You might also like
- Refinery & CastingDocument43 pagesRefinery & CastingMuhammad Sandi ArifNo ratings yet
- 11KV Kiosk Panel DrawingDocument12 pages11KV Kiosk Panel Drawingerkamlakar223483% (6)
- Hale, Ordinary Differential Equations, 1969Document371 pagesHale, Ordinary Differential Equations, 1969TheReader758100% (13)
- Lecture 10 - HydrodynamicsDocument10 pagesLecture 10 - HydrodynamicsPercival ArcherNo ratings yet
- Scope: Formerly Um 817 Provisional Method - 1995 © 1995 TAPPIDocument5 pagesScope: Formerly Um 817 Provisional Method - 1995 © 1995 TAPPIguruprasadcvNo ratings yet
- L28 - Metal & AlloyDocument39 pagesL28 - Metal & Alloyzaini nieNo ratings yet
- Cobalt Zinc PlatingDocument13 pagesCobalt Zinc PlatingstingdotNo ratings yet
- Fluxes in WeldingDocument42 pagesFluxes in Weldingjhas988No ratings yet
- Ceramic: Dental MaterialsDocument37 pagesCeramic: Dental MaterialsAadelNo ratings yet
- Alloys in FPDDocument6 pagesAlloys in FPDharshita parasharNo ratings yet
- Oxyacetylene Welding: Mr. ConradoDocument12 pagesOxyacetylene Welding: Mr. ConradonvemanNo ratings yet
- Cast Metal RestorationDocument9 pagesCast Metal RestorationELAINE DE OCAMPONo ratings yet
- Die Materials: - Sachin ManturDocument55 pagesDie Materials: - Sachin ManturKashish ManghaniNo ratings yet
- Dental Casting Alloys 2nd YearDocument61 pagesDental Casting Alloys 2nd YearsabbyNo ratings yet
- Copper and Its Alloys 2023Document18 pagesCopper and Its Alloys 2023ngenoktNo ratings yet
- Base Metal Alloys in Prosthodontics: DR Gauri MulayDocument72 pagesBase Metal Alloys in Prosthodontics: DR Gauri MulayAbhishek GuptaNo ratings yet
- Properties and Comparisons of Commonly Specified Coatings: Zinc/Zinc-Alloy, Copper/Alloys, and Some Precious MetalsDocument30 pagesProperties and Comparisons of Commonly Specified Coatings: Zinc/Zinc-Alloy, Copper/Alloys, and Some Precious MetalsstingdotNo ratings yet
- Indirect Restoration: Reconstructions Using Alloys and Ce-RamicsDocument20 pagesIndirect Restoration: Reconstructions Using Alloys and Ce-RamicsTasya Citra KiranaNo ratings yet
- UE22EExxx Class3Document34 pagesUE22EExxx Class3Suspicious-Nobody-05No ratings yet
- L3 - Connectors-in-Fpd 1Document47 pagesL3 - Connectors-in-Fpd 1ALAA IBRAHIM IBRAHIMNo ratings yet
- Amalgam With Recent AdvancesDocument56 pagesAmalgam With Recent AdvancesSourav Ghosh100% (1)
- Dental AlloysDocument2 pagesDental Alloysdentist40No ratings yet
- Name: K.Jothi Karthick Dept.: Welding Metallugy REG NO: 1763009Document30 pagesName: K.Jothi Karthick Dept.: Welding Metallugy REG NO: 1763009naseema shaikNo ratings yet
- Metals: Maj Dr. JawedDocument41 pagesMetals: Maj Dr. JawedBlac_Thunder2209No ratings yet
- Ni and Its AlloysDocument17 pagesNi and Its Alloys18Y212 - KIRAN BABU MNo ratings yet
- 50 Casting DefectsDocument49 pages50 Casting DefectsmohammadNo ratings yet
- G2 Nonferrous AlloysDocument67 pagesG2 Nonferrous AlloysArt Lemuel LotereñaNo ratings yet
- Coating Materials For Metal-Seated Ball Valves: Ensuring Tight Shut-Off and Extreme Reliability in ServiceDocument6 pagesCoating Materials For Metal-Seated Ball Valves: Ensuring Tight Shut-Off and Extreme Reliability in Serviceharish mohammedNo ratings yet
