You might also like
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0From EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Rating: 5 out of 5 stars5/5 (1)
- Business Management Case Study: Ducal Aspirateurs: Instructions To CandidatesDocument5 pagesBusiness Management Case Study: Ducal Aspirateurs: Instructions To CandidatesJuan Antonio Limo DulantoNo ratings yet
- Final Cam Unit 8Document14 pagesFinal Cam Unit 8prethiprathi18No ratings yet
- Computer Integrated Manufacturing: Presented byDocument30 pagesComputer Integrated Manufacturing: Presented bykarthiyuvenNo ratings yet
- Computer Integrated ManufacturingDocument37 pagesComputer Integrated ManufacturingSatheesh SekarNo ratings yet
- Unit 3 - CIM PDFDocument60 pagesUnit 3 - CIM PDFArun Mano100% (1)
- CIM Presentation BestDocument18 pagesCIM Presentation BestAqib mustafaNo ratings yet
- 3-Introduction To CIMDocument8 pages3-Introduction To CIMFawad HussainNo ratings yet
- Introduction To CIM Y.ZDocument21 pagesIntroduction To CIM Y.ZBizuayehu TadesseNo ratings yet
- Cim KBDocument273 pagesCim KBtimketaNo ratings yet
- Unit 1Document21 pagesUnit 1John Aubrey MatiasNo ratings yet
- CIM Lecture Notes 1Document16 pagesCIM Lecture Notes 1Kannan Sreenivasan100% (1)
- CIMS Two MarksDocument19 pagesCIMS Two Marksgnanasekar100% (1)
- C I M CIM: Omputer Ntegrated AnufacturingDocument21 pagesC I M CIM: Omputer Ntegrated Anufacturingعبدالرحمن سليمانNo ratings yet
- Mec4108 CaeDocument33 pagesMec4108 CaeacematovuNo ratings yet
- 5.5 CimDocument18 pages5.5 CimcjksdbvjkcsbNo ratings yet
- Omputer Ntegrated Anufacturing : C I M CIMDocument21 pagesOmputer Ntegrated Anufacturing : C I M CIMHmwDyNo ratings yet
- Introduction To Cad/camDocument60 pagesIntroduction To Cad/camRavi ShankarNo ratings yet
- Introduction To CIMDocument23 pagesIntroduction To CIMakmuddoy108No ratings yet
- Computer Integrated ManufacturingDocument45 pagesComputer Integrated ManufacturingVinoth KumarNo ratings yet
- Pom Unit 7Document14 pagesPom Unit 7Danish HusainNo ratings yet
- MM Unit 4Document260 pagesMM Unit 4Mr. S. Paul JoshuaNo ratings yet
- Computer Integrated Manufactu Ring: Unit 1 Gaurish M SamantDocument19 pagesComputer Integrated Manufactu Ring: Unit 1 Gaurish M SamantGaurish M SamantNo ratings yet
- Government College of Engineering Kalahandi, BhawanipatnaDocument26 pagesGovernment College of Engineering Kalahandi, BhawanipatnaRaghuNo ratings yet
- CIM FundamentalsDocument36 pagesCIM Fundamentalsmohsinkhan_146No ratings yet
- CAD/CAM Means Computer-Aided Design and Computer-Aided Manufacturing. It Is The TechnologyDocument10 pagesCAD/CAM Means Computer-Aided Design and Computer-Aided Manufacturing. It Is The TechnologyRavi SekharNo ratings yet
- Chapter-10 Computer Integrated Manufacturing (Cim)Document7 pagesChapter-10 Computer Integrated Manufacturing (Cim)olyad ahmedinNo ratings yet
- Unit - 1 Computer Integrated Manufacturing SystemsDocument29 pagesUnit - 1 Computer Integrated Manufacturing SystemsAbid YusufNo ratings yet
- Computer Integrated ManufacturingDocument14 pagesComputer Integrated ManufacturingILAYAPERUMAL KNo ratings yet
- Introduction To CIMDocument6 pagesIntroduction To CIMzuhaib alamNo ratings yet
- Robotics Chapter 10 - Computer Integrated ManufacturingDocument7 pagesRobotics Chapter 10 - Computer Integrated Manufacturingtutorfelix777No ratings yet
- Me-804 Cad Cam Cim - 1Document17 pagesMe-804 Cad Cam Cim - 1Mallesham DevasaneNo ratings yet
- CIM Wheel and ModelDocument43 pagesCIM Wheel and ModelNathanael Aklilu Ejersa100% (2)
- Computer Aided ManufactureDocument15 pagesComputer Aided ManufactureAnonymous 5lXEgHNo ratings yet
