EAF Steelmaking
Eng. Shoukery
Meltshop Process
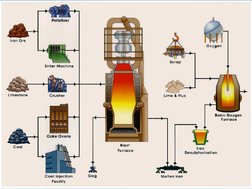
�Ironmaking
Blast furnace (pig iron) Direct Reduction Process (DRI)
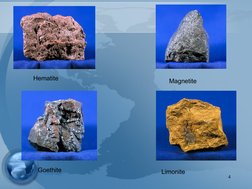
�Hematite
Magnetite
Goethite
Limonite
�Iron Ore
Major producers of iron ore include Australia, Brazil, China, Russia, and India The principle ores of iron are Hematite, (70% iron) and Magnetite, (72 % iron). Taconite is a low-grade iron ore, containing up to 30% Magnetite and Hematite There are 800 billion tons of iron ore resources, containing more than 230 billion tons of iron. The U.S has 110 billion tons of iron ore representing 27 billion tons of iron. Worldwide, 50 countries produce iron ore, but 96% of this ore is produced by only 15 of those countries
5
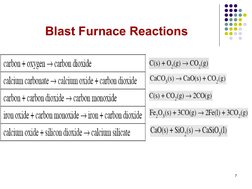
�Blast Furnace Reactions
�Pig Iron Chemical Composition
Pig Iron Chemical Composition : C: 3.5-4.5%; P: 0.15% Max; Mn : 0.4-1.0%; S: 0.04% Max Si: 0.5-1.2%;
8
�Scrap Price
� Pig Iron Chemical Composition : C: 3.5-4.5%; Mn : 0.4-1.0%; Si: 0.51.2%; P: 0.15% Max; S: 0.04% Max
10
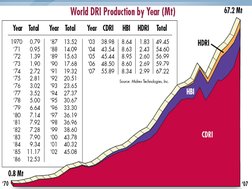
�DRI Production Process
11
�Fe2O3 +CO = 3CO2 +2Fe Fe2O3 +3H2=3H2O+2Fe
12
�Chemical Characteristics
- The direct reduction process removes most of the oxygen and sulfur from the iron ore, but leaves all of the impurities and gangue content -Metallization (the ratio of metallic iron to total iron, including FeO) depends on the type of process used to produce DRI and ranging from 85-95% - DRI contains no tramp elements (scrap contains elements such as Cu, Zn, Pb, Sn, As, Cr, Ni, and Mo); it only contains traces of sulfur and phosphorous.
Physical Characteristics
- The best diameter of DRI pellets for furnace charging is 6-16mm (diameters less than 3mm are called DRI fines, and not pellets). - Apparent density: 2-3ton/m3 - Bulk density (accounts for air gaps): 1.6-1.9 ton/m3 13
� DRI is reactive to free water and oxygen, therefore DRI must be cooled before shipping DRI Can be subject to a high degree of reoxidation. Self ignition can occur if a natural air draft through the pile. the pellets buried inside are wet and volume of pile insulate heat loss Fires result when DRI pellets are placed on top of wet material. To stop the fire the pile must be spread to height of one-half meter or pile bury under sand or slag. Storage silo fire deal by flooded with extremely large amount of water but the area must be evacuated due to h2 evolving. At .6 m below surface the reduction in metallization becomes negligible so the pile surface to the volume must be less as possible HBI has a much more dense structure and lower surface area
14
DRI/HBI Storage
�DRI gangue and power cons.
15
�Scrap Classification
SOURCES OF STEEL SCRAP
The iron and steel industry recycles three types of scrap: home, new, and old scrap.
Home Scrap
Home scrap is internally generated in the steel production process when steel mills and foundries manufacture new steel products. This form of scrap rarely leaves the steelmaking production area. Instead, it is returned to the furnace on site and melted again. Technological advancements have significantly reduced the generation of home scrap
16
�New Scrap New scrap (also called prompt or industrial scrap) is generated in steel-product manufacturing plants and includes such items as turnings, clippings and stampings leftover when a part is made during manufacturing processes. This material is typically sold to the scrap metal industry that processes it for sale to steel mills and foundries. Old Scrap Old or post-consumer scrap results when industrial and consumer steel products (such as, automobiles, appliances, buildings, bridges, ships, cans, railroad cars, etc.) have served their useful life. A major challenge in recycling scrap is to maintain the quality of steel products and minimize contamination with other metals. Potential residual element contamination may come from the recycling of automobiles and 17 municipal scrap
�Scrap handling and preparation
:A) Safety: All grades shall exclude
Pressurized, closed or insufficiently open containers of all origins which could cause explosions. Containers shall be considered as insufficiently open where the opening is not visible or is less than 10 cm in any one direction; Dangerous material, inflammable or explosive, fire arms (whole or in part), munitions, dirt or pollutants which may contain or emit substances dangerous to health or to the environment or to the steel production process; Hazardous radioactive material: Material presenting radioactivity in excess of the ambient level of radioactivity. Radioactive material in sealed containers even if no significant exterior radioactivity is detectable due to shielding or 18 due to the position of the sealed source in the scrap delivery.