- pdfBASE METAL ALLOYS DDS 2 2023 ZSDocument34 pagespdfBASE METAL ALLOYS DDS 2 2023 ZSMohamedAliNo ratings yet
- CZ 115Document1 pageCZ 115Taner DemirelNo ratings yet
- Die CastingDocument13 pagesDie CastingDENNY JACOBNo ratings yet
- Alloying Elements and Alloys (1) - 17471991 - 2023 - 05 - 31 - 18 - 57Document27 pagesAlloying Elements and Alloys (1) - 17471991 - 2023 - 05 - 31 - 18 - 57Anoop AnuNo ratings yet
- Metals: Acabo, Galeon, Ong Estrada, Igdon, JuanicoDocument88 pagesMetals: Acabo, Galeon, Ong Estrada, Igdon, JuanicoNaidra AbarquezNo ratings yet
- Reducing Die Soldering in Die Casting - NADCADocument33 pagesReducing Die Soldering in Die Casting - NADCAAntonio MagañaNo ratings yet
- Non Ferrous MaterialsDocument51 pagesNon Ferrous MaterialsDhana LakshmiNo ratings yet
- 2014 - 11 - Charge Materials PDFDocument16 pages2014 - 11 - Charge Materials PDFfelipeNo ratings yet
- 4.5 Alloy 2023Document21 pages4.5 Alloy 2023Zahrani AssyifaNo ratings yet
- High Quality Immersion Silver PCB ManufacturerDocument27 pagesHigh Quality Immersion Silver PCB ManufacturerjackNo ratings yet
- Alloys For Cast Partial DenturesDocument29 pagesAlloys For Cast Partial DenturesSeena Sam67% (3)
- Amalgam SeminarDocument112 pagesAmalgam SeminarAditi ChandraNo ratings yet
- Cast Dental Alloys - Wrought AlloysDocument50 pagesCast Dental Alloys - Wrought AlloysAmniAzmiNo ratings yet
- Piping MaterialDocument22 pagesPiping MaterialVARSHITA SINGHNo ratings yet
- Dental Amalgams 2023Document49 pagesDental Amalgams 2023MohamedAli100% (1)
- Dental Casting AlloysDocument57 pagesDental Casting Alloysbaltayar51No ratings yet
- MetallurgyDocument46 pagesMetallurgyRon KivasuNo ratings yet
- Operative Lec 7 & 8 (Dental Amalgam)Document12 pagesOperative Lec 7 & 8 (Dental Amalgam)Hazem MouradNo ratings yet
- Brass PPTDocument41 pagesBrass PPTAbhiram shuklaNo ratings yet
- Gold NewDocument23 pagesGold Newjust nomiNo ratings yet
- Selection of Gold Alloys For Mechanical Working and Optimisation of The Production ProcessDocument26 pagesSelection of Gold Alloys For Mechanical Working and Optimisation of The Production ProcessVigneswaranNo ratings yet
- Select Arc Brochure On Ni Alloy Welding ProductsDocument6 pagesSelect Arc Brochure On Ni Alloy Welding Productsharan2000No ratings yet
- SG Iron ProductionDocument20 pagesSG Iron ProductionShreyashri Nayak100% (1)
- Properties and Applications of MaterialsDocument65 pagesProperties and Applications of MaterialsSeashell BernzNo ratings yet
- Pondy Oxides & Chemicals LTDDocument16 pagesPondy Oxides & Chemicals LTDab_gutsNo ratings yet
- 2014 - 11 - Chemical Composition of Ductile Iron PDFDocument24 pages2014 - 11 - Chemical Composition of Ductile Iron PDFfelipeNo ratings yet
- Silver Brazed Stainless Steel Cable: Presented byDocument26 pagesSilver Brazed Stainless Steel Cable: Presented bydm1680No ratings yet
- How To Weld S Duplex SsDocument47 pagesHow To Weld S Duplex Sszebra9368No ratings yet
- Non-Ferrous Alloys: Dr. Indika de Silva Senior Lecturer Dept. of Materials Science & Engineering University of MoratuwaDocument68 pagesNon-Ferrous Alloys: Dr. Indika de Silva Senior Lecturer Dept. of Materials Science & Engineering University of MoratuwaChandima K Priyamal100% (1)
- Metals and AlloysDocument73 pagesMetals and AlloysmahaNo ratings yet
