You might also like
- The Principles of Chemical Equilibrium-4thEd-Denbigh PDFDocument514 pagesThe Principles of Chemical Equilibrium-4thEd-Denbigh PDFnowayjose100% (1)
- ASTM D 2900 - 90 (Reapproved 1997) Accelerated Life Test of Electrical Grade Magnesium OxideDocument4 pagesASTM D 2900 - 90 (Reapproved 1997) Accelerated Life Test of Electrical Grade Magnesium Oxidealin2005100% (1)
- Accumulator or Koomey UnitDocument3 pagesAccumulator or Koomey Unitmmohsinaliawan100% (3)
- Acoustic Emission: Global Inspection TechniqueDocument25 pagesAcoustic Emission: Global Inspection TechniqueWesam Salah AlooloNo ratings yet
- Immersion Ultrasonic Testing On EUROFER Welded Joints For Determination of The Minimum Detectable Flaw SizeDocument9 pagesImmersion Ultrasonic Testing On EUROFER Welded Joints For Determination of The Minimum Detectable Flaw SizeJanak LalNo ratings yet
- Astm E415-2008Document9 pagesAstm E415-2008Syamsul AbdullahNo ratings yet
- A Study of Localized Corrosion Susceptibility of Different Alloys by Means of Electrochemical NoiDocument8 pagesA Study of Localized Corrosion Susceptibility of Different Alloys by Means of Electrochemical NoiMohamed KhirNo ratings yet
- Corrosion Monitoring in Petroleum Refineries: K.R. Soni, Saga Global ConsultantsDocument40 pagesCorrosion Monitoring in Petroleum Refineries: K.R. Soni, Saga Global Consultantsokoro matthewNo ratings yet
- Hydrodynamic Effects On The CO Corrosion Inhibition of X-120 Pipeline Steel by Carboxyethyl-ImidazolineDocument15 pagesHydrodynamic Effects On The CO Corrosion Inhibition of X-120 Pipeline Steel by Carboxyethyl-ImidazolineMahdi HeidaryNo ratings yet
- Paper 2Document13 pagesPaper 2aseNo ratings yet
- Analysis of Carbon and Low-Alloy Steel by Spark Atomic Emission SpectrometryDocument11 pagesAnalysis of Carbon and Low-Alloy Steel by Spark Atomic Emission SpectrometryMoisés OliveiraNo ratings yet
- Ipc2012 90213Document8 pagesIpc2012 90213Marcelo Varejão CasarinNo ratings yet
- Phased Array Ultrasonic Testing of Austenitic WeldsDocument9 pagesPhased Array Ultrasonic Testing of Austenitic WeldsRamakrishnan AmbiSubbiahNo ratings yet
- Cold cracking in steel welds explainedDocument10 pagesCold cracking in steel welds explainedNormix FlowersNo ratings yet
- 97513 EFFECTS OF RESIDUAL ELEMENTS ON THE CORROSION RESISTANCE OF STEELS IN HF (51300-97513-SG)Document12 pages97513 EFFECTS OF RESIDUAL ELEMENTS ON THE CORROSION RESISTANCE OF STEELS IN HF (51300-97513-SG)arnoldbatista55No ratings yet
- Microstructural Investigation of SAE 1040 Steel Specimens by Ultrasonic MeasurementsDocument4 pagesMicrostructural Investigation of SAE 1040 Steel Specimens by Ultrasonic MeasurementsEnrique Rivera QuiñonesNo ratings yet
- Assessing IGC in 316(N) SS Using Electrochemical NoiseDocument7 pagesAssessing IGC in 316(N) SS Using Electrochemical Noiseandrew_yeap_2No ratings yet
- Measuring Oxide Scale Thickness On The Inner Surface of A Boiler Tube Using Advanced Ultrasonic MethodDocument4 pagesMeasuring Oxide Scale Thickness On The Inner Surface of A Boiler Tube Using Advanced Ultrasonic Methodmini2018No ratings yet
- Industrial Case Studies on NDT Techniques Using Ultrasonic and Acoustic Emission TestingDocument64 pagesIndustrial Case Studies on NDT Techniques Using Ultrasonic and Acoustic Emission TestingRikkinNo ratings yet