�B) Steriles (cleanness) All grades shall be free of all but negligible amounts of other non ferrous metals and non metallic materials, earth, insulation, excessive iron oxide in any form, except for nominal amounts of surface rust arising from outside storage of prepared scrap under normal atmospheric conditions. All grades shall be free of all but negligible amounts of combustible non metallic materials, including, but not limited to rubber, plastic, fabric, wood, oil, lubricants and other chemical or organic substances. All Scrap shall be free of larger pieces (bricksize) which are non-conductors of electricity as tires, pipes filled with cement, wood or concrete. All grades shall be free of waste or of by-products arising from steel melting, heating, surface conditioning (including scarfing) grinding, sawing, welding and torch cutting operations, such slag, 19 mill scale, bag house dust, grinder dust, and sludge.
�C) RESIDUAL AND OTHER METALLIC ELEMENTS Copper All grades shall be free of visible metallic copper which means free of copper wound electric motors, sheets and copper coated materials, bearing shells, winding, and radiator cores. All grades shall be free of all but negligible amounts of wire, insulated wire and cable tubing and other copper, brass items mixed with, attached to, or coating ferrous scrap. All grades shall be free of material with high dissolved copper content such as rebars and merchant bars which will be grouped in the high residual grades. Tin All grades shall be free of tin in any forms such as tin cans, tin coated materials etc. as Well as bronze elements such as 20 rings, bearing shells etc.
�Lead All grades shall be free of lead in any forms such as batteries, solder, wheel weights, Terne plate, cable ends, bearings, bearing shells etc.
Chromium, Nickel, Molybdenum All grades shall be free of alloyed steels and stainless steels as well as of mechanical Parts (which mainly contain these elements) such as motors, drive gears for trucks, Axles, gear boxes, gear wheels, tools and dies as well as non magnetic pieces
21
�Scrap Quality Before Loading Into an EAF
Scrap grade characterization is of high importance, not only to control the liquid steel composition, but also to ensure reliable melting conditions. Scrap must be layered inside the basket according to its size distribution and density in a way to allow rapid formation of a liquid pool of steel in the EAF vessel, while providing protection for the sidewalls and roof from arc radiation
22
�23
�24
�Graphite Electrodes
Graphite electrodes play an important part in electric arc furnace operation, allowing for the transfer of electrical energy from the power supply to the furnace bath. - Electrodes must be capable of withstanding large temperature swings during furnace operation while at the same time providing for continuous and uniform power supply to the process.
25
�Requirements for Graphite Electrodes
1. Good electrical conductivity in order to withstand the high current density required by the metallurgical process 2. High thermal conductivity to minimize the temperature differences inside the electrodes when in use and, consequently, to reduce internal stresses 3. Low thermal expansion resulting in high thermal stress resistance 4. Strength at high temperatures to withstand the stresses when in use 5. Chemical inertness and non-wetting to glass and most metals 26
�Graphite Structure
27
�Graphite Electrodes Manufacturing
Production time ~ 3-4 months
28
�Mixing and Extrusion
29
�- The milled coke (for graphite electrode primary needle coke is used) is mixed with coal tar pitch and some additives to form a uniform paste. -This is brought into the extrusion cylinder. (In a first step the air has to be removed by pre-pressing. Than the actual extrusion step follows where the mixture is extruded to form an electrode of the desired diameter and length.) - To enable the mixing and especially the extrusion process the mixture has to be viscous. This is achieved by keeping it at elevated temperature of approx. 120C (depending on the pitch) during the whole green production process 30
�Baking
31
�Two types of baking furnaces : - Car bottom furnace: Here the extruded rods are placed in cylindrical stainless steel canisters (saggers). To avoid the deformation of the electrodes during the heating process the saggers are also filled with a protecting covering of sand. The saggers are loaded on railcar platforms (carbottoms) and rolled into natural gas- fired kilns. Ring furnace: Here the electrodes are placed in a stone covert cavity in the bottom of the production hall. This cavity is part of a ring system of more than 10 chambers. The chambers are connected together with a hot air circulation system to save energy. The voids between the electrodes are also filled with sand to avoid deformation. During the baking process, where the pitch is carbonized, the temp. has to be controlled carefully because at the temp. up to 800C a rapid gas build up can cause cracking 32 of
�Impregnation and Rebaking Due to the out gassing during the baking process the electrode is porous with a low density. Therefore an impregnation step is added where the electrode is loaded with up to 13% of pitch, which is carbonized in another rebaking process step.
33
�Impregnation and Rebaking
34
�Electrode Shipping
35
�Electrode Specs.
