You might also like
- Visual Inspection of WeldsDocument19 pagesVisual Inspection of WeldsImran MuhamedNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Welding - Visual DefectsDocument19 pagesWelding - Visual Defectsbasita2No ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Common weld defects and discontinuities guideDocument43 pagesCommon weld defects and discontinuities guideNader GaafarNo ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Weld DefectsDocument47 pagesWeld DefectsPratikNo ratings yet
- Welding DefectsDocument38 pagesWelding Defectssajeev27100% (4)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Weld and Base Metal DiscontinuitiesDocument74 pagesWeld and Base Metal DiscontinuitiesMohamed Saleh100% (1)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Giao Trinh English For WeldingDocument43 pagesGiao Trinh English For WeldingThe Normal HeartNo ratings yet
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- 3 Welding Imperfections (Edited)Document80 pages3 Welding Imperfections (Edited)PraviBeetlesNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Visual Weld Exam TrainingDocument64 pagesVisual Weld Exam Trainingcarlos100% (1)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- Common weld discontinuities and defects guideDocument28 pagesCommon weld discontinuities and defects guideAmyNo ratings yet
- Weld Defects TWIDocument96 pagesWeld Defects TWISabir Shabbir100% (7)
- Welding Inspection CourseDocument33 pagesWelding Inspection CourseBenjapon bt7No ratings yet
- Welding ImpuritiesDocument11 pagesWelding ImpuritiesapNo ratings yet
- WELDING InspectionDocument89 pagesWELDING InspectionMaclaurinHeronNo ratings yet
- KEMPPI Welding Technology Course: R.BanerjeeDocument78 pagesKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaNo ratings yet
- Apollo Heat Exchanger Welding Defect GuideDocument77 pagesApollo Heat Exchanger Welding Defect GuideQC apollohx100% (1)
- Welding Imperfection and Material InspectionDocument62 pagesWelding Imperfection and Material Inspectionintfarha10No ratings yet
- BASIC WELDING GUIDEDocument26 pagesBASIC WELDING GUIDEMd Anamul HoqueNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- 2 Terms and Definitions SectionDocument39 pages2 Terms and Definitions SectionPraviBeetlesNo ratings yet
- Welding DefectsDocument122 pagesWelding DefectsqaNo ratings yet
- 10 Welding Defect (LSNG PRINT)Document45 pages10 Welding Defect (LSNG PRINT)rahmad musliadiNo ratings yet
- Welder's Handbook Visual Inspection GuideDocument77 pagesWelder's Handbook Visual Inspection GuideketanNo ratings yet
- Defects in WeldsDocument6 pagesDefects in WeldsSaran KumarNo ratings yet
- Practical Visual Inspection of WeldsDocument40 pagesPractical Visual Inspection of WeldsAmit Sharma100% (1)
- Weld Defects and Imperfections GuideDocument43 pagesWeld Defects and Imperfections Guideraju100% (1)
- Welding DefectsDocument36 pagesWelding DefectsAzhar AhmadNo ratings yet
- Welding InspectionDocument143 pagesWelding InspectionHieu Le Trung100% (1)
- Cracks and welding imperfectionsDocument39 pagesCracks and welding imperfectionsAnonymousNo ratings yet
