You might also like
- Kuliah Ke-5-Solid-State WeldingDocument34 pagesKuliah Ke-5-Solid-State Weldingleh antNo ratings yet
- Brief Introduction To Welding Technology: (Advanced Welding Technology (PE-ME 702H) Continuous Assessment 2 (CA 2)Document17 pagesBrief Introduction To Welding Technology: (Advanced Welding Technology (PE-ME 702H) Continuous Assessment 2 (CA 2)Prabhat RoutNo ratings yet
- Solid State Welding and Application in Aeronautical IndustryDocument8 pagesSolid State Welding and Application in Aeronautical Industrymaster002 XDNo ratings yet
- Metallography of Welds: Advanced Materials and Processes June 2011Document6 pagesMetallography of Welds: Advanced Materials and Processes June 2011William DraxterNo ratings yet
- Shoebs ProjectDocument20 pagesShoebs ProjectMehdiNo ratings yet
- 7691IV - 4th Semester - Metallurgical and Materials EngineeringDocument18 pages7691IV - 4th Semester - Metallurgical and Materials EngineeringankNo ratings yet
- Fundamentals of Welding CLO3Document9 pagesFundamentals of Welding CLO3TerryNo ratings yet
- Unit 2 - Manufacturing Process - WWW - Rgpvnotes.inDocument11 pagesUnit 2 - Manufacturing Process - WWW - Rgpvnotes.inIPL 2020 LIVE100% (1)
- Module 4 Welding and JoiningDocument79 pagesModule 4 Welding and JoiningKashish KanodiaNo ratings yet
- Chapter-1: 1.1 WeldingDocument27 pagesChapter-1: 1.1 WeldingAbhishek PandeyNo ratings yet
- Hot cracking numerical study stainless steelDocument9 pagesHot cracking numerical study stainless steelkamal touilebNo ratings yet
- Solid State Welding and Application in Aeronautical IndustryDocument8 pagesSolid State Welding and Application in Aeronautical Industrymaster002 XDNo ratings yet
- Lectures 2016 Other Welding ProcessesDocument30 pagesLectures 2016 Other Welding ProcessesSatheesh RNo ratings yet
- 5 Joining of Metals ReducedDocument20 pages5 Joining of Metals Reducedhb8btk4s8cNo ratings yet
- WRIDocument51 pagesWRIHarsha Vardhan Meduri100% (1)
- 2023 Solid-State Welding of Aluminum To Magnesium Alloys A ReviewDocument23 pages2023 Solid-State Welding of Aluminum To Magnesium Alloys A Reviewguravshubham7777No ratings yet
- Weld Imperfections 01Document34 pagesWeld Imperfections 01Ahmad NazmiNo ratings yet
- Stephen Leon 2020 IOP Conf. Ser. - Mater. Sci. Eng. 954 012007Document15 pagesStephen Leon 2020 IOP Conf. Ser. - Mater. Sci. Eng. 954 012007Muhammad Awais Naveed AwanNo ratings yet
- L3-3 Welding and Other Joining ProcessesDocument57 pagesL3-3 Welding and Other Joining Processeskalahanmoonga82No ratings yet
- Materials 15 00412Document16 pagesMaterials 15 00412Murat CKNo ratings yet
- Metal Joining Processes GuideDocument79 pagesMetal Joining Processes GuidePrateekNo ratings yet
- Unit-IV Welding Processes of SuperalloysDocument7 pagesUnit-IV Welding Processes of SuperalloysJ Jhansibai100% (1)
- Ch-19 Gas Welding, Gas Cutting & Arc WeldingDocument30 pagesCh-19 Gas Welding, Gas Cutting & Arc WeldingJAYANT KUMARNo ratings yet
- Lecture 12 - REVIEW OF WELDING PROCESSES AND WELDABILITYDocument10 pagesLecture 12 - REVIEW OF WELDING PROCESSES AND WELDABILITYVINAYAK SHARMANo ratings yet
- Al and Steel Leaser WeldingDocument11 pagesAl and Steel Leaser WeldingSidhesh mishraNo ratings yet
- 5037 DSM Vibration Welding Guide Def PDFDocument20 pages5037 DSM Vibration Welding Guide Def PDFh_eijy2743No ratings yet
- 2000 - Metallic Binders For Diamond Tool ProductionDocument11 pages2000 - Metallic Binders For Diamond Tool ProductionWinterstone W. DiamantNo ratings yet
- Welding FundamentalsDocument6 pagesWelding FundamentalsChinmay Das100% (1)
- 3) Types of Welding MethodsDocument3 pages3) Types of Welding MethodsKrako TramNo ratings yet
