You might also like
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Group 5 Swing Device: 1. Removal and Install of MotorDocument25 pagesGroup 5 Swing Device: 1. Removal and Install of MotorHậu MinhNo ratings yet
- Group 5 Swing Device: 1. Removal and Install of MotorDocument25 pagesGroup 5 Swing Device: 1. Removal and Install of MotorMustofa TofaNo ratings yet
- Dynex PV6070-3397 Maintenace InstrDocument10 pagesDynex PV6070-3397 Maintenace InstrDmytro 1100% (1)
- Group 5 Swing Device ( #0408) : 1. Removal and Install of MotorDocument48 pagesGroup 5 Swing Device ( #0408) : 1. Removal and Install of Motordeniden2013No ratings yet
- 3-61. Fuel Pump Front Cover and Governor Repair (Contd)Document54 pages3-61. Fuel Pump Front Cover and Governor Repair (Contd)Влад БеломестновNo ratings yet
- G Group 5 Swing Device: 1. Removal and Install of MotorDocument21 pagesG Group 5 Swing Device: 1. Removal and Install of MotorrodineiNo ratings yet
- Valve Mechanism Tad1640Document6 pagesValve Mechanism Tad1640JokoNo ratings yet
- SM - Volvo Ec210b LC Ec210blc ExcavatorDocument18 pagesSM - Volvo Ec210b LC Ec210blc ExcavatorNikitko Dmitry33% (3)
- Hyundai 999Document55 pagesHyundai 999Said GedeonNo ratings yet
- SEN00321-01 50 Disassembly and AssemblyDocument6 pagesSEN00321-01 50 Disassembly and AssemblyЕгорNo ratings yet
- EC210 - Track Motor, DisassemblyDocument14 pagesEC210 - Track Motor, DisassemblyPreett Rajin MenabungNo ratings yet
- Group 4 Disassembly and Assembly: 1. BRAKE PUMP ( #0052)Document21 pagesGroup 4 Disassembly and Assembly: 1. BRAKE PUMP ( #0052)REMZONANo ratings yet
- Group 5 Swing Device Group 5 Swing Device: 1. Removal and Install of MotorDocument21 pagesGroup 5 Swing Device Group 5 Swing Device: 1. Removal and Install of MotorElectromecanica Leon Electromecanica Leon LeonNo ratings yet
- HD785-7 SEN01274-15 Shop Manual-1608-1821Document214 pagesHD785-7 SEN01274-15 Shop Manual-1608-1821Muhammad RizqiNo ratings yet
- 6991 0389 01a OVER HAUL UNIDAD ROTACIONDocument8 pages6991 0389 01a OVER HAUL UNIDAD ROTACIONJhonatan rincon martinezNo ratings yet
- G GROUP 5 SWING DEVICE (Up To #0062) : 1. Removal and Install of MotorDocument46 pagesG GROUP 5 SWING DEVICE (Up To #0062) : 1. Removal and Install of MotorLenomar Bessa de PaulaNo ratings yet
- Impak 2Document11 pagesImpak 2Vasudev AgrawalNo ratings yet
- Group 5 Swing Device (Type 2, 3) : 1. Removal and Install of MotorDocument30 pagesGroup 5 Swing Device (Type 2, 3) : 1. Removal and Install of MotorPhú Đinh QuốcNo ratings yet
- Dismounting of Rolling Bearings Hydraulic Dismounting FAG PDFDocument5 pagesDismounting of Rolling Bearings Hydraulic Dismounting FAG PDFNoche de EstrellasNo ratings yet
- Group 5 Swing Device Group 5 Swing Device: 1. Removal and Install of MotorDocument25 pagesGroup 5 Swing Device Group 5 Swing Device: 1. Removal and Install of Motordeniden2013No ratings yet
- Low and Reverse Brake: Automatic TransmissionDocument7 pagesLow and Reverse Brake: Automatic TransmissionAnton FortovNo ratings yet
