You might also like
- Alloy DigestDocument105 pagesAlloy Digestcarlosc19715043100% (1)
- Economics of Metal Cutting OperationsDocument29 pagesEconomics of Metal Cutting OperationsmechgokulNo ratings yet
- Embedded C Absolute Beginner-Compressed PDFDocument80 pagesEmbedded C Absolute Beginner-Compressed PDFakabhinav32No ratings yet
- Ch7 MachineOpsDocument26 pagesCh7 MachineOpsمحمد فطري فيك نظامNo ratings yet
- Economics and Product Design ConsiderationsDocument3 pagesEconomics and Product Design Considerationsاحمد عمر حديدNo ratings yet
- Ch7 MachnOpsDocument26 pagesCh7 MachnOpsShivam VishwakarmaNo ratings yet
- Machining OperationsDocument26 pagesMachining OperationsMuhmmad AliNo ratings yet
- 5 Machinability and Machining EconomicsDocument48 pages5 Machinability and Machining Economicssakali aliNo ratings yet
- ME - 32021 Chapter (I) Machining Processes and Machine Tools - PPTX (Repaired)Document23 pagesME - 32021 Chapter (I) Machining Processes and Machine Tools - PPTX (Repaired)WILYNo ratings yet
- Kertas Penerangan 2Document35 pagesKertas Penerangan 2zamreeharunNo ratings yet
- Chapter Two PDFDocument70 pagesChapter Two PDFberhaneNo ratings yet
- Calculation Manufacturing ProcessDocument18 pagesCalculation Manufacturing ProcessEncik MaaNo ratings yet
- Manufacturing Technology (ME461) Lecture-8Document10 pagesManufacturing Technology (ME461) Lecture-8candypop8725No ratings yet
- Machining EconomicsDocument16 pagesMachining Economicskibwanajuma4956No ratings yet
- Unit 2.1 Kinimatic Motion and Chip FormationDocument94 pagesUnit 2.1 Kinimatic Motion and Chip FormationHABTAMU FEKADUNo ratings yet
- Material Removing ProcessDocument78 pagesMaterial Removing ProcessSpidyNo ratings yet
- L9. Economics of Metal Cutting1Document40 pagesL9. Economics of Metal Cutting1Fasil Getachew100% (1)
- General Purpose Machine Tools: Version 2 ME, IIT KharagpurDocument15 pagesGeneral Purpose Machine Tools: Version 2 ME, IIT KharagpurYash IngleNo ratings yet
- 25 Estimation of Machining TimeDocument15 pages25 Estimation of Machining TimePRASAD326100% (16)
- 3.4 in Cut Optimization - Establishing Operating ConditionsDocument38 pages3.4 in Cut Optimization - Establishing Operating ConditionsBaljeet SinghNo ratings yet
- Mechanics of Metal CuttingDocument33 pagesMechanics of Metal Cuttingnyilmaz72411No ratings yet
- ManufProc2 1MaterialRemovalDocument48 pagesManufProc2 1MaterialRemovalJeff HardyNo ratings yet
- Lecture No. 7 Turning ParametersDocument29 pagesLecture No. 7 Turning ParametersMuhammad IrfanNo ratings yet
- Tool Life Numerical ProblemsDocument22 pagesTool Life Numerical Problemsharrywilson.harish77No ratings yet
- Cost Optimization of Slab Milling Operation Using Genetic AlgorithmsDocument8 pagesCost Optimization of Slab Milling Operation Using Genetic AlgorithmsPelekani SakalaNo ratings yet
- Machinability: Dr. Naif I. Al. HarbiDocument35 pagesMachinability: Dr. Naif I. Al. HarbiNaif IbrahimNo ratings yet
- CH 24 ADocument38 pagesCH 24 AThiran Boy LingamNo ratings yet
- 2013 Theory All Inc Casting PDFDocument65 pages2013 Theory All Inc Casting PDFaamir_00No ratings yet
- Solution To Taylors Tool Life ProblemsDocument1 pageSolution To Taylors Tool Life Problems19G133 VASANTH B100% (1)
- Deber 4Document8 pagesDeber 4jmgavilanesNo ratings yet
- Experiment 1: Aim: Study and Practice of Orthogonal & Oblique Cutting On A Lathe. Apparatus: Lathe Machine TheoryDocument20 pagesExperiment 1: Aim: Study and Practice of Orthogonal & Oblique Cutting On A Lathe. Apparatus: Lathe Machine TheoryMuhammad ShahryabNo ratings yet
- Predictive Modeling of Tool Wear in Hard Turning: Yong Huang Advisor: Prof. Steven Y. LiangDocument20 pagesPredictive Modeling of Tool Wear in Hard Turning: Yong Huang Advisor: Prof. Steven Y. Liangirinuca12No ratings yet