- Welding Defects and Discontinuities EssentialsDocument103 pagesWelding Defects and Discontinuities EssentialsHR TusherNo ratings yet
- Definition: Amount A Joint Is Out: of Alignment at The RootDocument33 pagesDefinition: Amount A Joint Is Out: of Alignment at The Rootkumaraswamy.kNo ratings yet
- Welder Visual Inspection HandbookDocument77 pagesWelder Visual Inspection HandbookfaizalzolNo ratings yet
- Seams On Rolled Steel Products BlogDocument4 pagesSeams On Rolled Steel Products BlogPatrick Dominguez100% (2)
- Identify welding defects, causes and remediesDocument11 pagesIdentify welding defects, causes and remediesJerome A. Gomez100% (2)
- Welding Processes GuideDocument47 pagesWelding Processes GuideVijay SarmalNo ratings yet
- WELDING ManualDocument10 pagesWELDING ManualsoftsuryaNo ratings yet
- WeldingDocument41 pagesWeldinggigiphiNo ratings yet
- INSPECTION SCHEDULE AND DEFECTSDocument17 pagesINSPECTION SCHEDULE AND DEFECTSRishu GuptaNo ratings yet
- Technology and Livelihood Education (TLE-IA) Shielded Metal Arc WeldingDocument14 pagesTechnology and Livelihood Education (TLE-IA) Shielded Metal Arc WeldingFERNANDO COMEDOY JRNo ratings yet
- Testing and inspection of weld joints guideDocument64 pagesTesting and inspection of weld joints guideyashNo ratings yet
- Practical Visual Inspection of WeldsDocument40 pagesPractical Visual Inspection of Weldsuttam0% (1)
- DefectsDocument29 pagesDefectsHarsha Vardhan MeduriNo ratings yet
- Geometric shape welding imperfections causes and typesDocument12 pagesGeometric shape welding imperfections causes and typesbipete69No ratings yet
- CSWIP 3.2 Welding Inspector Exam GuideDocument9 pagesCSWIP 3.2 Welding Inspector Exam GuideAhmed NassarNo ratings yet
- Welding InspectionDocument139 pagesWelding Inspectionvanchai sapaNo ratings yet
- Welding Defects - Its Causes and Remedial Actions & Safety in Oxyfuel Gas CuttingDocument144 pagesWelding Defects - Its Causes and Remedial Actions & Safety in Oxyfuel Gas CuttingSuraj RawatNo ratings yet
- Design of Bolted ConnectionsDocument15 pagesDesign of Bolted ConnectionsAritroNo ratings yet
- You May Continue To Read On CSWIP 3.1: Question With Answer and Explanation - Part 2Document12 pagesYou May Continue To Read On CSWIP 3.1: Question With Answer and Explanation - Part 2Akram AlhaddadNo ratings yet
- Welding Defects and Remedies: Lack of Fusion Incomplete Penetration Undercutting Porosity Longitudinal CrackingDocument9 pagesWelding Defects and Remedies: Lack of Fusion Incomplete Penetration Undercutting Porosity Longitudinal Crackinglakshmigsr6610No ratings yet
- Weld Joint Design 03Document70 pagesWeld Joint Design 03Koshala BalasuriyaNo ratings yet
- Piping Basics2Document4 pagesPiping Basics2tulasirao.nammiNo ratings yet
- ConcretePipeJoints Epipe07 124Document6 pagesConcretePipeJoints Epipe07 124tulasirao.nammiNo ratings yet
- Gs-Hydro Hydraulic Piping Standard Handbook Revision 1Document200 pagesGs-Hydro Hydraulic Piping Standard Handbook Revision 1Haris StavrouNo ratings yet
- PIPINGDocument37 pagesPIPINGtulasirao.nammiNo ratings yet
- Piping BasicsDocument10 pagesPiping Basicstulasirao.nammiNo ratings yet
- Engineering GraphicsDocument4 pagesEngineering GraphicsfreemanokNo ratings yet
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
