You might also like
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Lecture 1 CAD/CAM Branch Third ClassDocument21 pagesLecture 1 CAD/CAM Branch Third ClassMostafa AdilNo ratings yet
- Lecture 4 Metal Cutting ProcessDocument14 pagesLecture 4 Metal Cutting ProcessDhiraj DhimanNo ratings yet
- Lecture2-Metalcutting 2Document40 pagesLecture2-Metalcutting 2girma workuNo ratings yet
- 0 - Iroduction To MachiningDocument31 pages0 - Iroduction To MachiningOKELLO JOB LAZARUSNo ratings yet
- QB-Solution 4,5,6Document16 pagesQB-Solution 4,5,6Pratik KarwadeNo ratings yet
- Introduction To Lathe MachineDocument37 pagesIntroduction To Lathe MachineMalik Ahmad HayatNo ratings yet
- Machine Tools and MachiningDocument64 pagesMachine Tools and MachiningEngr MallariNo ratings yet
- Lathe MachineDocument91 pagesLathe MachineHrithik LakhaniNo ratings yet
- Introduction To Lathe MachineDocument37 pagesIntroduction To Lathe MachineMuhammad Bilal Awais100% (1)
- Technology Ii: Industrial EngineeringDocument23 pagesTechnology Ii: Industrial EngineeringSergio Daniel Humberto Acosta SantosNo ratings yet
- Lathe MachineDocument91 pagesLathe MachineChandra NurikoNo ratings yet
- Shaping and Planing Operations Are Not Production Effective They Are Used Mainly in Tool and Die WorkDocument57 pagesShaping and Planing Operations Are Not Production Effective They Are Used Mainly in Tool and Die WorkEnggar DywariNo ratings yet
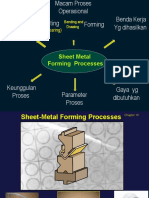
- 08R KG20 Sheet Metal FormingDocument82 pages08R KG20 Sheet Metal FormingFajar PutraNo ratings yet
- M3_Mfg Science and Tooling_Theory of Metal Cutting-4Document172 pagesM3_Mfg Science and Tooling_Theory of Metal Cutting-4Grishma BalgiNo ratings yet
- Metal Cutting Technology Training ReportDocument13 pagesMetal Cutting Technology Training Reportநளின் கான்No ratings yet
- MachiningDocument12 pagesMachiningVishal DeshpandeNo ratings yet
- Machine Tools Guide: Lathes, Milling, Cutting ToolsDocument85 pagesMachine Tools Guide: Lathes, Milling, Cutting ToolsVipul Mahajan100% (1)
- Manufacturing Technology I - Material Removal Process 2Document164 pagesManufacturing Technology I - Material Removal Process 2Ayush KishoreNo ratings yet
- 1-Theory of Metal Cutting PDFDocument144 pages1-Theory of Metal Cutting PDFNithinArvindNo ratings yet
- Machine ToolDocument2 pagesMachine ToolMARIA JULIANA PENA MENDEZNo ratings yet
- Machining Operations & Parameters: TurningDocument58 pagesMachining Operations & Parameters: Turningomar salahNo ratings yet
- Machine Shop Theory TermsDocument3 pagesMachine Shop Theory Termsjac obNo ratings yet
- Machining Operations GuideDocument51 pagesMachining Operations GuideRajesh ShahNo ratings yet
- Lathe OperationsDocument35 pagesLathe Operationsdvshadow0004No ratings yet
- Machine Tools LectureDocument33 pagesMachine Tools LecturechandanaNo ratings yet
- GTD+ FC MC RC For PartingDocument8 pagesGTD+ FC MC RC For Partingtuananhngo19096No ratings yet
- Roller Cone TrainingDocument86 pagesRoller Cone TrainingSlim.BNo ratings yet
- 02-Klasifikasi Mesin PerkakasDocument39 pages02-Klasifikasi Mesin PerkakasfebriNo ratings yet
