You might also like
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Concrete Mix Design Using Crushed SandDocument22 pagesConcrete Mix Design Using Crushed SandOlaolu Olalekan50% (2)
- Elastic, Plastic and Yield Design of Reinforced StructuresFrom EverandElastic, Plastic and Yield Design of Reinforced StructuresNo ratings yet
- Concrete Mix DesignDocument5 pagesConcrete Mix Designkom1984No ratings yet
- Concrete MIXTURE RATIODocument16 pagesConcrete MIXTURE RATIOsushantNo ratings yet
- Concrete Structures: Repair, Rehabilitation and StrengtheningFrom EverandConcrete Structures: Repair, Rehabilitation and StrengtheningNo ratings yet
- Concrete Mix DesignDocument22 pagesConcrete Mix DesignIvo StanilovNo ratings yet
- Module 4 Concrete Mix ProportioningDocument88 pagesModule 4 Concrete Mix Proportioning1js19cv457No ratings yet
- CMD (Apparatus, Discussion)Document9 pagesCMD (Apparatus, Discussion)mohdnazminismailNo ratings yet
- Concrete-Block Manufacture - Processes and MachinesFrom EverandConcrete-Block Manufacture - Processes and MachinesRating: 5 out of 5 stars5/5 (1)
- Seminar ReportDocument21 pagesSeminar ReportTheWatchdogs WatchdogNo ratings yet
- Concrete Mix Design As Per Indian Standard CodeDocument4 pagesConcrete Mix Design As Per Indian Standard CodesemakambaNo ratings yet
- Polyurethanes: Science, Technology, Markets, and TrendsFrom EverandPolyurethanes: Science, Technology, Markets, and TrendsRating: 1 out of 5 stars1/5 (1)
- Concrete MixDocument34 pagesConcrete MixCB100% (1)
- Advance Cement Concrete M Tech LabDocument36 pagesAdvance Cement Concrete M Tech LabDr Sanjay GuptaNo ratings yet
- Concrete Mix Design CodeDocument33 pagesConcrete Mix Design Codeshyamalthakkar100% (1)
- C M DDocument13 pagesC M DanjuvNo ratings yet
- Mix DesignDocument13 pagesMix Designqwerty12348No ratings yet
- Experimental Investigation On High Performance Concrete Using Silica Fume and SuperplasticizerDocument4 pagesExperimental Investigation On High Performance Concrete Using Silica Fume and SuperplasticizerAlexis LopezNo ratings yet
- Concrete Mix Design GuideDocument4 pagesConcrete Mix Design GuideSubhashree Sahoo DeyNo ratings yet
- Concrete Mix DesignDocument20 pagesConcrete Mix DesignJyothi Jyotisha100% (1)
- Comparative Study of Epoxy and Polyester Resin-Based Polymer ConcreteDocument7 pagesComparative Study of Epoxy and Polyester Resin-Based Polymer Concretemohamadi42No ratings yet
- Concrete Mix Design GuideDocument11 pagesConcrete Mix Design GuideV Vinoth Edac100% (1)
- Concrete with Crushed Tiles and Oil Palm FibreDocument5 pagesConcrete with Crushed Tiles and Oil Palm FibreEloisa FabroaNo ratings yet
- Contours in Concrete Mix Design - A New ApproachDocument5 pagesContours in Concrete Mix Design - A New Approachwarda03No ratings yet
- What Is The Ratio of Grades M10Document6 pagesWhat Is The Ratio of Grades M10jaisaraNo ratings yet
- Concrete Mix DesignDocument16 pagesConcrete Mix DesignVaibhav SengarNo ratings yet
- Chapter Three 3.0 Methodology: 3.2.1 Aggregates of Requirement in EssentialDocument11 pagesChapter Three 3.0 Methodology: 3.2.1 Aggregates of Requirement in EssentialAsghar Hussain Shah S/o Zubair Shah MS Engg. Management (Swat Campus)No ratings yet
- REVISED Concrete Technology BOOK - by Sri P. SURESHDocument63 pagesREVISED Concrete Technology BOOK - by Sri P. SURESHV Venkata Narayana100% (1)
- M40 Pumpable Concrete Mix DesignDocument29 pagesM40 Pumpable Concrete Mix DesignChirag TanavalaNo ratings yet
- Module 3 NotesDocument11 pagesModule 3 NotesRakshith SNo ratings yet