- CswiptheoryDocument33 pagesCswiptheoryCswip QuestionsNo ratings yet
- PipingDocument15 pagesPipingtulasirao.nammiNo ratings yet
- Piping Isometric TutorialDocument45 pagesPiping Isometric Tutorialcepong89100% (1)
- Plate InspectionDocument23 pagesPlate Inspectiontulasirao.nammiNo ratings yet
- IsometricDocument29 pagesIsometrictulasirao.nammiNo ratings yet
- A Brief Synopsis ofDocument54 pagesA Brief Synopsis ofpatel ketan100% (2)
- Cswip1101-Plant Inspectors PDFDocument18 pagesCswip1101-Plant Inspectors PDFessnelsonNo ratings yet
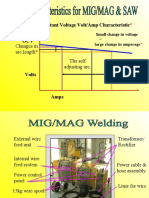
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 pagesConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanNo ratings yet
- CSWIP NotesDocument6 pagesCSWIP Notestulasirao.nammiNo ratings yet
- Construction of Quad 2 Loop Pipeline Ø56" Pipeline Project at Abqaiq Plant Area, QurrayahDocument24 pagesConstruction of Quad 2 Loop Pipeline Ø56" Pipeline Project at Abqaiq Plant Area, Qurrayahtulasirao.nammiNo ratings yet
- Penetrant Testing. Ultrasonic TestingDocument74 pagesPenetrant Testing. Ultrasonic TestingHskumarReddy Karri100% (1)
- CSWIP NotesDocument32 pagesCSWIP NotesKhaled FatnassiNo ratings yet
- Procedure For Surface Preparation and PaintingDocument11 pagesProcedure For Surface Preparation and Paintingtulasirao.nammiNo ratings yet
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument70 pagesExample Slide of User Functions: Time Guide The Slide Should Be Finished byHskumarReddy KarriNo ratings yet
- Occidental of Oman INC.: (Area - Wl-1000 Wadi Rafash)Document69 pagesOccidental of Oman INC.: (Area - Wl-1000 Wadi Rafash)tulasirao.nammiNo ratings yet
- Tube Expander DocumentDocument4 pagesTube Expander Documenttulasirao.nammiNo ratings yet
- Sch. DIN 350-400 BarDocument9 pagesSch. DIN 350-400 BarWilson JustinoNo ratings yet
- Cad HPCL V 103 PR Er 031 - R2Document1 pageCad HPCL V 103 PR Er 031 - R2tulasirao.nammiNo ratings yet
- 3439-0000 Master Drawing-Document RegisterDocument31 pages3439-0000 Master Drawing-Document Registertulasirao.nammiNo ratings yet
- Coating Inspector ResumeDocument4 pagesCoating Inspector Resumetulasirao.nammiNo ratings yet
- Area110 Balance Work BOMDocument61 pagesArea110 Balance Work BOMtulasirao.nammiNo ratings yet
- Cad HPCL V 103 PR Er 009 - R2Document1 pageCad HPCL V 103 PR Er 009 - R2tulasirao.nammiNo ratings yet
- Functions in Real-Life SituationsDocument16 pagesFunctions in Real-Life SituationsJim Lloyd SalvadorNo ratings yet
- Vol 5, No 2 November, Pp. 99-111 P-ISSN 2549-4880, E-ISSN 2614-1310 Journal DOI: WebsiteDocument11 pagesVol 5, No 2 November, Pp. 99-111 P-ISSN 2549-4880, E-ISSN 2614-1310 Journal DOI: WebsiteSyarah RamadhaniNo ratings yet
- MECHATRONICSSYSTEMSDocument12 pagesMECHATRONICSSYSTEMSAbolaji MuazNo ratings yet
- Sample Answers From Watching The FilmDocument2 pagesSample Answers From Watching The FilmiffinichonchubhairNo ratings yet
- English Language 1119/2 Continuous WritingDocument13 pagesEnglish Language 1119/2 Continuous WritingZira ArizNo ratings yet
- CO2 Declaration Summary - Template - 1.2Document3 pagesCO2 Declaration Summary - Template - 1.2Musa GürsoyNo ratings yet