- Machining CalculationsDocument20 pagesMachining Calculationsikhwan ajja88% (8)
- 4 Metal Cutting PDFDocument42 pages4 Metal Cutting PDFaviraj2006No ratings yet
- Post Midsem Portions-LlDocument49 pagesPost Midsem Portions-LlrskvDYNo ratings yet
- ME 338 Manufacturing Processes II HW#2Document2 pagesME 338 Manufacturing Processes II HW#2Anonymous 2xjDjAcZNo ratings yet
- Lathe & Drilling (Part-II) NotesDocument4 pagesLathe & Drilling (Part-II) NotesShashank SinghNo ratings yet
- CFM - Class Notes KITDocument49 pagesCFM - Class Notes KITOnkarNo ratings yet
- Homework 2b ManufacturingDocument7 pagesHomework 2b ManufacturingHassan YounasNo ratings yet
- 3.1 Metal RemovalDocument40 pages3.1 Metal RemovalMichael Kearney50% (2)
- 4 Lecture Notes Turning ProcessDocument23 pages4 Lecture Notes Turning ProcessAkun SayaNo ratings yet
- Tool Wear Cutting Speed Power Cutting Cutting ForcesDocument56 pagesTool Wear Cutting Speed Power Cutting Cutting ForcesJasonNo ratings yet
- Machining Operations: Turning Operations Dr. Dalia NabilDocument46 pagesMachining Operations: Turning Operations Dr. Dalia NabilMr makladNo ratings yet
- Piping Course MaterialDocument29 pagesPiping Course MaterialLOKESHNo ratings yet
- Lect 22Document14 pagesLect 22shashankmay18No ratings yet
- 1st Stage InputDocument5 pages1st Stage Inputzahid583156No ratings yet
- Lathe Machine Part 3 OperationandComputationDocument42 pagesLathe Machine Part 3 OperationandComputationMark AlderiteNo ratings yet
- Drilling PDFDocument32 pagesDrilling PDFاحمد عمر حديدNo ratings yet
- Economics of Machining 1Document12 pagesEconomics of Machining 1rudrayadav030101No ratings yet
- Metal Cutting Theory and MechanismDocument75 pagesMetal Cutting Theory and Mechanismnishantdubey1183No ratings yet
- Lecture 5Document11 pagesLecture 5Shakeel AhmadNo ratings yet
- ENS6134-Equation Sheet For Final ExaminationDocument4 pagesENS6134-Equation Sheet For Final ExaminationDhaval PatelNo ratings yet
- 02 Taylors Tool Life Problems UpdatedDocument2 pages02 Taylors Tool Life Problems Updated19G133 VASANTH B100% (1)
- Machining Process - I: Lathe Machine Operations and CalculationDocument40 pagesMachining Process - I: Lathe Machine Operations and CalculationNajshhsNo ratings yet
- Experiment 1: Aim: Study and Practice of Orthogonal & Oblique Cutting On A Lathe. Apparatus: Lathe Machine TheoryDocument20 pagesExperiment 1: Aim: Study and Practice of Orthogonal & Oblique Cutting On A Lathe. Apparatus: Lathe Machine Theorykapil.scribdNo ratings yet
- AssdsaddwedqwdqwDocument26 pagesAssdsaddwedqwdqwMZSHBNo ratings yet
- Lecture-2.Conventional Machining - 2018 PDFDocument80 pagesLecture-2.Conventional Machining - 2018 PDFSaumya ShahNo ratings yet
- Experiment 1: Aim: Study and Practice of Orthogonal & Oblique Cutting On A LatheDocument18 pagesExperiment 1: Aim: Study and Practice of Orthogonal & Oblique Cutting On A Latheمالك بلصNo ratings yet
- Welding Processes 11Document97 pagesWelding Processes 11akabhinav32100% (2)
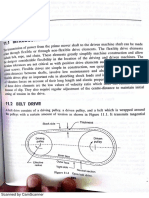
- Belt DriveDocument34 pagesBelt Driveakabhinav32No ratings yet
- L1-Shaper Slotter PlannerDocument47 pagesL1-Shaper Slotter Plannerakabhinav32No ratings yet
- This Time: Manufacturing & Materials: Manufacturing Is Undergoing A Revolution: Traditional MethodsDocument20 pagesThis Time: Manufacturing & Materials: Manufacturing Is Undergoing A Revolution: Traditional Methodsakabhinav32No ratings yet
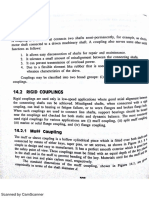
- Coupling PDFDocument19 pagesCoupling PDFakabhinav32No ratings yet
- L 4-MillingDocument27 pagesL 4-Millingakabhinav32No ratings yet
