100% found this document useful (1 vote)
2K views49 pagesVisual Testing IN Asnt Level Ii
Visual testing (VT) is the oldest and most widely used non-destructive testing method. VT uses only the human eyes to inspect materials at any stage of manufacturing or service life. VT is preliminary screening and if an item fails VT, further NDT is not conducted. Proper VT enhances quality and reduces costs. Key components of VT include assessing eye acuity, using borescopes and videos to inspect hard to reach areas, and identifying defects in materials like cracks, pores, shrinkage in castings and forgings.
Uploaded by
MAXX ENGINEERSCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPTX, PDF, TXT or read online on Scribd
100% found this document useful (1 vote)
2K views49 pagesVisual Testing IN Asnt Level Ii
Visual testing (VT) is the oldest and most widely used non-destructive testing method. VT uses only the human eyes to inspect materials at any stage of manufacturing or service life. VT is preliminary screening and if an item fails VT, further NDT is not conducted. Proper VT enhances quality and reduces costs. Key components of VT include assessing eye acuity, using borescopes and videos to inspect hard to reach areas, and identifying defects in materials like cracks, pores, shrinkage in castings and forgings.
Uploaded by
MAXX ENGINEERSCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPTX, PDF, TXT or read online on Scribd
- Introduction to Visual Testing: Overview of visual testing principles, its importance in inspection, and its applicability.
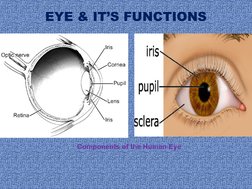
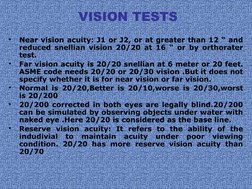
- Eye and Vision Testing: Details eye anatomy and the tests for visual acuity required for inspection tasks.
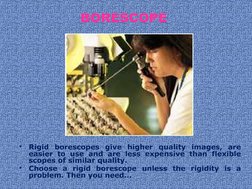
- Borescope Techniques: Discussion of borescopes and their use in visual inspections, including video inspection techniques.
- Visual Defects in Forging and Casting: Illustrations and examples of common visual defects found in forgings and castings, such as cracks and unfilled sections.
- Magnetic Particle Testing: Examples of detecting service-induced cracks using magnetic particle testing under UV light.
- Radiographic Indications: Explanations of common radiographic indications like gas porosity, shrinkage, and cracks.
- Measurement and Gauges: Details various gauges used in welding inspection, illustrating their designs and applications.
- Welding Defects: Illustrates common welding defects such as porosity, incomplete fusion, and excessive reinforcement.