You might also like
- Welding InspectionDocument317 pagesWelding InspectionQualidade QualidadeNo ratings yet
- 01 - WELDING DEFECTS (Surface) - May 2021Document28 pages01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoNo ratings yet
- Visual Inspection WeldsDocument35 pagesVisual Inspection Weldsaravindan100% (8)
- Welding CoordinationDocument3 pagesWelding CoordinationIon PlesaNo ratings yet
- Cwi-Module1 - Welding Inspection & CertificationDocument30 pagesCwi-Module1 - Welding Inspection & CertificationPurvesh NanavatiNo ratings yet
- Visual Inspection of WeldsDocument137 pagesVisual Inspection of Weldssjois_hs100% (1)
- 16 Calibration and Validation of MeasuringDocument4 pages16 Calibration and Validation of Measuringelmira100% (1)
- Weldability and Joinability of Common MaterialsDocument1 pageWeldability and Joinability of Common MaterialsStefanArtemonMocanuNo ratings yet
- Sample of Welding Quality ManualDocument5 pagesSample of Welding Quality ManualwentropremNo ratings yet
- CSWIP 3.1 Welding Inspection: Typical Duties of Welding InspectorsDocument27 pagesCSWIP 3.1 Welding Inspection: Typical Duties of Welding InspectorsLâm Thanh100% (1)
- Quality Inspection - WeldingDocument4 pagesQuality Inspection - WeldingMin Min Mit100% (1)
- Welding InspectionDocument145 pagesWelding InspectionMakhfud Edy100% (4)
- Preparation and Control of WeldingDocument3 pagesPreparation and Control of Weldingbalakumar rajaramNo ratings yet
- Various Welding ProcessDocument50 pagesVarious Welding Processsachin G.No ratings yet
- Lloyd S Register Weld Certification GuideDocument21 pagesLloyd S Register Weld Certification GuideFaiz BokhadiNo ratings yet
- Pulse Mig WeldingDocument7 pagesPulse Mig WeldingajayNo ratings yet
- Basic Welding TheoryDocument12 pagesBasic Welding TheoryBudimanNo ratings yet
- Welding Defects and AcceptanceDocument76 pagesWelding Defects and Acceptancearavindan100% (1)
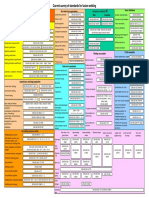
- Standards survey for fusion welding qualityDocument1 pageStandards survey for fusion welding qualitybasaricaNo ratings yet
- Visual Weld Inspection EssentialsDocument21 pagesVisual Weld Inspection Essentialstoby100% (3)
- Weld Joint Repaire Procedure - 08.04.14Document6 pagesWeld Joint Repaire Procedure - 08.04.14Raj AryanNo ratings yet
- ISO 3834 welding certification levelsDocument9 pagesISO 3834 welding certification levelsvilukNo ratings yet
- Draft WPSDocument32 pagesDraft WPSAnilkumar G NairNo ratings yet
- Cwi Twi 2006Document333 pagesCwi Twi 2006Lajit SubramanianNo ratings yet
- Weld GaugesDocument15 pagesWeld Gaugesraobabar21100% (1)
- AWS Certification for Robotic Arc Welding OperatorsDocument26 pagesAWS Certification for Robotic Arc Welding OperatorsKiukStaksNo ratings yet
- Prof. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMDocument43 pagesProf. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMKeristiyantoNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- Tacom Weld Code SteelDocument165 pagesTacom Weld Code SteelAles Kubat0% (1)
- WC515Document1 pageWC51555312714No ratings yet
- " Policy": Quality Manual SpecifiesDocument3 pages" Policy": Quality Manual SpecifiesHakanNo ratings yet
- Introduction to Gas Shielded Arc WeldingDocument157 pagesIntroduction to Gas Shielded Arc Weldingrohit mathankerNo ratings yet
- Responsibilities of A Welding InspectorDocument13 pagesResponsibilities of A Welding InspectorMahaveer Singh100% (1)
- To Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindDocument30 pagesTo Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindNidhi SharmaNo ratings yet