- Group 4 Disassembly and Assembly: 1. Brake PumpDocument7 pagesGroup 4 Disassembly and Assembly: 1. Brake PumpREMZONANo ratings yet
- Group 5 Swing Device (Type 1) : 1. Removal and Install of MotorDocument25 pagesGroup 5 Swing Device (Type 1) : 1. Removal and Install of Motorjefferson silvaNo ratings yet
- GeneralDocument1 pageGeneralSafix YazidNo ratings yet
- 320dl Main Hyd Pump DissDocument23 pages320dl Main Hyd Pump DissDaniel Rhasty-ghee AhmanorNo ratings yet
- 06.rear Axle 3 PDFDocument22 pages06.rear Axle 3 PDFFrezgi BirhanuNo ratings yet
- Toyota 5FG33 45 5FD33 45 5FGE35 5FDE35 Forklift Service Repair Manual PDF - p093Document1 pageToyota 5FG33 45 5FD33 45 5FGE35 5FDE35 Forklift Service Repair Manual PDF - p093sơn forkliftNo ratings yet
- Dropbox ReconditioningDocument47 pagesDropbox ReconditioningRezha50% (2)
- Manual de Taller Excavadora Hitachi Zx200 225 230 270 - 213Document1 pageManual de Taller Excavadora Hitachi Zx200 225 230 270 - 213Andi KaNo ratings yet
- IMPAK3Document15 pagesIMPAK3Vasudev AgrawalNo ratings yet
- Engine, Dismantling D11MDocument23 pagesEngine, Dismantling D11MAMIT SINGHNo ratings yet
- Komatsu D61EXi-23, D61PXi-23 BulldozerDocument16 pagesKomatsu D61EXi-23, D61PXi-23 BulldozerfrankfmvNo ratings yet
- Vortec V6 4.3LDocument127 pagesVortec V6 4.3LRicardo RomeroNo ratings yet
- TRANSMISIONDocument5 pagesTRANSMISIONNiflin VegaNo ratings yet
- One-Way Clutch 55,°2,5 A: REMOVAL SS, Oz, 5A, 8: Automatic TransmissionDocument8 pagesOne-Way Clutch 55,°2,5 A: REMOVAL SS, Oz, 5A, 8: Automatic TransmissionAnton FortovNo ratings yet
- Service Instructions Turbo Ii Air Pumps: Photo 1 A. Retaining Pin B. Mounting Bracket ScrewsDocument8 pagesService Instructions Turbo Ii Air Pumps: Photo 1 A. Retaining Pin B. Mounting Bracket Screwscarlos pachecoNo ratings yet
- Model 3500 Bearing Maintenance ProcedureDocument2 pagesModel 3500 Bearing Maintenance ProcedureAli AliievNo ratings yet
- A/C Compressor Servicing: Please Read This FirstDocument22 pagesA/C Compressor Servicing: Please Read This FirstbaylorguyNo ratings yet
- Pump Governer D6m Rastavljanje I SatavljanjeDocument33 pagesPump Governer D6m Rastavljanje I SatavljanjezeljkoNo ratings yet
- Group 5 Swing Device (Type 1) : 1. Removal and Install of MotorDocument25 pagesGroup 5 Swing Device (Type 1) : 1. Removal and Install of MotorPhú Đinh QuốcNo ratings yet
- Check Wear On Balancer To Oil Pump Drive Faces.: Approx. 9hrs Labour. Except 140Kw Models)Document4 pagesCheck Wear On Balancer To Oil Pump Drive Faces.: Approx. 9hrs Labour. Except 140Kw Models)Mihaela GeorgescuNo ratings yet
- 252L Spindle Gear Drive Service ManualDocument8 pages252L Spindle Gear Drive Service Manualsalem jawherNo ratings yet
- Power Take-Off: Paragraph 130 Deutz-AllisDocument5 pagesPower Take-Off: Paragraph 130 Deutz-AllisEdin HadzicNo ratings yet
- Group 5 Swing Device Group 5 Swing Device: 1. Removal and Install of MotorDocument25 pagesGroup 5 Swing Device Group 5 Swing Device: 1. Removal and Install of MotorDavidNo ratings yet
- Group 5 Swing Device (Type 1) : 1. Removal and Install of MotorDocument25 pagesGroup 5 Swing Device (Type 1) : 1. Removal and Install of MotorTaha RdmanNo ratings yet
