You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- ASME Section IX Appendix-4 (Rounded Indicaion) For RTDocument9 pagesASME Section IX Appendix-4 (Rounded Indicaion) For RTGoutam Kumar DebNo ratings yet
- UTpp 4Document86 pagesUTpp 4Manoj Balla100% (2)
- NCDOT WPS for Double V Groove Welds with Back GougeDocument3 pagesNCDOT WPS for Double V Groove Welds with Back GougeBhavani PrasadNo ratings yet
- GUIDELINES FOR SUBMISSION OF RADIATION PROFESSIONAL FORM - 09nov2016 PDFDocument6 pagesGUIDELINES FOR SUBMISSION OF RADIATION PROFESSIONAL FORM - 09nov2016 PDFRaje GunaNo ratings yet
- RADIANT NDT SERVICES REPORT PROVIDES ULTRASONIC TESTING RESULTSDocument1 pageRADIANT NDT SERVICES REPORT PROVIDES ULTRASONIC TESTING RESULTSGoutam Kumar Deb100% (1)
- PCTL - NDE - RT-1 Rev.6Document19 pagesPCTL - NDE - RT-1 Rev.6Goutam Kumar Deb100% (1)
- QP-002 Rev7 1st PageDocument1 pageQP-002 Rev7 1st PageGoutam Kumar DebNo ratings yet
- Liquid Penetrant Testing Procedure (StructuralDocument8 pagesLiquid Penetrant Testing Procedure (StructuralGoutam Kumar Deb100% (1)
- Goutam Profile 2019Document3 pagesGoutam Profile 2019Goutam Kumar DebNo ratings yet
- UT Level IIDocument30 pagesUT Level IIfysal_845134100% (9)
- QP-002 Rev7 1st PageDocument1 pageQP-002 Rev7 1st PageGoutam Kumar DebNo ratings yet
- PCTL - NDE - RT-1 Rev.6Document19 pagesPCTL - NDE - RT-1 Rev.6Goutam Kumar Deb100% (1)
- RT Specific ExamDocument3 pagesRT Specific ExamGoutam Kumar Deb100% (1)
- QP-002 Rev7 1st PageDocument1 pageQP-002 Rev7 1st PageGoutam Kumar DebNo ratings yet
- RNS - NDT - MT - 001 Rev.0Document10 pagesRNS - NDT - MT - 001 Rev.0Goutam Kumar DebNo ratings yet
- Magnetic Particle TestingDocument38 pagesMagnetic Particle Testingtbmari100% (2)
- RNS-NDT-WP-001 Rev 0Document10 pagesRNS-NDT-WP-001 Rev 0Goutam Kumar Deb0% (1)
- RT FGFDocument30 pagesRT FGFRaoFarhanNo ratings yet
- RT Specific ExamDocument3 pagesRT Specific ExamGoutam Kumar Deb100% (1)
- RT QuizDocument6 pagesRT QuizGoutam Kumar DebNo ratings yet
- UT QuizDocument6 pagesUT QuizGoutam Kumar Deb100% (2)
- P1531interim WebDocument303 pagesP1531interim WebJairo NiñoNo ratings yet
- ASME Section IX Appendix-4 (Rounded Indicaion) For RTDocument9 pagesASME Section IX Appendix-4 (Rounded Indicaion) For RTGoutam Kumar DebNo ratings yet
- Astm STD ListDocument18 pagesAstm STD ListGoutam Kumar DebNo ratings yet
- Twi RtfiDocument35 pagesTwi RtfiGoutam Kumar DebNo ratings yet
- Gamma Rays Interactions With MatterDocument31 pagesGamma Rays Interactions With MatterGoutam Kumar DebNo ratings yet
- Poster Weldingpositions enDocument1 pagePoster Weldingpositions enslowmosquitoNo ratings yet
- CP Bottom DRGDocument1 pageCP Bottom DRGGoutam Kumar DebNo ratings yet
- Magnetic Particle InspectionDocument47 pagesMagnetic Particle InspectionAlessandro Posillico100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- GS 142 4 PDFDocument23 pagesGS 142 4 PDFjast111No ratings yet
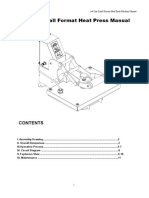
- A4 Heat Press ManualDocument13 pagesA4 Heat Press ManualGabrielNo ratings yet
- Note On Stability of StructuresDocument6 pagesNote On Stability of Structurespanos2244662864100% (1)