- Quality AssuaranceDocument150 pagesQuality Assuarancebhatta_ashu3672No ratings yet
- Visual Examination ProcedureDocument10 pagesVisual Examination ProceduresantanuriniNo ratings yet
- Need of ISO 3834 To Welding Fabrication IndustryDocument4 pagesNeed of ISO 3834 To Welding Fabrication IndustrySatish Keskar100% (1)
- Penetrant Testing. Ultrasonic TestingDocument74 pagesPenetrant Testing. Ultrasonic TestingHskumarReddy Karri100% (1)
- Metal Joining and Cutting ProcessesDocument155 pagesMetal Joining and Cutting Processestuvu100% (4)
- Asme 9 TipsDocument13 pagesAsme 9 TipsnasrpkNo ratings yet
- Welding Procedure Qualification Certificate EN ISO 15614-1: 2017Document3 pagesWelding Procedure Qualification Certificate EN ISO 15614-1: 2017dcsamaraweera100% (1)
- By RPS Welding ConsultantsDocument41 pagesBy RPS Welding ConsultantsvairavnNo ratings yet
- AWS D1.2 GuidesDocument6 pagesAWS D1.2 GuidesAnish Mangalathu Mohanan0% (1)
- Avesta Welding Manual - 2009-03-09 PDFDocument312 pagesAvesta Welding Manual - 2009-03-09 PDFkamals55No ratings yet
- WPS ISO 15614-1 WeldNote MetricDocument1 pageWPS ISO 15614-1 WeldNote MetricVirgil SorcaruNo ratings yet
- Filler MetalsDocument28 pagesFiller MetalsPeerasak ArunNo ratings yet
- Welding Procedure 6GDocument5 pagesWelding Procedure 6GTrinh DungNo ratings yet
- Visual Inspection WeldDocument53 pagesVisual Inspection Weldshifa100% (1)
- Shortcut To A WPSDocument18 pagesShortcut To A WPSCepi Sindang Kamulan100% (1)
- Nav22 - Welding/Weld Repair Audit ChecklistDocument23 pagesNav22 - Welding/Weld Repair Audit ChecklistdurraaiNo ratings yet
- 1 Duties and Responsibilities Section 1Document22 pages1 Duties and Responsibilities Section 1Saeed AnwarNo ratings yet
- 1 Duties and Responsibilities SectionDocument15 pages1 Duties and Responsibilities SectionPraviBeetlesNo ratings yet
- Visual Inspection BasicsDocument17 pagesVisual Inspection BasicsRiyaz BasheerNo ratings yet
- Welding Inspection CSWIP GudDocument637 pagesWelding Inspection CSWIP GudAbdul Muneer A75% (4)
- CSWIP GudDocument637 pagesCSWIP GudChinedu Enechukwu100% (1)
- 1 Duties and Responsibilities Section 1Document22 pages1 Duties and Responsibilities Section 1azizieh5701No ratings yet
- 9 Cswip 3.1 Book 2010 Coloured BookDocument338 pages9 Cswip 3.1 Book 2010 Coloured BookBùi Công LộcNo ratings yet
- Cswip 3.1 New BookDocument342 pagesCswip 3.1 New BookMohsin Rasul90% (52)
- CSWIP 3.1-2010 The Welding Inspection of SteelDocument317 pagesCSWIP 3.1-2010 The Welding Inspection of Steelapply19842371100% (1)
- Lloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457 PDFDocument30 pagesLloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457 PDFjos22231No ratings yet
- Equivalent Cross Valve Cast PDFDocument2 pagesEquivalent Cross Valve Cast PDFshaonaaNo ratings yet
- Casting - Forging Eqv.Document2 pagesCasting - Forging Eqv.Saravanan SaranNo ratings yet
- CSWIP 3.1 - Welding Inspector WIS5 (2017)Document699 pagesCSWIP 3.1 - Welding Inspector WIS5 (2017)reezman96% (69)
- Welding DefectsDocument69 pagesWelding DefectsSaravanan Saran100% (1)
- Calibration, Traceability & Least Count - TrainingDocument44 pagesCalibration, Traceability & Least Count - TrainingCaspian DattaNo ratings yet
- WTG AssemblyDocument91 pagesWTG AssemblySaravanan SaranNo ratings yet
- Elephant Doctor Helps Chola King in Ancient India StoryDocument1 pageElephant Doctor Helps Chola King in Ancient India StorySaravanan SaranNo ratings yet
- 1319 3 Guidelines For WeldingDocument64 pages1319 3 Guidelines For Weldingg_sanchetiNo ratings yet
