document41 pagesCement Chemistry 2016 BL1Tyo Deka100% (1)
- How MCBs Protect Electrical CircuitsDocument5 pagesHow MCBs Protect Electrical CircuitsSachin KumarNo ratings yet
- Jagdish Dukre's Guide to Phacoemulsification Machine Components and FunctionsDocument38 pagesJagdish Dukre's Guide to Phacoemulsification Machine Components and FunctionsRizkyAgustriaNo ratings yet
- RCC-E 2012 Qualification and Manufacturing of Electrical EquipmentDocument1 pageRCC-E 2012 Qualification and Manufacturing of Electrical Equipmentmuhammad mustafa iqbalNo ratings yet
- Marathon Motors Price List 2021Document22 pagesMarathon Motors Price List 2021Mohan BabuNo ratings yet