- Welded ConnectionsDocument11 pagesWelded Connections051Bipradeep ChandaNo ratings yet
- Friction Stir Welding Review of Al AlloysDocument16 pagesFriction Stir Welding Review of Al AlloysImdad JalaliNo ratings yet
- Study of Mechanical Properties Microstru PDFDocument6 pagesStudy of Mechanical Properties Microstru PDFAyyappanSubramanianNo ratings yet
- 5 WeldingDocument70 pages5 WeldingOmar KurdiNo ratings yet
- BrazingDocument40 pagesBrazingnagoreorueNo ratings yet
- Manufacturing Process IIDocument98 pagesManufacturing Process IIolyad teshomeNo ratings yet
- 1 s2.0 S0030399212005762 MainDocument12 pages1 s2.0 S0030399212005762 MainMochamad Iqbal GhifaryNo ratings yet
- Constantin 2017 IOP Conf. Ser. Mater. Sci. Eng. 252 012038 PDFDocument9 pagesConstantin 2017 IOP Conf. Ser. Mater. Sci. Eng. 252 012038 PDFMeet PatelNo ratings yet
- 2018 - Microstructure and Mechanical Properties of Ti6321 - Andi Septian - 21050115120031 - LasDocument5 pages2018 - Microstructure and Mechanical Properties of Ti6321 - Andi Septian - 21050115120031 - LasAndi Septian NasrulohNo ratings yet
- Wear and Corrosion Behaviour of Friction Stir Welded Aluminium Alloys-An OverviewDocument16 pagesWear and Corrosion Behaviour of Friction Stir Welded Aluminium Alloys-An OverviewTJPRC PublicationsNo ratings yet
- Weldability of Recycled Steel Bars in UgandaDocument8 pagesWeldability of Recycled Steel Bars in UgandaSenfuka ChristopherNo ratings yet
- Unit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Document18 pagesUnit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Jo okNo ratings yet
- Joining Silicon Nitride To Itself and To MetalsDocument5 pagesJoining Silicon Nitride To Itself and To MetalsVivek SinghNo ratings yet
- TALAT Lecture 4701: Terms and Definitions For Adhesive BondingDocument20 pagesTALAT Lecture 4701: Terms and Definitions For Adhesive BondingCORE MaterialsNo ratings yet
- (EW-471) - Gas Metal Arc Welding (2012 - 1998, Hobart Institute of Welding Technology)Document9 pages(EW-471) - Gas Metal Arc Welding (2012 - 1998, Hobart Institute of Welding Technology)Juan Diego AlvarezNo ratings yet
- Creep Behavior of 2.25Cr-1Mo Steel Shield Metal Arc WeldmentDocument10 pagesCreep Behavior of 2.25Cr-1Mo Steel Shield Metal Arc WeldmentTrushar ParmarNo ratings yet
- Microstructural and Mechanical Properties of SMAW Welded Dual Phase Steel JointsDocument7 pagesMicrostructural and Mechanical Properties of SMAW Welded Dual Phase Steel Jointsismail ismaNo ratings yet
- 3435124Document12 pages3435124rnd.spNo ratings yet
- Arc Wlding 1st YearDocument76 pagesArc Wlding 1st YearNIKNo ratings yet
- Guide to Isostatic Laminating, Diffusion Bonding, Welding & PressingDocument10 pagesGuide to Isostatic Laminating, Diffusion Bonding, Welding & PressingVitorHugoNo ratings yet
- Factors Governing the Weldability of Structural SteelsDocument23 pagesFactors Governing the Weldability of Structural Steelso2megotNo ratings yet
- Weldability of Steel PDFDocument5 pagesWeldability of Steel PDFVC100% (3)
- Composite Alloy Wear Parts For Use in The Mining IndustryDocument7 pagesComposite Alloy Wear Parts For Use in The Mining IndustryDon_GostavitoNo ratings yet
- Hard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1Document1 pageHard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1convmech enggNo ratings yet
- Manufacturing Processes-I - WeldingDocument60 pagesManufacturing Processes-I - WeldingImtiajur Rahman AyonNo ratings yet
- Active Learning 1 (Ans)Document6 pagesActive Learning 1 (Ans)tiraNo ratings yet
- Ultrasonic Welding Forge WeldingDocument6 pagesUltrasonic Welding Forge WeldingPradneshNo ratings yet