- 1 GE TG Frame 6B IM PlanningDocument6 pages1 GE TG Frame 6B IM PlanningJorge LuisNo ratings yet
- Model H 65sa: 1. Precautions in Disassembly and ReassemblyDocument6 pagesModel H 65sa: 1. Precautions in Disassembly and ReassemblyanthonypardoNo ratings yet
- Toyota 5FG33 45 5FD33 45 5FGE35 5FDE35 Forklift Service Repair Manual PDF - p033Document1 pageToyota 5FG33 45 5FD33 45 5FGE35 5FDE35 Forklift Service Repair Manual PDF - p033sơn forkliftNo ratings yet
- T 176Document9 pagesT 176ashkansoheylNo ratings yet
- Cuarta Parte Manual Hitachi 200Document76 pagesCuarta Parte Manual Hitachi 200yoharamyNo ratings yet
- EC480D - Swing Gearbox, DisassemblyDocument7 pagesEC480D - Swing Gearbox, Disassemblyeck yuwanNo ratings yet
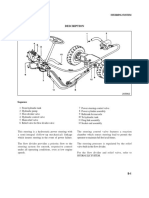
- Steering System: DescriptionDocument18 pagesSteering System: DescriptionNoe CuandonNo ratings yet
- Komatsu PW180-7E0 Wheeled ExcavatorDocument10 pagesKomatsu PW180-7E0 Wheeled ExcavatorShabbir mughalNo ratings yet
- Series 77 Planetary Digger Service & Repair Manual Drive: Part Number Example: 77ba - 3 2 F 59Document11 pagesSeries 77 Planetary Digger Service & Repair Manual Drive: Part Number Example: 77ba - 3 2 F 59Erick CrespoNo ratings yet
- R210LC-7 8-5Document40 pagesR210LC-7 8-5Krystian PalaciosNo ratings yet
- Volvo Penta Workshop Manual Part BDocument60 pagesVolvo Penta Workshop Manual Part BMišo Vučko100% (1)
- 722.369 Valve BodyDocument7 pages722.369 Valve BodyadinxNo ratings yet
- 16 S 221, 16 S 181, 8 S 181 Assembling Range-Change: 1.9.1 Output FlangeDocument3 pages16 S 221, 16 S 181, 8 S 181 Assembling Range-Change: 1.9.1 Output FlangeThylaneNo ratings yet
- Turbu-Flex Burner: A World First. Effortlessly Adapt To Different Fuels With One BurnerDocument4 pagesTurbu-Flex Burner: A World First. Effortlessly Adapt To Different Fuels With One BurnermsvprasadNo ratings yet
- Flash Calcination Process 2020 LResDocument22 pagesFlash Calcination Process 2020 LResmsvprasadNo ratings yet
- Presentation-Hydraulic System in VRPMDocument24 pagesPresentation-Hydraulic System in VRPMmsvprasadNo ratings yet
- VRPM Presentation 16.06.17Document37 pagesVRPM Presentation 16.06.17msvprasadNo ratings yet
- Flanges TypesDocument122 pagesFlanges Typeseng_far100% (2)
- Hoja de Cálculo en FLG WELD NECK, CLASE, SCH, ASTM A105 - TIPO2 - Copia REFDocument4 pagesHoja de Cálculo en FLG WELD NECK, CLASE, SCH, ASTM A105 - TIPO2 - Copia REFTIPAZONo ratings yet
- Catalogo Freidora Pitco 35C+ PDFDocument56 pagesCatalogo Freidora Pitco 35C+ PDFSantiagoNo ratings yet
- Joints For Concrete Pipe, Manholes, and Precast Box Sections Using Preformed Flexible Joint SealantsDocument4 pagesJoints For Concrete Pipe, Manholes, and Precast Box Sections Using Preformed Flexible Joint SealantsRenish Regi100% (1)
- 5158 00 PI SPC 0005 - 1 Specification For ValvesDocument38 pages5158 00 PI SPC 0005 - 1 Specification For Valvesأحمد عبدالنعيمNo ratings yet
- Norton WeldingMetalFabCatalog 2011Document182 pagesNorton WeldingMetalFabCatalog 2011RSR_2K5364No ratings yet
