You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Practical Guide To Rubber Injection Molding PDFDocument130 pagesPractical Guide To Rubber Injection Molding PDFGilvan Silva100% (3)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Hydroblasting and Coating Procedure of FpsoDocument33 pagesHydroblasting and Coating Procedure of FpsoGilvan Silva100% (2)
- Sieg Sx2l ManualDocument19 pagesSieg Sx2l ManualAnonymous f6goFflg3T100% (1)
- GP 43-50 31 January 2009 PDFDocument52 pagesGP 43-50 31 January 2009 PDFGilvan SilvaNo ratings yet
- 4 - Kiehn, B & Swales, M. (2007) - An Overview of Dialectical Behaviour Therapy in The Treatment ofDocument9 pages4 - Kiehn, B & Swales, M. (2007) - An Overview of Dialectical Behaviour Therapy in The Treatment ofAnastasiya PlohihNo ratings yet
- X-Ray Film SeminarDocument40 pagesX-Ray Film SeminarGilvan SilvaNo ratings yet
- Packaged, Integrally Geared Centrifugal IP 10-3-2 Air CompressorsDocument5 pagesPackaged, Integrally Geared Centrifugal IP 10-3-2 Air CompressorsGilvan SilvaNo ratings yet
- Exxon IP 10-9-1 Mechanical AgitatorsDocument7 pagesExxon IP 10-9-1 Mechanical AgitatorsGilvan SilvaNo ratings yet
- Exxon IP 9 2 1 Additional RequirementsDocument8 pagesExxon IP 9 2 1 Additional RequirementsGilvan SilvaNo ratings yet
- Exxon IP 7-3-1 Sootblowers For Fired EquipmentDocument3 pagesExxon IP 7-3-1 Sootblowers For Fired EquipmentGilvan SilvaNo ratings yet
- Vents For Fixed Roof Atmospheric IP 9-7-3 Storage Tanks: ScopeDocument1 pageVents For Fixed Roof Atmospheric IP 9-7-3 Storage Tanks: ScopeGilvan SilvaNo ratings yet
- Exxon IP 10-3-4 Axial Compressors For Air ServiceDocument7 pagesExxon IP 10-3-4 Axial Compressors For Air ServiceGilvan SilvaNo ratings yet
- Exxon IP 10-12-1 Vibration, AxialDocument3 pagesExxon IP 10-12-1 Vibration, AxialGilvan SilvaNo ratings yet
- Aspersão Termica - FundamentosDocument1 pageAspersão Termica - FundamentosGilvan SilvaNo ratings yet
- Exxon IP 7-5-1 Coils For Fired Heaters and BoilersDocument5 pagesExxon IP 7-5-1 Coils For Fired Heaters and BoilersGilvan SilvaNo ratings yet
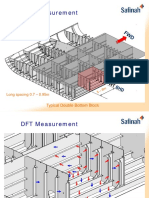
- DFT Measurement: Typical Double Bottom BlockDocument4 pagesDFT Measurement: Typical Double Bottom BlockGilvan SilvaNo ratings yet
- Exxon IP 10-10-2 General Purpose Gear UnitsDocument3 pagesExxon IP 10-10-2 General Purpose Gear UnitsGilvan SilvaNo ratings yet
- Corrugated Steel Manhole Assemblies: Standard Specification ForDocument8 pagesCorrugated Steel Manhole Assemblies: Standard Specification ForGilvan SilvaNo ratings yet
- Quiz1 - CIP 2Document4 pagesQuiz1 - CIP 2Gilvan Silva100% (1)
- Fiber Glass Reinforced HDDDocument8 pagesFiber Glass Reinforced HDDGilvan SilvaNo ratings yet
- Quiz1 - CIP 2Document4 pagesQuiz1 - CIP 2Gilvan Silva100% (1)
- Quiz4 PDFDocument6 pagesQuiz4 PDFGilvan Silva100% (4)
- Diseases of Bones and JointsDocument2 pagesDiseases of Bones and JointsAnna FalcoNo ratings yet
- Emergency Action and Fire Prevention PlanDocument22 pagesEmergency Action and Fire Prevention PlanKassy LagumenNo ratings yet