- 01 Drill Bits SeminarDocument80 pages01 Drill Bits SeminarjalalNo ratings yet
- Ankit Kumar CNC/IPC/15 Summary ReportDocument54 pagesAnkit Kumar CNC/IPC/15 Summary Reportshivam modanwalNo ratings yet
- M-13 Milling Broaching Sawing FilingDocument36 pagesM-13 Milling Broaching Sawing FilingHafidzNo ratings yet
- Machining PDFDocument25 pagesMachining PDFMukul ChandraNo ratings yet
- MillingDocument111 pagesMillingSudeesh SudevanNo ratings yet
- Technology Ii: Industrial EngineeringDocument18 pagesTechnology Ii: Industrial EngineeringSergio Daniel Humberto Acosta SantosNo ratings yet
- 200-1 Rich MillDocument20 pages200-1 Rich MillReginaldo MatosNo ratings yet
- Introduction To MachiningDocument12 pagesIntroduction To MachiningJose EdwinNo ratings yet
- Lecture 2-2021Document21 pagesLecture 2-2021zwananisamkeloNo ratings yet
- Mill Essentials Training Tutorial ProjectsDocument11 pagesMill Essentials Training Tutorial ProjectsEr Vijay Kumar100% (1)
- Conventional MachiningDocument25 pagesConventional MachiningAndy ChoNo ratings yet
- BMM3643 Milling Machining-1Document26 pagesBMM3643 Milling Machining-1Sarah AqirahNo ratings yet
- Lathe Machine GuideDocument92 pagesLathe Machine Guidesarin sukumaranNo ratings yet
- Unit PPTDocument81 pagesUnit PPTGayatri KanwadeNo ratings yet
- Metal CuttingDocument30 pagesMetal Cuttingziad almnaseerNo ratings yet
- Broaching Process ExplainedDocument5 pagesBroaching Process ExplainedDowell ArcNo ratings yet
- Machining Processes GuideDocument31 pagesMachining Processes GuideJayant SisodiaNo ratings yet
- Lecture 6 IMPDocument3 pagesLecture 6 IMPLouie Jean LabradorNo ratings yet
- Material Manufacturing Lecture 01Document20 pagesMaterial Manufacturing Lecture 01t75zswxgwfNo ratings yet
- Cutting Tool DesignDocument67 pagesCutting Tool DesignBagus Bramantya bagusbramantya.2019No ratings yet
- 3rd Edition Anthony J. Wheeler Ahmad R.Document58 pages3rd Edition Anthony J. Wheeler Ahmad R.Ahmad IkhwanNo ratings yet
- Chip-Type Machining Processes ExplainedDocument32 pagesChip-Type Machining Processes ExplainedPaul RodgersNo ratings yet
- 2 Machine Tools - Milling, & ShaperDocument73 pages2 Machine Tools - Milling, & ShaperGAURAV DEVNo ratings yet
- SEMINARDocument17 pagesSEMINARAbin BrothersNo ratings yet
- Module 3 - Conventional - Machining PDFDocument44 pagesModule 3 - Conventional - Machining PDFKothapalli Venganna ChowdaryNo ratings yet
- Gear HoningDocument12 pagesGear HoningSanjay MehrishiNo ratings yet
- Machining TechnologiesDocument37 pagesMachining TechnologiesDawood AbdullahNo ratings yet
- Case StudyDocument8 pagesCase StudyAmit SinghNo ratings yet
- Ch3 - Metal CuttingDocument30 pagesCh3 - Metal Cutting03 ABHISHEKNo ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Working Principle With Image Protection For Operator Advantages Disadvantages ApplicationsDocument13 pagesWorking Principle With Image Protection For Operator Advantages Disadvantages ApplicationsHirenNo ratings yet
- Cement CarrierDocument30 pagesCement CarrierHirenNo ratings yet
- Drill Bushings GuideDocument14 pagesDrill Bushings GuideHirenNo ratings yet
- Manual Metal Arc WeldingDocument13 pagesManual Metal Arc WeldingHirenNo ratings yet