- VND - Openxmlformats Officedocument - Presentationml.presentation L0rendition 1 (1) 1Document23 pagesVND - Openxmlformats Officedocument - Presentationml.presentation L0rendition 1 (1) 1Safalsha BabuNo ratings yet
- Fatigue Performance of Laser Beam Welded A36 SteelDocument3 pagesFatigue Performance of Laser Beam Welded A36 SteelDaniel VenturiNo ratings yet
- Corrosion Resistance Test of Electroplated MetalsDocument9 pagesCorrosion Resistance Test of Electroplated Metalsgolam kibriaNo ratings yet
- Corrosion and Chloride TestDocument4 pagesCorrosion and Chloride Testsita ram JatNo ratings yet
- 316LN不锈钢焊接接头的晶间腐蚀Document8 pages316LN不锈钢焊接接头的晶间腐蚀yw_oulalaNo ratings yet
- Intergranular Corrosion of 316LN Stainless Steel Welded JointsDocument8 pagesIntergranular Corrosion of 316LN Stainless Steel Welded JointsYao WeiNo ratings yet
- G61-86R03E1.1207958-1 (Polarização)Document5 pagesG61-86R03E1.1207958-1 (Polarização)Fabricio Benedito DestroNo ratings yet
- Paper 2Document13 pagesPaper 2saviyasathuNo ratings yet
- Internal Defect Detection of Dissimilar Weld Pipe Using Ultrasonic Infrared ThermographyDocument5 pagesInternal Defect Detection of Dissimilar Weld Pipe Using Ultrasonic Infrared Thermographykaliappan45490No ratings yet
- In Situ Monitoring and Daignosis of Reinforced Concrete Members in An Exposure Test Against Salt AttackDocument7 pagesIn Situ Monitoring and Daignosis of Reinforced Concrete Members in An Exposure Test Against Salt Attackjack21abNo ratings yet
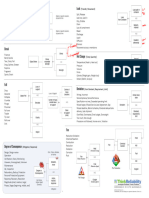
- MKM6144 Advanced Material: Faculty of Mechanical Engineering Universiti Malaysia PahangDocument159 pagesMKM6144 Advanced Material: Faculty of Mechanical Engineering Universiti Malaysia PahangHazim HamdanNo ratings yet
- Reformer Tube Metal Insp MonitoringDocument63 pagesReformer Tube Metal Insp MonitoringAbdul Rehman100% (1)
- Assessment of Galvanic Corrosion in Galvanic Couples of Sensitized and Nonsensitized AISI Type 304 Stainless Steel in Nitric AcidDocument12 pagesAssessment of Galvanic Corrosion in Galvanic Couples of Sensitized and Nonsensitized AISI Type 304 Stainless Steel in Nitric AcidRangga KomaraNo ratings yet
- Assessment of Corrosion Rate in Prestressed Concrete With Acoustic EmissionDocument13 pagesAssessment of Corrosion Rate in Prestressed Concrete With Acoustic Emissionjesé m.No ratings yet
- Analysis of Contaminated Nuclear Plant Steel by LIBS: Presented By: Sajjad Ali Roll No: BSPHY-20-52 Department of PhysicsDocument13 pagesAnalysis of Contaminated Nuclear Plant Steel by LIBS: Presented By: Sajjad Ali Roll No: BSPHY-20-52 Department of PhysicsSajjad AliNo ratings yet
- Surface Inspection Methods For Detection of Stress Corrosion Cracking in Austenitic & Duplex Stainless SteelDocument5 pagesSurface Inspection Methods For Detection of Stress Corrosion Cracking in Austenitic & Duplex Stainless Steelandrew_yeap_2No ratings yet
- Critical Chloride Concentration of Rebar Corrosion in Fly Ash ConcreteDocument18 pagesCritical Chloride Concentration of Rebar Corrosion in Fly Ash ConcreteJHON WILMAR CARDENAS PULIDONo ratings yet
- Dhanalakshmi Srinivasan Engineering College, Perambalur Department of Mechanical Engineering Me8097 / Non-Destructive Testing and Evaluation Question Bank - 2 Marks & 16 MarksDocument11 pagesDhanalakshmi Srinivasan Engineering College, Perambalur Department of Mechanical Engineering Me8097 / Non-Destructive Testing and Evaluation Question Bank - 2 Marks & 16 MarksRAJESH. RNo ratings yet