- Telengana Board Inter 1st Year Chemistry EM Question Paper March 2017 PDFDocument2 pagesTelengana Board Inter 1st Year Chemistry EM Question Paper March 2017 PDFGARLAPATI VIVEK SAINo ratings yet
- Paz, Glorilie Perez. EE-221 Bsee-2B Input and Output Characteristics of Transistor CB ConfigurationDocument15 pagesPaz, Glorilie Perez. EE-221 Bsee-2B Input and Output Characteristics of Transistor CB ConfigurationGlorilie PazNo ratings yet
- Vascular Pharmacology Smooth Muscle (Issn Book 78) 1st EditionDocument430 pagesVascular Pharmacology Smooth Muscle (Issn Book 78) 1st EditionΑΘΑΝΑΣΙΟΣ ΚΟΥΤΟΥΚΤΣΗΣNo ratings yet
- AutopsyDocument24 pagesAutopsyRoberto Giorgio N. Pacheco100% (1)
- DOWSIL™ 3-1965 Conformal Coating: Features & BenefitsDocument3 pagesDOWSIL™ 3-1965 Conformal Coating: Features & Benefitsquang trinhNo ratings yet
- RefrigeradorDocument2 pagesRefrigeradorBIANCA SALGADONo ratings yet
- Blake Lee Ahlbrecht Criminal ComplaintDocument8 pagesBlake Lee Ahlbrecht Criminal ComplaintWest Central TribuneNo ratings yet
- AlkenesDocument16 pagesAlkenesVijay Kumar NatteyNo ratings yet
- Hamza 12718 AssignmentDocument4 pagesHamza 12718 AssignmentArslan MughalNo ratings yet
- DeltaOhm HD98569 Portatif PH Iletkenlik OksijenDocument5 pagesDeltaOhm HD98569 Portatif PH Iletkenlik OksijenEnisNo ratings yet
- Double Pigtail Percuflex Ureteral Stents and Stent SetsDocument38 pagesDouble Pigtail Percuflex Ureteral Stents and Stent SetscateterdoblejotaNo ratings yet
- Smartphones Can Become Like 'Cocaine For Kids,' Says StudyDocument2 pagesSmartphones Can Become Like 'Cocaine For Kids,' Says StudyMia Pearl Tabios ValenzuelaNo ratings yet
- Newborn Essential Care PDFDocument54 pagesNewborn Essential Care PDFMARK LENAND ESPIRITU100% (1)
- High Voltage Engineering: 3.1 Measurement of High Direct Current and A.C VoltagesDocument21 pagesHigh Voltage Engineering: 3.1 Measurement of High Direct Current and A.C VoltagesMohammed Sabeel KinggNo ratings yet
- 513-2007 Solid Waste ProclamationDocument8 pages513-2007 Solid Waste ProclamationNurNo ratings yet
- Swimming and Water Safety Rubrics 20061Document2 pagesSwimming and Water Safety Rubrics 20061Patricia Theresa Ira Ilustre86% (7)
- Onychomycosis Treatment and Prevention of Recurrence - 2018Document44 pagesOnychomycosis Treatment and Prevention of Recurrence - 2018Rodrigo Valenzuela MontesNo ratings yet
- A Semi - Detailed Lesson Plan in Caregiving 12Document2 pagesA Semi - Detailed Lesson Plan in Caregiving 12Jessa Mae JabegueroNo ratings yet
- Pan Malayan Insurance Corp. vs. Court of AppealsDocument3 pagesPan Malayan Insurance Corp. vs. Court of AppealsbrendamanganaanNo ratings yet
- Economics of Fish Hatcheries and Grow OutDocument17 pagesEconomics of Fish Hatcheries and Grow OutFoy FauziNo ratings yet
- Icru 38Document14 pagesIcru 38Ronald Koeman Casique Useche100% (2)
- Atf 36077Document4 pagesAtf 36077hendpraz88No ratings yet
- DDP BookDocument30 pagesDDP Bookwarhawk_laNo ratings yet
- Chapter 1 (Alternative Fuels)Document41 pagesChapter 1 (Alternative Fuels)Muhd NasriNo ratings yet
- Et Practical 4Document12 pagesEt Practical 4Probably ArthNo ratings yet
- Condensation and Cloud FormationDocument17 pagesCondensation and Cloud FormationIyah Macam100% (1)