- Common Metallurgical Defects in Grey Iron English (1Document1 pageCommon Metallurgical Defects in Grey Iron English (1sateeshkori100% (2)
- Glass and Insulating MaterialDocument48 pagesGlass and Insulating MaterialShifat RashidNo ratings yet
- Magical Metal Clay: Amazingly Simple No-Kiln Techniques For Making Beautiful AccessoriesFrom EverandMagical Metal Clay: Amazingly Simple No-Kiln Techniques For Making Beautiful AccessoriesRating: 4 out of 5 stars4/5 (4)
- What Is VeneerDocument3 pagesWhat Is VeneerPavithra balasubramaniNo ratings yet
- Ceramic Veneers - A ReviewDocument5 pagesCeramic Veneers - A ReviewPavithra balasubramaniNo ratings yet
- CEKA AttachmentsDocument6 pagesCEKA AttachmentsPavithra balasubramaniNo ratings yet
- Masticatory Function in ManDocument30 pagesMasticatory Function in ManPavithra balasubramaniNo ratings yet
- Na - Ieee Spectrum - March 2008Document6 pagesNa - Ieee Spectrum - March 2008Pavithra balasubramaniNo ratings yet
- Managing Prosthodontic (Geriatric) Patients During The Sars-Cov-2 PandemicDocument7 pagesManaging Prosthodontic (Geriatric) Patients During The Sars-Cov-2 PandemicPavithra balasubramaniNo ratings yet
- Wuhan UniversityDocument10 pagesWuhan UniversityPavithra balasubramaniNo ratings yet
- Vitamin C and Oral Health: A Review: Indian Journal of Applied Research September 2013Document3 pagesVitamin C and Oral Health: A Review: Indian Journal of Applied Research September 2013Pavithra balasubramaniNo ratings yet
- Pantographic Tracing of MovementsDocument8 pagesPantographic Tracing of MovementsPavithra balasubramaniNo ratings yet
- Biomedicines 10 00218 v2Document14 pagesBiomedicines 10 00218 v2Pavithra balasubramaniNo ratings yet
- Casting Procedures: DR - Abhijit.Pallewar Dept of Conservative Dentistry & EndodonticsDocument82 pagesCasting Procedures: DR - Abhijit.Pallewar Dept of Conservative Dentistry & EndodonticsPavithra balasubramaniNo ratings yet
- Case SeriesDocument5 pagesCase SeriesPavithra balasubramaniNo ratings yet
- Interim ObturatorDocument4 pagesInterim ObturatorPavithra balasubramaniNo ratings yet
- Study Designs: Shraddha Parab, Supriya BhaleraoDocument5 pagesStudy Designs: Shraddha Parab, Supriya BhaleraoPavithra balasubramaniNo ratings yet
- JIntOralHealth114221-7261364 020101Document7 pagesJIntOralHealth114221-7261364 020101Pavithra balasubramaniNo ratings yet
- A Nutritional Questionnaire ForDocument6 pagesA Nutritional Questionnaire ForPavithra balasubramaniNo ratings yet
- Disk DisplacementDocument6 pagesDisk DisplacementPavithra balasubramaniNo ratings yet
- Survey GuidelinesDocument34 pagesSurvey GuidelinesPavithra balasubramaniNo ratings yet
- Medical Rapid Prototyping TechnologiesDocument31 pagesMedical Rapid Prototyping TechnologiesPavithra balasubramaniNo ratings yet
- Working Casts and Dies FOR Fixed Partial Dentures.: JournalclubDocument54 pagesWorking Casts and Dies FOR Fixed Partial Dentures.: JournalclubPavithra balasubramaniNo ratings yet
- 14 Degree Taper Shape (Star USA Series 486)Document7 pages14 Degree Taper Shape (Star USA Series 486)Pavithra balasubramaniNo ratings yet
- Science Class X Sample Test Paper 03 For Board Exam 2020 21 Answer 1Document15 pagesScience Class X Sample Test Paper 03 For Board Exam 2020 21 Answer 1jkc collegeNo ratings yet