- Life Prediction of Ammonia Storage Tanks Based On Laboratory Stress Corrosion Crack DataDocument15 pagesLife Prediction of Ammonia Storage Tanks Based On Laboratory Stress Corrosion Crack DataValerZLNo ratings yet
- Velocity in MetalsDocument30 pagesVelocity in MetalsChegwe CorneliusNo ratings yet
- Mo 2 8 5 PDFDocument6 pagesMo 2 8 5 PDFPhani MylavarapuNo ratings yet
- Study On Pitting Corrosion of Storage Tank Bottom Steel in Acidic Condition Using Acoustic EmissionDocument12 pagesStudy On Pitting Corrosion of Storage Tank Bottom Steel in Acidic Condition Using Acoustic EmissionAnonymous hBBam1nNo ratings yet
- Destructive and Non-Destructive Material Testing: Presented by Santosh PunaskarDocument18 pagesDestructive and Non-Destructive Material Testing: Presented by Santosh PunaskarSantosh Iim LucknowNo ratings yet
- Time-Domain Analysis of Resonant Acoustic Nonlinearity Arising From Cracks in Multilayer Ceramic CapacitorsDocument11 pagesTime-Domain Analysis of Resonant Acoustic Nonlinearity Arising From Cracks in Multilayer Ceramic CapacitorsGerald See TohNo ratings yet
- Attachment 9 - CHEMICAL ANALYSIS OF PIPELINE MATERIALDocument1 pageAttachment 9 - CHEMICAL ANALYSIS OF PIPELINE MATERIALkamikitaNo ratings yet
- Acoustic Emission Inspection of Petroleum Tanks and Piping May 2016Document7 pagesAcoustic Emission Inspection of Petroleum Tanks and Piping May 2016Eng MBNo ratings yet
- EIS Studies of A Corrosion Inhibitor Behavior Under Multiphase Ow ConditionsDocument12 pagesEIS Studies of A Corrosion Inhibitor Behavior Under Multiphase Ow Conditionsgoogley71No ratings yet
- NDTtests On ConcreteDocument79 pagesNDTtests On ConcreteAparna SwaminathanNo ratings yet
- Manuscript KMSDocument14 pagesManuscript KMSKaren Mojarro SaadNo ratings yet
- NosaDocument9 pagesNosaosaroboNo ratings yet
- Characterization of The Rust Formed On Weathering Steel Exposed To Qinghai Salt Lake AtmosphereDocument7 pagesCharacterization of The Rust Formed On Weathering Steel Exposed To Qinghai Salt Lake Atmosphereroscarlos1936No ratings yet
- Application of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionDocument6 pagesApplication of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionAqib AliNo ratings yet
- CorrosionDocument13 pagesCorrosionLikhith NalluriNo ratings yet
- Paper Di Concord HotelDocument3 pagesPaper Di Concord Hotelcrewz_19No ratings yet
- Acoustic EmissionDocument6 pagesAcoustic EmissionAziz MohamedNo ratings yet
- Crack initiation mechanisms and fatigue lifetime of AISI 420 steelDocument7 pagesCrack initiation mechanisms and fatigue lifetime of AISI 420 steelpoojaNo ratings yet
- Corrosion Chemistry: DR Willard Pinnock CHEM 2601 (2013)Document7 pagesCorrosion Chemistry: DR Willard Pinnock CHEM 2601 (2013)Claudia V-Matheson100% (1)
- Comparison of Corrosion Resistance of Carbon Steel and SomeDocument26 pagesComparison of Corrosion Resistance of Carbon Steel and SomejporcayocNo ratings yet
- Atomic Spectroscopy 3Document36 pagesAtomic Spectroscopy 3Anonymous KzCCQoNo ratings yet
- Hong 2002Document12 pagesHong 2002googley71No ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Hydraulic ProfilingDocument104 pagesHydraulic ProfilingiJordanScribdNo ratings yet