- Concrete Mix DesignDocument19 pagesConcrete Mix DesignObaidurRahamanNo ratings yet
- Construction Methodology 2019: List TablesDocument13 pagesConstruction Methodology 2019: List TablesDenis Dwayne DizzleNo ratings yet
- Experimental Studies On High Strength Concrete by Using Recycled Coarse AggregateDocument10 pagesExperimental Studies On High Strength Concrete by Using Recycled Coarse AggregateinventyNo ratings yet
- Mix Design Hints For Fly-Ash Concrete PDFDocument4 pagesMix Design Hints For Fly-Ash Concrete PDFKristine HarveyNo ratings yet
- 1111Document33 pages1111mahmoud salahNo ratings yet
- Design of Concrete Mixes .Hw3Document12 pagesDesign of Concrete Mixes .Hw3RawandAlbarodyNo ratings yet
- Concrete Mix DesignDocument17 pagesConcrete Mix DesignSilver Olguín CamachoNo ratings yet
- 6107 - Mass Concrete, RMC, Plum ConcreteDocument36 pages6107 - Mass Concrete, RMC, Plum ConcreteVishakha PatelNo ratings yet
- Concrete Mix Design: Unit 3Document4 pagesConcrete Mix Design: Unit 3YASHWANTH.M.KNo ratings yet
- Concrete Mix DesignDocument19 pagesConcrete Mix DesignCZ001 Abisha ANo ratings yet
- DURABILITY AND STRENGTH COMPARISON OF CONVENTIONAL AND POLYMER ppt-1Document16 pagesDURABILITY AND STRENGTH COMPARISON OF CONVENTIONAL AND POLYMER ppt-1the gaming zoneNo ratings yet
- Design MixDocument6 pagesDesign MixsinghnamrtaNo ratings yet
- Research On Increasing The Initial Power of Concrete On Self Compacting ConcreteDocument5 pagesResearch On Increasing The Initial Power of Concrete On Self Compacting ConcreteRachma PramesyaNo ratings yet
- Proportioning Concrete Mix DesignDocument25 pagesProportioning Concrete Mix DesignGrachelle Andrea CapiralNo ratings yet
- Tech Zone Engineering and Business College: Semester Project Paper For The Course Concrete TechnologyDocument25 pagesTech Zone Engineering and Business College: Semester Project Paper For The Course Concrete Technologydawud abateNo ratings yet
- Materials and Mix DesignDocument11 pagesMaterials and Mix DesignAliciaJacomeAlvaradoNo ratings yet
- Concrete Mix Design As Per Indian Standard CodeDocument10 pagesConcrete Mix Design As Per Indian Standard Codeਤਨ੍ਹਾ ਰਾਜੀਵ ਮਾਯੂਸNo ratings yet
- R. Nagendra - Paper On Mix Proportioning As Per Is 10262-2009Document31 pagesR. Nagendra - Paper On Mix Proportioning As Per Is 10262-2009Vinod JogurNo ratings yet
- No Fines ConcreteDocument8 pagesNo Fines ConcreteshurookNo ratings yet
- Concrete Mix DesignDocument48 pagesConcrete Mix DesignNAM CINEMANo ratings yet
- Mix DesignDocument18 pagesMix Designawotina67% (3)
- Lab Report For Epoxy Resin Polymer Concrete by GroupbbbbbbbDocument23 pagesLab Report For Epoxy Resin Polymer Concrete by GroupbbbbbbbBetelhem KifleNo ratings yet
- 2.2.4 Input Characterization For The Chemically Stabilized Materials GroupDocument8 pages2.2.4 Input Characterization For The Chemically Stabilized Materials GroupMayaribe MattaNo ratings yet
- Concrete Mix Design As Per IS10262-2009Document24 pagesConcrete Mix Design As Per IS10262-2009Prakash Singh RawalNo ratings yet
- Mix selection (mix design) guideDocument16 pagesMix selection (mix design) guideGoran AdilNo ratings yet
- Rme001 Syllabus STDocument2 pagesRme001 Syllabus STsanjay MariyanNo ratings yet
- Research and Publication Ethics SyllabusDocument3 pagesResearch and Publication Ethics SyllabusManimegalai PrasannaNo ratings yet
- 11 Chapter 3Document25 pages11 Chapter 3poojaNo ratings yet