- Manual Inglés Técnico I (416) - 2021Document117 pagesManual Inglés Técnico I (416) - 2021Matias D'OnofrioNo ratings yet
- Interpretation CPTDocument5 pagesInterpretation CPTNadeem AbbasiNo ratings yet
- Nano Crystalline Silicon Solar CellsDocument19 pagesNano Crystalline Silicon Solar CellsSajid BabuNo ratings yet
- TechNote - B008-20-Basic C-Shaped Wall Stud Behavior-WEBFINALDocument6 pagesTechNote - B008-20-Basic C-Shaped Wall Stud Behavior-WEBFINALsahanNo ratings yet
- Jee (M+a) It 1 Nurture PH 1 03 May 23 (2023 24) NoticeDocument3 pagesJee (M+a) It 1 Nurture PH 1 03 May 23 (2023 24) NoticeARAVIND SANTHOSHNo ratings yet
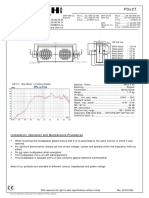
- N-3770 Kragerø Norway: Installation, Operation and Maintenance ProceduresDocument1 pageN-3770 Kragerø Norway: Installation, Operation and Maintenance ProceduresIqbal MatondangNo ratings yet
- Csec Math 2016 Study ResourceDocument78 pagesCsec Math 2016 Study ResourceVindra Stacyann DhanrajNo ratings yet
- A Mini Project ON Dark Sensor Using Ic555 TimerDocument31 pagesA Mini Project ON Dark Sensor Using Ic555 TimerGajula Suresh0% (1)
- Chem1777 1815Document4 pagesChem1777 1815Maki DonatoNo ratings yet
- Guia de Instalacion Compresores MTZDocument16 pagesGuia de Instalacion Compresores MTZ16016873No ratings yet
- Types of Feed Water Heaters (With Operation) - Rankine Cycle - ThermodynamicsDocument7 pagesTypes of Feed Water Heaters (With Operation) - Rankine Cycle - ThermodynamicsSurjit DuttaNo ratings yet
- Improvement of Productivity Using Tromp Curve MeasDocument11 pagesImprovement of Productivity Using Tromp Curve MeasRachit Bansal BJ20099No ratings yet
- Chapter 5: Systems With Two Degree of FreedomDocument45 pagesChapter 5: Systems With Two Degree of Freedomjawad khalidNo ratings yet
- Som Assignments PDFDocument12 pagesSom Assignments PDFLaxmi HattiholiNo ratings yet
- Aci318-08 Moment Shear Torsion DesignDocument7 pagesAci318-08 Moment Shear Torsion DesignMohammed HanafiNo ratings yet
- Briot 4000Document68 pagesBriot 4000Merzak BoukiNo ratings yet
- 6btaa5 9-G7Document10 pages6btaa5 9-G7Jakir HossainNo ratings yet
- STK4181 AF Power Amplifier (Split Power Supply) (45W + 45W Min, THD 0.08%)Document8 pagesSTK4181 AF Power Amplifier (Split Power Supply) (45W + 45W Min, THD 0.08%)João Carlos EspindolaNo ratings yet
- 25-29, 2021 Name: - Grade & Section: - Score: - I. Multiple Choices: Encircle The Letter of The Correct AnswerDocument1 page25-29, 2021 Name: - Grade & Section: - Score: - I. Multiple Choices: Encircle The Letter of The Correct AnswerFely MagkilatNo ratings yet
- Contoh Soal Radiasi Dan KonveksiDocument5 pagesContoh Soal Radiasi Dan Konveksi038 - ahmad sidikNo ratings yet
- Diaphragm and Plunger Dosing Pumps: DUWAR D.O.ODocument7 pagesDiaphragm and Plunger Dosing Pumps: DUWAR D.O.ODeni RakićNo ratings yet
- DWDM Fundamentals CDocument145 pagesDWDM Fundamentals CGhayas Ali100% (1)
- DS 20221019 SG4400UD-MV-20 Datasheet V14 ENDocument2 pagesDS 20221019 SG4400UD-MV-20 Datasheet V14 ENJosue Crespo GonzalezNo ratings yet
- Fire SafetyDocument101 pagesFire Safetyvino rubanNo ratings yet
- Mesl Problems Set 2Document5 pagesMesl Problems Set 2Crystian Kobee EmpeynadoNo ratings yet