- Practical Notes On Integrally Geared TurbocompressorsDocument6 pagesPractical Notes On Integrally Geared TurbocompressorsiJordanScribdNo ratings yet
- PGT25+Gas Turbine Development - Validation and Operating ExperienceDocument10 pagesPGT25+Gas Turbine Development - Validation and Operating ExperienceiJordanScribdNo ratings yet
- Fundamental C-and-E Summary Page - v4 2016Document1 pageFundamental C-and-E Summary Page - v4 2016iJordanScribdNo ratings yet
- VSDS Motor Design For Compressor Trains To Avoid InterharmonicsDocument14 pagesVSDS Motor Design For Compressor Trains To Avoid InterharmonicsiJordanScribdNo ratings yet
- Centrifugal Compressor Operation and MaintenanceDocument10 pagesCentrifugal Compressor Operation and MaintenanceiJordanScribdNo ratings yet
- #01 5.1-5.2 WEx4 VW Passat 1.8 TD KinematicDocument5 pages#01 5.1-5.2 WEx4 VW Passat 1.8 TD KinematiciJordanScribdNo ratings yet
- Vehicle performance optimizationDocument16 pagesVehicle performance optimizationiJordanScribdNo ratings yet
- GT PackagingDocument31 pagesGT PackagingiJordanScribdNo ratings yet
- VM Spatial AveDocument107 pagesVM Spatial AveiJordanScribdNo ratings yet
- DSG transmission components and operationDocument13 pagesDSG transmission components and operationiJordanScribdNo ratings yet
- Piping Basic ConceptsDocument20 pagesPiping Basic ConceptsiJordanScribdNo ratings yet
- Superalloys 2005 409 418Document10 pagesSuperalloys 2005 409 418Kara WhiteNo ratings yet
- #02 4.1-4.1 WEx 0 Layshaft TransmissionDocument3 pages#02 4.1-4.1 WEx 0 Layshaft TransmissioniJordanScribdNo ratings yet
- Rotating Equipment: International ConferenceDocument245 pagesRotating Equipment: International ConferenceiJordanScribdNo ratings yet
- Good Paragraph On Shear StrainDocument60 pagesGood Paragraph On Shear StrainiJordanScribdNo ratings yet
- Lorry driver increases axle ratio but finds lower maximum speedDocument1 pageLorry driver increases axle ratio but finds lower maximum speediJordanScribdNo ratings yet
- Wp-Content Uploads Product-Documents Global Spiral Wound Gasket BrochureDocument36 pagesWp-Content Uploads Product-Documents Global Spiral Wound Gasket Brochuremuhammad khuram usmanNo ratings yet
- Bolted FRP Flange Joints For Pipelines A Review of Current Practice and Future ChallengesDocument34 pagesBolted FRP Flange Joints For Pipelines A Review of Current Practice and Future ChallengesiJordanScribdNo ratings yet
- Whitepaper Reciprocating MachineryDocument19 pagesWhitepaper Reciprocating MachinerySofiane HalimiNo ratings yet
- Virial Controversy DiscussionDocument69 pagesVirial Controversy DiscussioniJordanScribdNo ratings yet
- 8-7 Causes of Element Failures and Corrective MeasuresDocument8 pages8-7 Causes of Element Failures and Corrective MeasuresiJordanScribdNo ratings yet
- Good Stress-Per Atom IdeaDocument73 pagesGood Stress-Per Atom IdeaiJordanScribdNo ratings yet
- The Pressure Drop ArticleDocument4 pagesThe Pressure Drop Articlejlcheefei9258No ratings yet
- Common Causes of O-Ring Failure - Technical SupportDocument4 pagesCommon Causes of O-Ring Failure - Technical SupportiJordanScribdNo ratings yet
- Strainer GuideDocument26 pagesStrainer Guidemudrijasm100% (1)
- Mesh Micron Sizes Chart Ebook From Ism PDFDocument7 pagesMesh Micron Sizes Chart Ebook From Ism PDFCornelius Toni KuswandiNo ratings yet
- STRAINER MESH COMPARISON GUIDEDocument10 pagesSTRAINER MESH COMPARISON GUIDEEver Briceño100% (1)