- Cim Notes Unit 01Document24 pagesCim Notes Unit 01Litesh AmberkarNo ratings yet
- Computer Integrated ManufacturingDocument6 pagesComputer Integrated ManufacturingRajesh Kumar Bayar0% (1)
- Mechanical Engineering Computer-Integrated-manufacturing-systems Introduction NotesDocument29 pagesMechanical Engineering Computer-Integrated-manufacturing-systems Introduction NotesPranav SinghNo ratings yet
- Computer Inegrated Manufacturing (Cim) (Handout)Document93 pagesComputer Inegrated Manufacturing (Cim) (Handout)Ebrahim Hakami100% (1)
- Unit 15 Uses of Computers in Production and Operations: StructureDocument18 pagesUnit 15 Uses of Computers in Production and Operations: StructureAnil KumarNo ratings yet
- Chapter-3: Cim-Models & ArchitechtureDocument28 pagesChapter-3: Cim-Models & ArchitechturedaveNo ratings yet
- CimDocument19 pagesCim17044 AZMAIN IKTIDER AKASHNo ratings yet
- Computer Integrated Manufacturing (CIM) - UNIT 1Document12 pagesComputer Integrated Manufacturing (CIM) - UNIT 1Memoh BranleyNo ratings yet
- Unit-2 Components of CIMDocument20 pagesUnit-2 Components of CIMMurali Krishnan SelvarajaNo ratings yet
- Unit - 1 Computer Integrated Manufacturing SystemsDocument29 pagesUnit - 1 Computer Integrated Manufacturing Systemsbest4reverNo ratings yet
- Unitwise 2 Marks Q ADocument14 pagesUnitwise 2 Marks Q AM Vinoth kumarNo ratings yet
- Computer-Integrated Manufacturing (CIM)Document3 pagesComputer-Integrated Manufacturing (CIM)anurajNo ratings yet
- CIM Unit-03Document14 pagesCIM Unit-03Sola Pramod KumarNo ratings yet
- Computer Integrated Manufacturing (Cim)Document12 pagesComputer Integrated Manufacturing (Cim)Aditya Narayan SahooNo ratings yet
- ME-6703-Computer Integrated Manufacturing: Unit-IDocument8 pagesME-6703-Computer Integrated Manufacturing: Unit-Imani manisNo ratings yet
- Diversification of Lean Manufacturing For Actual Innovation: Journal of Physics: Conference SeriesDocument6 pagesDiversification of Lean Manufacturing For Actual Innovation: Journal of Physics: Conference SeriesAshish ShrivastavaNo ratings yet
- Lecture 01 - IntroductionDocument29 pagesLecture 01 - IntroductionazizNo ratings yet
- Notes On Cad/Cam/Cim: By: Krishankant KankarDocument5 pagesNotes On Cad/Cam/Cim: By: Krishankant KankarMallesham DevasaneNo ratings yet
- Integration of Computer Integrated Quality Control With Cad-Cam PDFDocument6 pagesIntegration of Computer Integrated Quality Control With Cad-Cam PDFmann singhNo ratings yet
- Computer Integrated Manufacturing: Computerized Manufacturing Planning SystemsDocument40 pagesComputer Integrated Manufacturing: Computerized Manufacturing Planning SystemsMuhd Sabry AnwarNo ratings yet
- Computer-Aided Design (CAD) Is Defined As Any Design Activity That Involves The EffectiveDocument4 pagesComputer-Aided Design (CAD) Is Defined As Any Design Activity That Involves The EffectivevasanthsatNo ratings yet
- Introduce Computer Integrated Manufacturing System Architecture (CIMOSA) and Manufacturing Process ManagementDocument26 pagesIntroduce Computer Integrated Manufacturing System Architecture (CIMOSA) and Manufacturing Process ManagementRanjit TharuNo ratings yet
- Computer Integrated Manufacturing (CIM) .Document5 pagesComputer Integrated Manufacturing (CIM) .BHAGYESH JHANWARNo ratings yet
- CIM Handbook: The Opportunities for Rationalisation Opened up by the Acquisition and Integration of Computer AutomationFrom EverandCIM Handbook: The Opportunities for Rationalisation Opened up by the Acquisition and Integration of Computer AutomationM. MesinaNo ratings yet
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- Deed of Absolute Sale Bod OnDocument4 pagesDeed of Absolute Sale Bod OnNeil John FelicianoNo ratings yet