- Qirazyi: APARAJITAPRCCHA,,1950. Oriental Institute, Baroda. Ch.73, Sloka 1-28.Document17 pagesQirazyi: APARAJITAPRCCHA,,1950. Oriental Institute, Baroda. Ch.73, Sloka 1-28.Manimegalai PrasannaNo ratings yet
- Elephant Foot Yam: Ideal ClimateDocument3 pagesElephant Foot Yam: Ideal ClimateManimegalai PrasannaNo ratings yet
- Fiber Reinforced ConcreteDocument18 pagesFiber Reinforced ConcreteManimegalai PrasannaNo ratings yet
- NATA Test 1Document7 pagesNATA Test 1Ipshita BanerjeeNo ratings yet
- NATA Test 3Document8 pagesNATA Test 3Ipshita Banerjee50% (2)
- AAC ClassDocument34 pagesAAC ClassManimegalai PrasannaNo ratings yet
- Case InferenceDocument54 pagesCase InferenceManimegalai PrasannaNo ratings yet
- Unit - Ii: Cement Concrete and Its ManufactureDocument51 pagesUnit - Ii: Cement Concrete and Its ManufactureManimegalai PrasannaNo ratings yet
- Ce-444 Properties of Fresh and Hardened Concrete: Samadar SalimDocument32 pagesCe-444 Properties of Fresh and Hardened Concrete: Samadar SalimManimegalai PrasannaNo ratings yet
- 4.camilo SitteDocument25 pages4.camilo SitteManimegalai PrasannaNo ratings yet
- NATA Mock Test No. 3Document7 pagesNATA Mock Test No. 3Sushmitha NagarajanNo ratings yet
- 6e ANALYSIS PDFDocument14 pages6e ANALYSIS PDFManimegalai PrasannaNo ratings yet
- The Cultural Promenade - Thesis 2015' - Case Study On Crafts Bazaar - Comparative Analysis Hindustan University Entry SpacesDocument4 pagesThe Cultural Promenade - Thesis 2015' - Case Study On Crafts Bazaar - Comparative Analysis Hindustan University Entry SpacesManimegalai PrasannaNo ratings yet
- 6c ANALYSIS PDFDocument7 pages6c ANALYSIS PDFManimegalai PrasannaNo ratings yet
- Pondicherry: Heritage Conservation inDocument33 pagesPondicherry: Heritage Conservation inwahid kallidumbilNo ratings yet
- UA&PDocument18 pagesUA&PManimegalai PrasannaNo ratings yet
- Spiro Kostof's Approach to Architectural HistoryDocument9 pagesSpiro Kostof's Approach to Architectural HistoryManimegalai PrasannaNo ratings yet
- The Cultural Promenade - Thesis 2015' - Case Study On Arts (Performing Centre & Institute) - Comparative Analysis Hindustan University Entry SpacesDocument6 pagesThe Cultural Promenade - Thesis 2015' - Case Study On Arts (Performing Centre & Institute) - Comparative Analysis Hindustan University Entry SpacesManimegalai PrasannaNo ratings yet
- BENZZDocument26 pagesBENZZManimegalai PrasannaNo ratings yet
- The Cultural Promenade - Thesis 2015' - Case Study On Arts (Artist Village) - Comparative Analysis Hindustan University Entry SpacesDocument5 pagesThe Cultural Promenade - Thesis 2015' - Case Study On Arts (Artist Village) - Comparative Analysis Hindustan University Entry SpacesManimegalai PrasannaNo ratings yet
- Cellular Automata: Digital ArchitectureDocument31 pagesCellular Automata: Digital ArchitectureManimegalai PrasannaNo ratings yet
- The Conservation Plan For World Heritage Site: George Town, Penang and Malacca, MalaysiaDocument7 pagesThe Conservation Plan For World Heritage Site: George Town, Penang and Malacca, MalaysiaManimegalai PrasannaNo ratings yet
- JayasuryadissertationDocument251 pagesJayasuryadissertationManimegalai PrasannaNo ratings yet
- Cellular AutomataDocument17 pagesCellular AutomataManimegalai PrasannaNo ratings yet
- DiagramsDocument38 pagesDiagramsManimegalai PrasannaNo ratings yet
- The Voronoi Diagram Is A Way of DivisionDocument24 pagesThe Voronoi Diagram Is A Way of DivisionManimegalai PrasannaNo ratings yet
- Serrated Safety WashersDocument7 pagesSerrated Safety Washersinvisiblevision4No ratings yet
- MODocument10 pagesMOMark Libo-onNo ratings yet