- Tutorial - Time Series Analysis With Pandas - DataquestDocument32 pagesTutorial - Time Series Analysis With Pandas - DataquestHoussem ZEKIRINo ratings yet
- Design Brief On MEP Systems PDFDocument21 pagesDesign Brief On MEP Systems PDFAdhikari ThushanNo ratings yet
- Quarter 4 - MELC 11: Mathematics Activity SheetDocument9 pagesQuarter 4 - MELC 11: Mathematics Activity SheetSHAIREL GESIMNo ratings yet
- Work, Power & Energy Module JB (MS)Document17 pagesWork, Power & Energy Module JB (MS)Danil Mohd AzmaniNo ratings yet
- Lecture 12 - Mass Balance ApproachDocument18 pagesLecture 12 - Mass Balance ApproachAshhad ShafiqueNo ratings yet
- January 2005 QP - C1 EdexcelDocument20 pagesJanuary 2005 QP - C1 EdexcelAbid KhanNo ratings yet
- Final CBoW 2020 (Dilnesaw)Document267 pagesFinal CBoW 2020 (Dilnesaw)dilnesaw teshomeNo ratings yet
- FTI 2021 Tech Trends Volume AllDocument504 pagesFTI 2021 Tech Trends Volume AlljapamecNo ratings yet
- An Introduction To The Philosophy of Physics by Marc Lange PDFDocument340 pagesAn Introduction To The Philosophy of Physics by Marc Lange PDFMohamad Daoud100% (1)
- PoisonedfoodDocument10 pagesPoisonedfoodMare JNo ratings yet
- Ilham Shalabi, Imam Muhammad Bin Saud Islamic UniversityDocument20 pagesIlham Shalabi, Imam Muhammad Bin Saud Islamic Universityaron victoryNo ratings yet
- 9.06&9.01social Psychology JournalDocument17 pages9.06&9.01social Psychology JournalMatthew CheungNo ratings yet
- Pengaruh Etika Kepemimpinan, Fungsi Badan Pengawas, Tingkat Pemahaman Akuntansi Terhadap Kualitas Pelaporan Keuangan LPD Di Kota DenpasarDocument12 pagesPengaruh Etika Kepemimpinan, Fungsi Badan Pengawas, Tingkat Pemahaman Akuntansi Terhadap Kualitas Pelaporan Keuangan LPD Di Kota DenpasarNaufal Kamil FauziNo ratings yet
- Energy Resources Conversion and Utilization: Liq-Liq Extract. & Other Liq-Liq Op. and EquipDocument3 pagesEnergy Resources Conversion and Utilization: Liq-Liq Extract. & Other Liq-Liq Op. and EquipyanyanNo ratings yet
- Edited Sourcebook For Providing TA On PopDev Integration PDFDocument60 pagesEdited Sourcebook For Providing TA On PopDev Integration PDFIbrahim Jade De AsisNo ratings yet
- Lets Be Rational Study GuideDocument4 pagesLets Be Rational Study Guideapi-238440021No ratings yet
- Distance Calculation Between 2 Points On EarthDocument3 pagesDistance Calculation Between 2 Points On EarthGirish Madhavan Nambiar100% (2)
- Statistics For Biology and Health: M. Gail K. Krickeberg J. M. Samet A. Tsiatis W. WongDocument579 pagesStatistics For Biology and Health: M. Gail K. Krickeberg J. M. Samet A. Tsiatis W. WongViníciusSeixasNo ratings yet
- DhanushDocument2 pagesDhanushAbhishek ANo ratings yet
- Change formatting and styles in a Word documentDocument3 pagesChange formatting and styles in a Word documentquanganhto2003No ratings yet
- Unit 1Document25 pagesUnit 1ragavaharish463No ratings yet
- CP3 Assignment1Document2 pagesCP3 Assignment1Rea Dominique CabanillaNo ratings yet
- State of Nature Alternatives 1 2 3Document10 pagesState of Nature Alternatives 1 2 3Michael Allen RodrigoNo ratings yet
- Math6 q1 Mod5 AdditionofDecimals v4-SIGNEDDocument34 pagesMath6 q1 Mod5 AdditionofDecimals v4-SIGNEDARRIANE JOY TOLEDONo ratings yet