- Cooling TowersDocument17 pagesCooling TowersHirenNo ratings yet
- Sachin Tendulkar: Rajapur Saraswat Brahmin Rajapur Saraswat Brahmin Mumbai Marathi Sachin Dev BurmanDocument3 pagesSachin Tendulkar: Rajapur Saraswat Brahmin Rajapur Saraswat Brahmin Mumbai Marathi Sachin Dev BurmanHirenNo ratings yet
- Powder MetallurgyDocument24 pagesPowder MetallurgyHirenNo ratings yet
- Index: Introduction To Nenotechnology Advantages of Nenotechnology Disadvantages of NenotechnologyDocument13 pagesIndex: Introduction To Nenotechnology Advantages of Nenotechnology Disadvantages of NenotechnologyHirenNo ratings yet
- Feasibility Report On Bevel GearDocument6 pagesFeasibility Report On Bevel GearHirenNo ratings yet
- Types of WeldingDocument77 pagesTypes of WeldingHirenNo ratings yet
- BearingsDocument9 pagesBearingsSuresh BabuNo ratings yet
- 2D Model-3Document1 page2D Model-3HirenNo ratings yet
- Early Activism and Politics: Narendra Damodardas Modi Is Born On 17 September 1950. He Is The CurrentDocument3 pagesEarly Activism and Politics: Narendra Damodardas Modi Is Born On 17 September 1950. He Is The CurrentHirenNo ratings yet
- Jigs and Fixtures Guide for Machining PartsDocument36 pagesJigs and Fixtures Guide for Machining PartsVijesh P K PuthupallilNo ratings yet
- Definition of IBM - Principle of IBM - IBM System - Applications of IBM - Advantages of IBM - Disadvantages of IBMDocument20 pagesDefinition of IBM - Principle of IBM - IBM System - Applications of IBM - Advantages of IBM - Disadvantages of IBMHirenNo ratings yet
- Transfer Type Fuel Storage and Supply SystemDocument1 pageTransfer Type Fuel Storage and Supply SystemHirenNo ratings yet
- Lathe Machine IntroDocument7 pagesLathe Machine IntroHirenNo ratings yet
- 2D Model-2Document1 page2D Model-2HirenNo ratings yet
- Laye Model 6Document1 pageLaye Model 6HirenNo ratings yet
- 2D Model-4Document1 page2D Model-4HirenNo ratings yet
- Gas Density Table PDFDocument2 pagesGas Density Table PDFAsif Mehmood KhanNo ratings yet
- 2D Model-1Document1 page2D Model-1HirenNo ratings yet
- 2D Model-5Document1 page2D Model-5HirenNo ratings yet
- 2D Model-6 PDFDocument1 page2D Model-6 PDFHirenNo ratings yet
- 2D ModelDocument1 page2D ModelHirenNo ratings yet
- Local Exhaust Ventilation (LEV) GuidanceDocument72 pagesLocal Exhaust Ventilation (LEV) Guidancelhphong021191No ratings yet
- Design, Fabrication and Testing of A Double Roll Crusher: AbstractDocument5 pagesDesign, Fabrication and Testing of A Double Roll Crusher: Abstractabbkr48No ratings yet
- Design, Fabrication and Testing of A Double Roll Crusher: AbstractDocument5 pagesDesign, Fabrication and Testing of A Double Roll Crusher: Abstractabbkr48No ratings yet
- Documents FlapDocument5 pagesDocuments FlapHirenNo ratings yet
- 5th Sem Syllabus DseuDocument8 pages5th Sem Syllabus DseuSachin KumarNo ratings yet
- 8th Feb IG2 ReportDocument17 pages8th Feb IG2 ReportRashid Jamil100% (2)
- Unit - Iii Gear Manufacturing Process: Sprx1008 - Production Technology - IiDocument19 pagesUnit - Iii Gear Manufacturing Process: Sprx1008 - Production Technology - Iiramesh gondilNo ratings yet