- Astm E140-2012Document25 pagesAstm E140-2012Alessio MercataliNo ratings yet
- Us 5268501Document7 pagesUs 5268501Shivam VinothNo ratings yet
- Dam Mitigation: Dam Mitigation: NYSDEC NYSDEC Permitting ProcessDocument8 pagesDam Mitigation: Dam Mitigation: NYSDEC NYSDEC Permitting ProcessHRNERRNo ratings yet
- Hexadecimal Numeral System ExplainedDocument6 pagesHexadecimal Numeral System ExplainednaufNo ratings yet
- KL-Singapore HSR Project Overview PDFDocument6 pagesKL-Singapore HSR Project Overview PDFcarbasemyNo ratings yet
- Coating, Laminating and Testing CapabilitiesDocument28 pagesCoating, Laminating and Testing CapabilitiesrabiulfNo ratings yet
- Millercatalog Digital FinalDocument103 pagesMillercatalog Digital FinalBoris VukasinovicNo ratings yet
- Problem Set Mock Exam - CHE PDFDocument11 pagesProblem Set Mock Exam - CHE PDFBenzene100% (1)
- 950 Series Digital Protractor PDFDocument1 page950 Series Digital Protractor PDFataraxia57No ratings yet
- Huong Dan Su DungDocument846 pagesHuong Dan Su DungThien NguyenngocNo ratings yet
- RoboTek Arduino Level 2Document379 pagesRoboTek Arduino Level 2Lace CabatoNo ratings yet
- Yi Smart LaMP-EnDocument3 pagesYi Smart LaMP-EnCiprian GeorgeNo ratings yet
- Introduction to Operating SystemsDocument177 pagesIntroduction to Operating SystemsFarhan Alam0% (1)
- 3 Chapter 2 (13-21)Document9 pages3 Chapter 2 (13-21)Edjay HiguitNo ratings yet
- Borkheda SodalpurDocument8 pagesBorkheda Sodalpurkaran ahariNo ratings yet
- Manual Tong GuideDocument6 pagesManual Tong Guidefatehul alamNo ratings yet
- Physics 486: "A Treatise On The Arc Length of Projectiles Under Natural Mechanical Influences"Document21 pagesPhysics 486: "A Treatise On The Arc Length of Projectiles Under Natural Mechanical Influences"Josh GoochNo ratings yet
- Specification May Change According To Project RequirementDocument1 pageSpecification May Change According To Project RequirementasdthuNo ratings yet
- Asia 16 Rodday Hacking A Professional DroneDocument27 pagesAsia 16 Rodday Hacking A Professional DronePrakash ShuklaNo ratings yet
- Introduction To Chemical Kinetics: CHEM 102 T. HughbanksDocument16 pagesIntroduction To Chemical Kinetics: CHEM 102 T. HughbanksKarthikNo ratings yet
- Ignition HMI To SLC Through ANC-100e or ANC-120eDocument6 pagesIgnition HMI To SLC Through ANC-100e or ANC-120eJonathanNo ratings yet
- Quick Reference AmadeusDocument45 pagesQuick Reference AmadeusHugo BadilloNo ratings yet
- 615 Series Quick Start Guide 757435 ENa. Relay ABBDocument4 pages615 Series Quick Start Guide 757435 ENa. Relay ABBTung NguyenNo ratings yet
- Poblacion 7, Water System, Can AvidDocument142 pagesPoblacion 7, Water System, Can AvidGodino ChristianNo ratings yet
- SINCE 1922, PRECISION ENGINEERED ROTARY SPRAY HEADSDocument32 pagesSINCE 1922, PRECISION ENGINEERED ROTARY SPRAY HEADSLai Ming YihNo ratings yet
- PCN V19-001-484754120aDocument6 pagesPCN V19-001-484754120ajonatas Cassiano da silvaNo ratings yet
- 1600 Bro enDocument2 pages1600 Bro enJenderalKancilNo ratings yet
- 3 Flexural Analysis/Design of Beam 3 Flexural Analysis/Design of Beam 3. Flexural Analysis/Design of Beam 3. Flexural Analysis/Design of BeamDocument146 pages3 Flexural Analysis/Design of Beam 3 Flexural Analysis/Design of Beam 3. Flexural Analysis/Design of Beam 3. Flexural Analysis/Design of BeamJm CampitanNo ratings yet
- En Iso 13919-1 - 1996Document9 pagesEn Iso 13919-1 - 1996MNo ratings yet
- Tupi BV: Index of Revisions Rev. Description And/Or Revised SheetsDocument7 pagesTupi BV: Index of Revisions Rev. Description And/Or Revised SheetsRobles DreschNo ratings yet