- Welding Processes.: Brazing and SolderingDocument12 pagesWelding Processes.: Brazing and SolderingYagnesh PatelNo ratings yet
- Joining Process Ghosh and MalikDocument8 pagesJoining Process Ghosh and MalikPKNo ratings yet
- Research Paper of Atomic Emission SpectrosDocument8 pagesResearch Paper of Atomic Emission Spectrosxvszcorif100% (1)
- Euclidean Quantum Gravity Hawking PDFDocument2 pagesEuclidean Quantum Gravity Hawking PDFFelicia0% (3)
- IartDocument141 pagesIartbelenNo ratings yet
- Intermolecular Forces: Types and IdentificationDocument9 pagesIntermolecular Forces: Types and IdentificationRadzmiya SulaymanNo ratings yet
- Transmissio Tower StructureDocument36 pagesTransmissio Tower StructureAbu SafyanNo ratings yet
- Effects of PWHT Temperature On Mechanical Properties PDFDocument11 pagesEffects of PWHT Temperature On Mechanical Properties PDFA K SinghNo ratings yet
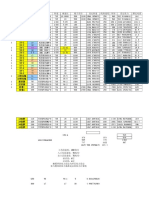
- 越南2#HB线电机数据合算Document6 pages越南2#HB线电机数据合算Vũ HiệuNo ratings yet
- Applied Mechanics (Dynamics)Document4 pagesApplied Mechanics (Dynamics)Adhikari SushilNo ratings yet
- Evaluating Debye's Model of The Heat Capacity of Aluminum Using Gaussian Quadrature IntegrationDocument2 pagesEvaluating Debye's Model of The Heat Capacity of Aluminum Using Gaussian Quadrature IntegrationRoland Albert RomeroNo ratings yet
- Principles of Heat Treating of SteelsDocument30 pagesPrinciples of Heat Treating of Steelssatish_trivediNo ratings yet
- Density Log PDFDocument22 pagesDensity Log PDFJoseph YepezNo ratings yet
- STPM CHEMISTRY TERM 3: HYDROCARBONSDocument16 pagesSTPM CHEMISTRY TERM 3: HYDROCARBONSVjayan DharmaNo ratings yet
- Classification of Dyes: Natural, Synthetic, and by ChromophoreDocument12 pagesClassification of Dyes: Natural, Synthetic, and by ChromophoreSabeeh Ul HassanNo ratings yet
- Chemistry STPM Sem 3 MSAB Pre-Trial AnswerDocument2 pagesChemistry STPM Sem 3 MSAB Pre-Trial AnswerKenneth Chan100% (2)
- Quiz Chapter 2 Form 4 @Document4 pagesQuiz Chapter 2 Form 4 @Mohd Norihwan100% (3)
- Aparate Utilizate in Radioterapia Externa: Dr. Andrada Turcas (Bologa)Document38 pagesAparate Utilizate in Radioterapia Externa: Dr. Andrada Turcas (Bologa)Lavinia BaracNo ratings yet
- .2 Electromagnetic Radiation and Quantum Phenomena - AQA Physics A-LevelDocument33 pages.2 Electromagnetic Radiation and Quantum Phenomena - AQA Physics A-LevelUloko ChristopherNo ratings yet
- ESP - Steag Session 1 Part 1Document40 pagesESP - Steag Session 1 Part 1bharath attaluriNo ratings yet
- Revision For UPS (Physics Matriculation)Document6 pagesRevision For UPS (Physics Matriculation)Erina PhantomhiveNo ratings yet
- Ch2 MachiningDocument134 pagesCh2 MachiningSaifAdamz'sNo ratings yet
- Pipe Steam TracingDocument40 pagesPipe Steam TracingPhanLạcKhanh80% (5)
- Semiconductor Electronics Chapter SummaryDocument15 pagesSemiconductor Electronics Chapter SummaryBhagat Singh RanaNo ratings yet
- EML500 Instruction ManualDocument85 pagesEML500 Instruction Manualtoumassis_p100% (5)
- Kinematics: Ap Physics C: MechanicsDocument10 pagesKinematics: Ap Physics C: MechanicsHind AldahmaniNo ratings yet
- 1966 American Institute of Mining, Nletrdlrrrgical and Petroleum Engineers, IncDocument4 pages1966 American Institute of Mining, Nletrdlrrrgical and Petroleum Engineers, IncWaleed Barakat MariaNo ratings yet
- SPHL Sample ProblemsDocument20 pagesSPHL Sample ProblemsĐức TiếnNo ratings yet
- Hydrogen NcertDocument18 pagesHydrogen NcertTr Mazhar PunjabiNo ratings yet
- Modul Koleksi Trial SPM 2018Document93 pagesModul Koleksi Trial SPM 2018Norzilah Mazahar56% (9)