- Electrical Load Calculation WorksheetDocument2 pagesElectrical Load Calculation Worksheetkosmito50% (2)
- RheologyDocument18 pagesRheologyAjay YadavNo ratings yet
- Maximum Fresh Concrete Temperature Requirements (MMSP Project)Document3 pagesMaximum Fresh Concrete Temperature Requirements (MMSP Project)Tin ZawNo ratings yet
- Monopitch Roof Steel Truss (Ware House) 12345Document5 pagesMonopitch Roof Steel Truss (Ware House) 12345FatihNo ratings yet
- 6489 44 VUT 300V Mini PDFDocument2 pages6489 44 VUT 300V Mini PDFElena AniteiNo ratings yet
- 2016 HSC Engineering StudiesDocument40 pages2016 HSC Engineering StudiesR MathewNo ratings yet
- Brochure OLU 20160224 EN - Compressed PDFDocument48 pagesBrochure OLU 20160224 EN - Compressed PDFAlaa saidNo ratings yet
- Masteremaco S 322: Non Shrink, Natural Aggregate, Fibre Reinforced For Marine Environment Structure and Concrete RepairDocument2 pagesMasteremaco S 322: Non Shrink, Natural Aggregate, Fibre Reinforced For Marine Environment Structure and Concrete RepairHasbi Ashidiqi PNo ratings yet
- SSH KPKNL 2021Document12 pagesSSH KPKNL 2021Taufik GeodetikNo ratings yet
- Free SilicaDocument1 pageFree Silicasrinivasu67No ratings yet
- NUS CIRCUIT (Course) EDXDocument41 pagesNUS CIRCUIT (Course) EDXอะซัด ปรินดาNo ratings yet
- Glossary of Terms For Hollow Metal Doors and Frames: SDI Technical Data Series Industry Alert 14Document28 pagesGlossary of Terms For Hollow Metal Doors and Frames: SDI Technical Data Series Industry Alert 14Г. БаянмөнхNo ratings yet
- Fit-Up Piping B192-5-S2Document22 pagesFit-Up Piping B192-5-S2Prathamesh OmtechNo ratings yet
- Notes For - Process Level GaugesDocument8 pagesNotes For - Process Level GaugesDavid BaughNo ratings yet
- KBW BC-74+235 RCC Design Report (BC-1X2X2.5) NewDocument16 pagesKBW BC-74+235 RCC Design Report (BC-1X2X2.5) NewAshok amlapureNo ratings yet
- Aluminum Alloy Introduction of Nari HuaishengDocument16 pagesAluminum Alloy Introduction of Nari Huaishengmadhukarreddy2811No ratings yet
- Doubly Reinforced Beams: F F F F C D CDocument7 pagesDoubly Reinforced Beams: F F F F C D CEly ReyesNo ratings yet
- Compressible FlowDocument11 pagesCompressible FlowZain Abdul Malik NooraliNo ratings yet
- Vamac Formulating and Compounding OverviewDocument6 pagesVamac Formulating and Compounding Overviewchethugowda7No ratings yet
- A572gr50 Round BarDocument2 pagesA572gr50 Round BarPeines Tangenciales SA DE CVNo ratings yet
- 16130-Raceways and BoxesDocument11 pages16130-Raceways and BoxesNATHANNo ratings yet
- HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127Document4 pagesHPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127 HPL/TC/T/2010/14127Er Umesh RohitNo ratings yet
- Qty. Unit Description U/C Amount I-Earthworks: Proposed Two Storey Residential BuildingDocument21 pagesQty. Unit Description U/C Amount I-Earthworks: Proposed Two Storey Residential BuildingNieves GuardiianNo ratings yet
- Lecture-7-Part 1-Strength of Materials - Bending StressesDocument41 pagesLecture-7-Part 1-Strength of Materials - Bending Stressesarno assassinNo ratings yet