- Engineering Materials Exam GuideDocument9 pagesEngineering Materials Exam GuideDilshan JayasuriyaNo ratings yet
- M - 01 - Design Guidelines For BanksDocument53 pagesM - 01 - Design Guidelines For BanksBahaa RaslanNo ratings yet
- Construction Methods and Materials Conveying SystemsDocument46 pagesConstruction Methods and Materials Conveying SystemsJuliet MartinNo ratings yet
- Part naming standard for physical characteristicsDocument69 pagesPart naming standard for physical characteristicsHasan PashaNo ratings yet
- Design of Steel-Concrete Composite Structures: Bennet KuriakoseDocument18 pagesDesign of Steel-Concrete Composite Structures: Bennet KuriakoseShalvinNo ratings yet
- Water Bound Macadam-WbmDocument11 pagesWater Bound Macadam-WbmCheng EngiNo ratings yet
- Sefi Shear Clause Very Good Complete Picture IDocument9 pagesSefi Shear Clause Very Good Complete Picture Isathiyaseelann.sNo ratings yet
- Estimation & Costing of Toilet BlockDocument1 pageEstimation & Costing of Toilet Blockgulfam ahmadNo ratings yet
- Design EngineerDocument3 pagesDesign EngineerPranay ReddyNo ratings yet
- B1 Pendent SprinklerDocument2 pagesB1 Pendent SprinklerDave BrownNo ratings yet
- Perfect Polymers - Product-Introduction - SUNPAL Multiwall Cell) Polycarbonate Standing-Seam Architectural SystemDocument28 pagesPerfect Polymers - Product-Introduction - SUNPAL Multiwall Cell) Polycarbonate Standing-Seam Architectural SystemGirish DhawanNo ratings yet
- Presentation On Fabcon Design & Enginnering Raiwind Lahore PakistanDocument37 pagesPresentation On Fabcon Design & Enginnering Raiwind Lahore PakistanpishoosloanNo ratings yet
- Multi Cable Conduit Fill CalculatorDocument2 pagesMulti Cable Conduit Fill CalculatorPraveen Kumar100% (1)
- Steel Design Manuscript 10-8-13Document71 pagesSteel Design Manuscript 10-8-13A.B. CbmNo ratings yet
- Updated Product List 30.09.2021Document10 pagesUpdated Product List 30.09.2021sabhay2No ratings yet
- Plateloadtests Asif Mir2021Document18 pagesPlateloadtests Asif Mir2021gouseyaNo ratings yet
- Instrumentation-Keystone of Dam MonitoringDocument30 pagesInstrumentation-Keystone of Dam MonitoringAnonymous ep7LE5ZdP5No ratings yet
- Sample - Plumbing - BoqDocument62 pagesSample - Plumbing - BoqRavindra Shinde100% (3)
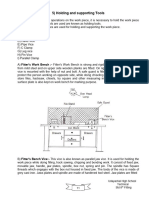
- 4) Holding and Supporting Tools Used in FittingDocument6 pages4) Holding and Supporting Tools Used in FittingKrako TramNo ratings yet
- How To INSTALL Anchors in Accordance With BS 8539Document4 pagesHow To INSTALL Anchors in Accordance With BS 8539hanyaNo ratings yet
- Internship PresentationDocument30 pagesInternship Presentationeph100% (1)
- Plnat Water-Make Up P&idDocument58 pagesPlnat Water-Make Up P&idghostamirNo ratings yet
- HAGS UniPlay 205 PDFDocument116 pagesHAGS UniPlay 205 PDFKostas PapadopoulosNo ratings yet
- mtm-2017-11-549 ANISOTROPY OF THE MECHANICAL PROPERTIES OF HOT ROLLED STEEL COILS FOR WELDED PIPESDocument4 pagesmtm-2017-11-549 ANISOTROPY OF THE MECHANICAL PROPERTIES OF HOT ROLLED STEEL COILS FOR WELDED PIPESZerina ČustovićNo ratings yet
- Contract, Specification & Quantity Survey: Lecturer: Ayansa KebedeDocument37 pagesContract, Specification & Quantity Survey: Lecturer: Ayansa KebedebulchaNo ratings yet
- Regional Waterproofing BrochureDocument6 pagesRegional Waterproofing BrochureVenkata Raju KalidindiNo ratings yet
- NoteDocument30 pagesNoteAmanSinghNo ratings yet
- TP - Tool Hire Guide 2017Document81 pagesTP - Tool Hire Guide 2017Peter DavidsonNo ratings yet