- OFB Manufactures 30mm BMP-II ShellsDocument21 pagesOFB Manufactures 30mm BMP-II ShellsNikhil Kumar100% (1)
- 15 - CHAPTER 2 Thesis - 2Document22 pages15 - CHAPTER 2 Thesis - 2afinde100% (1)
- Powder Technology: P. Prziwara, L.D. Hamilton, S. Breitung-Faes, A. KwadeDocument10 pagesPowder Technology: P. Prziwara, L.D. Hamilton, S. Breitung-Faes, A. KwadeJuan CarlosNo ratings yet
- Risk Assessment Scaffolding, Painting, Stone Cutting & Fixing and Working at Height Work ISO 45001Document7 pagesRisk Assessment Scaffolding, Painting, Stone Cutting & Fixing and Working at Height Work ISO 45001123shripad100% (1)
- Surendra Yadav SirDocument27 pagesSurendra Yadav SirNikhil Sai KammaNo ratings yet
- Abstract - I Kadek Purna Widyarta - 1PM - 191244014Document2 pagesAbstract - I Kadek Purna Widyarta - 1PM - 191244014purnaNo ratings yet
- Sudarshan (1) KDocument4 pagesSudarshan (1) KNaveen Thimlapur T SNo ratings yet
- Scarlett ProfileDocument6 pagesScarlett ProfileMasum RavaniNo ratings yet
- Motorised Hammer Project ReportDocument35 pagesMotorised Hammer Project ReportRaja ManeNo ratings yet
- Harvester HBDocument108 pagesHarvester HBDiego A. LeañoNo ratings yet
- Lesson Plan mp2Document2 pagesLesson Plan mp2Saravanan RajendranNo ratings yet
- Analysis and Control of Vibration in Grinding MachinesDocument3 pagesAnalysis and Control of Vibration in Grinding MachinesInternational Journal of Research in Engineering and TechnologyNo ratings yet
- FEBRUARY 2022 Surplus Record Machinery & Equipment DirectoryDocument720 pagesFEBRUARY 2022 Surplus Record Machinery & Equipment DirectorySurplus RecordNo ratings yet
- Clarkson Mark 1 Manual - March 1966, 4th Edition - Microstoc900pixels Revised by Walter-2 PDFDocument31 pagesClarkson Mark 1 Manual - March 1966, 4th Edition - Microstoc900pixels Revised by Walter-2 PDFtakudomeNo ratings yet
- Preguntas Cap 25 Manufactura ModernaDocument7 pagesPreguntas Cap 25 Manufactura ModernaJavierNo ratings yet
- SteadyDocument13 pagesSteadycoolsatishNo ratings yet
- Abrasive Grinding PresentationDocument28 pagesAbrasive Grinding PresentationSanjay MehrishiNo ratings yet
- Forge Welding Workshop Observation ReportDocument9 pagesForge Welding Workshop Observation ReportMuhammad BarilNo ratings yet
- Usa Knife Maker CatalogDocument104 pagesUsa Knife Maker Catalogsalenka71100% (2)
- Satnam Machine Tools OkDocument17 pagesSatnam Machine Tools OkRupinder SinghNo ratings yet
- Ruko Twist DrillsDocument80 pagesRuko Twist DrillsPeter NomikosNo ratings yet
- Is 551 2013Document24 pagesIs 551 2013SamerKhoryNo ratings yet
- KJK CatalogueDocument24 pagesKJK CatalogueAslamNo ratings yet
- Arc Gouging GuideDocument44 pagesArc Gouging Guidedirtylsu0% (1)
- Fundamentals of Machining and Machine Tools Second Edition PDFDocument578 pagesFundamentals of Machining and Machine Tools Second Edition PDFHarsh Pawar100% (1)
- Backpack: WWW - Northerntools.co - UkDocument44 pagesBackpack: WWW - Northerntools.co - UkCarlos Arturo Pereira CristanchoNo ratings yet
- DECEMBER 2019 Surplus Record Machinery & Equipment DirectoryDocument717 pagesDECEMBER 2019 Surplus Record Machinery & Equipment DirectorySurplus RecordNo ratings yet