- MEASURING ELECTRON CHARGE AND MASSDocument9 pagesMEASURING ELECTRON CHARGE AND MASSMarchel RyandikaNo ratings yet
- 650-1001 Rev 0 - Shell Manhole Cover Flange ThicknessDocument3 pages650-1001 Rev 0 - Shell Manhole Cover Flange ThicknessShayan Hasan KhanNo ratings yet
- Pendulum CM1Document9 pagesPendulum CM1Matilde Leme100% (1)
- How to Select and Design Efficient Bulk Solids FeedersDocument16 pagesHow to Select and Design Efficient Bulk Solids FeedersKalyani GangulianNo ratings yet
- Utm PDFDocument5 pagesUtm PDFFaisal NaeemNo ratings yet
- Piping Thickness Calculation (ASME B31.3)Document8 pagesPiping Thickness Calculation (ASME B31.3)got youfour onlinesomNo ratings yet
- Current Electricity (PYQs) ..Document20 pagesCurrent Electricity (PYQs) ..gopichandopNo ratings yet
- Reliability Analysis and Expert OpinionDocument23 pagesReliability Analysis and Expert OpinionDeepika ManglaNo ratings yet
- Vertical Multiphase Flow: Instructional ObjectivesDocument23 pagesVertical Multiphase Flow: Instructional ObjectivesIksan Adityo MulyoNo ratings yet
- G. ACI 360R-06 Brings Slabs On Ground Into The 21st Century - Art McKinney PDFDocument2 pagesG. ACI 360R-06 Brings Slabs On Ground Into The 21st Century - Art McKinney PDFinitbashNo ratings yet
- COSMONATE PH: Pure Monomeric MDIDocument3 pagesCOSMONATE PH: Pure Monomeric MDIOnesany TecnologiasNo ratings yet
- Skirt Design PDFDocument8 pagesSkirt Design PDFTemesgen100% (1)
- TLE - Shielded Metal Arc Welding 10 ThirdDocument4 pagesTLE - Shielded Metal Arc Welding 10 ThirdFlorinda GagasaNo ratings yet
- EllipseDocument2 pagesEllipseManas J. AggarwalNo ratings yet
- Mathematicians Research ProjectDocument3 pagesMathematicians Research Projectapi-366304862No ratings yet
- Schools Division Office of Isabela: Jones Rural School-300555Document3 pagesSchools Division Office of Isabela: Jones Rural School-300555Sharon PascualNo ratings yet
- Uncertainty and Sensitivity Analysis of PAT Systems for Crystallization ProcessesDocument2 pagesUncertainty and Sensitivity Analysis of PAT Systems for Crystallization Processesmalmoosawi_1No ratings yet
- Laboratory EquipmentsDocument3 pagesLaboratory EquipmentsDipaloy DattaNo ratings yet
- Transient Phenomena PDFDocument717 pagesTransient Phenomena PDFYvesNo ratings yet
- Katalog VeflonDocument82 pagesKatalog VeflonperoooNo ratings yet
- C7-1 ADocument79 pagesC7-1 AAnonymous 24lnhhNo ratings yet
- PLUS+1® Expansion Module OX024-010: Data SheetDocument2 pagesPLUS+1® Expansion Module OX024-010: Data SheetFredyMirreNo ratings yet
- Chapter 1 - Mixture of Ideal GasesDocument37 pagesChapter 1 - Mixture of Ideal GasesMo SalihNo ratings yet
- SAE 660 Bronze - Technical InformationDocument2 pagesSAE 660 Bronze - Technical Informationtanha56313955No ratings yet
- Chapter 3-Random - VariablesDocument66 pagesChapter 3-Random - VariablesBonsa HailuNo ratings yet
- Topik6 MA2271 - SPDLDocument45 pagesTopik6 MA2271 - SPDLFauzia SavitriNo ratings yet
- CE 602 - Geotechnical EngineeringDocument2 pagesCE 602 - Geotechnical EngineeringJohn Michael SalasNo ratings yet