- Management Accountants. Classify Each of The End-Of-Year Games (A-G) As (I) AcceptableDocument3 pagesManagement Accountants. Classify Each of The End-Of-Year Games (A-G) As (I) AcceptableRhea OraaNo ratings yet
- Senville CertificateDocument1 pageSenville Certificateha6127176No ratings yet
- Academic Speaking PDFDocument9 pagesAcademic Speaking PDFRachmad PidieNo ratings yet
- DR Batra's Healthcare - WikipediaDocument2 pagesDR Batra's Healthcare - WikipediaRajshekhar ReddyNo ratings yet
- Part 2-Essential Management Functions Chapter V. Organizing Business ActivitiesDocument13 pagesPart 2-Essential Management Functions Chapter V. Organizing Business ActivitiesEunice CatubayNo ratings yet
- 84 UCin LRev 327Document23 pages84 UCin LRev 327Shashwat BaranwalNo ratings yet
- G11 1ST SemDocument2 pagesG11 1ST SemKrichel Mikhaela CorroNo ratings yet
- The Star SydneyDocument12 pagesThe Star SydneyKLIOMARIE ANNE CURUGANNo ratings yet
- Fighting Food Waste Using The Circular Economy ReportDocument40 pagesFighting Food Waste Using The Circular Economy ReportCaroline Velenthio AmansyahNo ratings yet
- Network Marketing Business Plan ExampleDocument50 pagesNetwork Marketing Business Plan ExampleJoseph QuillNo ratings yet
- TERM PAPER of TaxationDocument25 pagesTERM PAPER of TaxationBobasa S AhmedNo ratings yet
- P 39 Information Security Policy Website VersionDocument2 pagesP 39 Information Security Policy Website Versionsh3ll.sh4d0wNo ratings yet
- MicroeconomicsDocument40 pagesMicroeconomicsananyadadhwal13No ratings yet
- LEGAL ETHICS. Canon 2Document27 pagesLEGAL ETHICS. Canon 25h1tfac3No ratings yet
- RACIDocument26 pagesRACImailtonoorul4114No ratings yet
- While It Is True That Increases in Efficiency Generate Productivity IncreasesDocument3 pagesWhile It Is True That Increases in Efficiency Generate Productivity Increasesgod of thunder ThorNo ratings yet
- CSE4003 - Cyber Security: Digital Assignment IDocument15 pagesCSE4003 - Cyber Security: Digital Assignment IjustadityabistNo ratings yet
- IHG® Frontline - GM Implementation Guide (Americas)Document20 pagesIHG® Frontline - GM Implementation Guide (Americas)Julie AnnaNo ratings yet
- Shift Report: Availability Performance Rate Quality Products RateDocument6 pagesShift Report: Availability Performance Rate Quality Products RatehwhhadiNo ratings yet
- Orient Air Services & Hotel Representatives vs. Court of AppealsDocument3 pagesOrient Air Services & Hotel Representatives vs. Court of AppealsRafael AdanNo ratings yet
- Inquiry Ali Vasquez The Florida Bar Re UPL Marty Stone MRLPDocument10 pagesInquiry Ali Vasquez The Florida Bar Re UPL Marty Stone MRLPNeil GillespieNo ratings yet
- Web NotificationDocument8 pagesWeb NotificationMaitri Auto Electrical East AfricaNo ratings yet
- Unit-5&6 Inst. Support To Ent. in Nepal-2Document65 pagesUnit-5&6 Inst. Support To Ent. in Nepal-2notes.mcpu0% (2)
- Economic Influences On Logistics - Business Case Study 2023Document3 pagesEconomic Influences On Logistics - Business Case Study 2023Bowie LeckieNo ratings yet
- Proof of Residence LeaseDocument13 pagesProof of Residence Leaseapi-366174595No ratings yet
- Financial Statements of Banking CompaniesDocument29 pagesFinancial Statements of Banking CompaniesPlatonic100% (12)
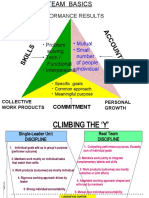
- Team BasicsDocument3 pagesTeam BasicsSoumya Jyoti BhattacharyaNo ratings yet
- Accounting: G.C.E. Advanced LevelDocument11 pagesAccounting: G.C.E. Advanced LevelMartinolesterNo ratings yet

























































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)