- Industrial Strainers - Tate Andale, LLCDocument3 pagesIndustrial Strainers - Tate Andale, LLCiJordanScribdNo ratings yet
- Kiowa The Book Sections 1 - 5Document297 pagesKiowa The Book Sections 1 - 5iJordanScribdNo ratings yet
- Project ReportDocument47 pagesProject Reportapi-3819931100% (2)
- (POPOV) Advances in Design of Eccentrically Braced FramesDocument13 pages(POPOV) Advances in Design of Eccentrically Braced Frameshal9000_mark1No ratings yet
- l5 Spring BalanceDocument11 pagesl5 Spring BalanceNur Syamiza ZamriNo ratings yet
- E487-14 Standard Test Method For Constant-TemperatDocument4 pagesE487-14 Standard Test Method For Constant-Temperatouari.ouariNo ratings yet
- Title: Radial Flow Reaction TurbineDocument8 pagesTitle: Radial Flow Reaction TurbineSyahmi SulaimanNo ratings yet
- Gupta Answer KeyDocument25 pagesGupta Answer KeyBenjamin MullenNo ratings yet
- Sheet (2) ThermochemistryDocument4 pagesSheet (2) Thermochemistryعبدالرحمن ياسر ابراهيم مصطفى حسين UnknownNo ratings yet
- Seismic Analysis of Water TankDocument4 pagesSeismic Analysis of Water TankhungNo ratings yet
- '08 DMcSLectureNotes-Chapter6abWebDocument77 pages'08 DMcSLectureNotes-Chapter6abWebGanesh DongreNo ratings yet
- 1 s2.0 S1365160922000648 MainDocument14 pages1 s2.0 S1365160922000648 MainHop Minh NguyenNo ratings yet
- Silt Load On GatesDocument2 pagesSilt Load On GatesWaleed HassanNo ratings yet
- Importance of Induction Hardening Case Depth PDFDocument5 pagesImportance of Induction Hardening Case Depth PDFKundan Kumar MishraNo ratings yet
- Tutorial 2 PDFDocument5 pagesTutorial 2 PDFSyahda RahmanNo ratings yet
- Hybrid RANS-LES Turbulence Models On Unstructured Grids: C. Eric Lynch and Marilyn J. SmithDocument14 pagesHybrid RANS-LES Turbulence Models On Unstructured Grids: C. Eric Lynch and Marilyn J. SmithAerospaceAngelNo ratings yet
- Equipment SizingDocument5 pagesEquipment SizingPandu RockingNo ratings yet
- 6 Session-2B-Allison-WP18-C4-1323 - FinalDocument24 pages6 Session-2B-Allison-WP18-C4-1323 - FinalAENo ratings yet
- Omae2009 79047Document6 pagesOmae2009 79047Mehdi Ghoddosi100% (1)
- Master Blaster Pool CalculationDocument62 pagesMaster Blaster Pool CalculationwanroyNo ratings yet
- Magnetic RefrigerationDocument21 pagesMagnetic RefrigerationVishnu RajuNo ratings yet
- MODES OF HEAT TRANSFER - Docx FinDocument6 pagesMODES OF HEAT TRANSFER - Docx FinJerome MosadaNo ratings yet
- A. Stresses On Inclined Planes: Maximum Normal StressDocument6 pagesA. Stresses On Inclined Planes: Maximum Normal Stressjomarie apolinarioNo ratings yet
- Tuto 4Document13 pagesTuto 4RickLeeNo ratings yet
- Simulia Abaqus Standard DatasheetDocument3 pagesSimulia Abaqus Standard Datasheetuser923019231831No ratings yet
- ICFD10 Conference ProgramDocument46 pagesICFD10 Conference ProgramSamy El-BeheryNo ratings yet
- VD For Water at 20: Moody DiagramDocument1 pageVD For Water at 20: Moody DiagramMayckolNo ratings yet
- 8 Truss Connection SystemDocument27 pages8 Truss Connection SystemyoooNo ratings yet
- International Pte LTD: Technical Specifications For Perfex Set Mounted Radiator (Rev1)Document1 pageInternational Pte LTD: Technical Specifications For Perfex Set Mounted Radiator (Rev1)bacNo ratings yet
- VBA Hysys User Unit Operation - DehumidifierDocument3 pagesVBA Hysys User Unit Operation - DehumidifierEnrique RuedaNo ratings yet