- Gears Manufacturing & Machine Tools & Machine ToolsDocument50 pagesGears Manufacturing & Machine Tools & Machine Toolsakabhinav32No ratings yet
- ME449 PracticeDocument98 pagesME449 Practiceakabhinav32No ratings yet
- Applied Sciences: Extending Battery Lifetime by Avoiding High SOCDocument16 pagesApplied Sciences: Extending Battery Lifetime by Avoiding High SOCakabhinav32No ratings yet
- Energies 12 00667 PDFDocument14 pagesEnergies 12 00667 PDFakabhinav32No ratings yet
- M2DC Series User Manual PDFDocument168 pagesM2DC Series User Manual PDFakabhinav32No ratings yet
- MicrolokDocument2 pagesMicrolokFederico Derby RNo ratings yet
- Product Code:: Pkg/Ro/41 Special SteelsDocument9 pagesProduct Code:: Pkg/Ro/41 Special SteelsPranav TripathiNo ratings yet
- Catalogo RefrigerazioneDocument54 pagesCatalogo RefrigerazioneAbbas NikNo ratings yet
- Hygrobar B WaterstopDocument2 pagesHygrobar B WaterstopMahesh SavandappaNo ratings yet
- Final Exam (Closed Book) : Answer SheetDocument13 pagesFinal Exam (Closed Book) : Answer SheetDAMIAN ALEJANDRO100% (1)
- Carpentry TheoryDocument8 pagesCarpentry Theoryapi-272982037No ratings yet
- ASSIGNMENT of Machine DesignDocument1 pageASSIGNMENT of Machine DesignAshu PrajapatiNo ratings yet
- Product Data: Titanex Hf0961Document1 pageProduct Data: Titanex Hf0961chinchotarngNo ratings yet
- Influence of Cement Composition On Concrete Durability: Aci Materials Journal Technical PaperDocument13 pagesInfluence of Cement Composition On Concrete Durability: Aci Materials Journal Technical PaperAndy OliveraNo ratings yet
- Crystals 12 00488Document13 pagesCrystals 12 00488Ricardo Luís BarataNo ratings yet
- Exim - Group 4 - PPT - FinalDocument77 pagesExim - Group 4 - PPT - FinalAnant BhandariNo ratings yet
- Use of Plastic Waste in Bituminous PavementDocument19 pagesUse of Plastic Waste in Bituminous Pavementparvezahamed563No ratings yet
- Sonagage IVDocument2 pagesSonagage IVRushikesh JoshiNo ratings yet
- Dynamicevolutionofgrainstructureandmicro Texturealongawelding PDFDocument13 pagesDynamicevolutionofgrainstructureandmicro Texturealongawelding PDF1rubena1No ratings yet
- Steel Slag in ConcreteDocument4 pagesSteel Slag in ConcreteGreissy Margory Reynaga CalderonNo ratings yet
- Duct Engineering D752 PDFDocument3 pagesDuct Engineering D752 PDFIvan BriscoeNo ratings yet
- Kombi Ventil SamsonDocument8 pagesKombi Ventil SamsonJovisa MaricNo ratings yet
- Series 1700 PDFDocument27 pagesSeries 1700 PDFmukndpandeyNo ratings yet
- Consol Cosmetic: Polymer Modified Portland Cement CoatingDocument2 pagesConsol Cosmetic: Polymer Modified Portland Cement CoatingCiput MardiantoNo ratings yet
- Rusting Chapter 3Document4 pagesRusting Chapter 3Maries San PedroNo ratings yet
- KurvaDocument3 pagesKurvaJebe SiregarNo ratings yet
- Handbook 1 - Building Conditions InspectionDocument24 pagesHandbook 1 - Building Conditions InspectionIjplastic GiftNo ratings yet
- OTS430Document2 pagesOTS430Olaru GabrielaNo ratings yet
- Coconut Shell Ash As Partial Replacement of Ordinary Portland Cement in Concrete ProductionDocument4 pagesCoconut Shell Ash As Partial Replacement of Ordinary Portland Cement in Concrete ProductionHumanyx SajaNo ratings yet
- Formwork Design RequirementDocument14 pagesFormwork Design RequirementSir JerwinNo ratings yet
- 1 Rigid PavementsDocument5 pages1 Rigid PavementsUmar FarooqNo ratings yet
- AbleElectropolishing Automotive TechGuide 5Document13 pagesAbleElectropolishing Automotive TechGuide 5PP043No ratings yet
- JEA 230KV Structures IndexDocument146 pagesJEA 230KV Structures IndexMichael Parohinog GregasNo ratings yet
- Final Boq For Samsonite Inorbit Malad Store - Civil ImmoveableDocument2 pagesFinal Boq For Samsonite Inorbit Malad Store - Civil Immoveableashutosh singhNo ratings yet