36
�Electrode Wear Mechanisms
37
�1. Milling and mixing of petroleum needle coke with coal tar pitch and selected additives. 2. The mixture is then extruded and cut to cylindrical, green electrode sections. 3. The green electrodes are placed in saggers which are moved into large gas fired car bottom kilns where the green electrodes are baked to approximately 800C. The bituminous, green electrode material is transformed into amorphous, brittle carbon which is abrasive and difficult to machine. This process requires careful control to ensure that thermal gradients remain small and rapid gas buildup does not occur.. For this reason, bake cycles are long and take between three to 38 four weeks
�4. The baked carbon sections are impregnated with petroleum pitch in order to increase strength and density. This also improves the end product electrical conductivity. 5. The impregnated carbon sections are again loaded into car bottom kilns and rebaked so that the petroleum pitch is converted to carbon. 6. The re-baked carbon loaded into large, electrically powered graphitizing furnaces. Direct current of more than 100kA is passed through the electrode columns heating them to approximately 3000C. The intense heating causes the crystalline structure to change from the random amorphous form to the ordered layer structure of graphite. This modification increases machinability of the material as well as greatly improving electrical, thermal and mechanical properties. The graphitizing process is very energy intensive and requires more than 3000 kWhr per ton of graphite.
39
� 7. Finally, the graphitized sections are machined to the required diameter and length on large lathes. Tapered sockets are machined into each end to accommodate screw in connecting pins which are used to attach the electrode sections end-to-end. The total production process from extrusion to shipping is quite time consuming and takes approximately three months.
40
�41
�Electrode Consumption
:or emphasizing the importance of productivity in tons per hour
where CTIP = graphite tip consumption (kg/ton) RSUB = sublimation rate (kg/kA2 per hr)=average sublimation rate = 0.0135 tPO = power-on time (hrs) I =current per phase (kA) P = furnace productivity (tons/heat) P = productivity (tons/hr) TU = time utilization = tPO /tTAP
42
�Original Bowman Correlations
CSIDE = graphite sidewall consumption (lbs/ton) ROX =oxidation rate (kg/m2 per hr)=average oxidation rate = 8 kg/m2 per hr AOX =oxidizing electrode surface area = DAV LOX (m2) tTAP =tap-to-tap time (hrs) P =furnace productivity (tons/heat) With optimum water cooling the oxidizing length, LOX, is close to the length of the column inside the furnace at flat bath. This increases with furnace size and is typically in the 24 m
43
�Oxidation Rate
44
�Tip Angle
Variation of Tip Angles between Furnaces Arc blowout, the cause of tip angling, is a magnetic phenomenon. It depends on the proximity of the electrodes, i.e. pitch circle diameter (PCD), the distribution of the ferromagnetic scrap and the current distribution within the charge, between the arcs. It has also been suggested that deep, foaming slag can offer magnetic field protection. For a given current, the parameters which can generate low or high magnetic fields in the arc regions can be summarized in Table 10.2
45
� Dependence of Tip Consumption Rate on Tip Angle For ladle
furnaces, increasing tip consumption rate with shorter arcs can be explained by the dissolution of graphite due to splashing by the liquid steel. In the case of melting furnaces, the geometry of the arcing volume around the electrode tip illustrates that for a given average arc voltage the lower part of the tip comes closer to the liquid as the angle increases. Thus, at a tip angle of 40 the gap between graphite and steel is only about two inches at an average arc of 200 volt. In contrast, at 25 it is over three inches at 200 V.
At 300 V the corresponding gaps are about five inches and seven inches respectively. The probability of graphite contact with steel is therefore increased with greater tip angles and lower arc voltages.
46
�47
�48
�49
�Steel Making
50
�Material and Steel Analysis
Material Pig Iron S crap DRI HBI Product C% 4 0.2 2 .75 0.045 Mn % 01 01 0.20 Si% 1.2 0.5 0.03 P% 0.2 .02 0.05 0.05 0.010 S% 0.05 .02 0.05 0.05 0.0005 Cu% 0.03 0.25 0.03 0.03 0.10
51
�52
�53
�54
�55
�EAF Steelmakin g
Maximum production with high quality and lowest possible cost
56
�EAF
Carbon arc by Sir Hymphrey Davy in the U.S. in 1800. Practical application began (also in the U.S.) with the work of Sir William Siemens, who was the first man to melt steel with electric current in 1878-79. Electric arc furnace are usually characterized by the maximum capacity of steel in tonnes, power input capacity (MVA), electrical supply (three phase AC or DC
57
�58
�59
�60
�EAF Bottom Shell
61
�EAF Purging System
Significantly improved heat and mass transfer More effective desulphurization and dephosphorization Lower hydrogen, nitrogen and oxygen content Balanced carbon-oxygen ratio Unexpected boiling and rising is prevented More effective melting of the pellets and briquettes Improved thermal and chemical homogenization Increased production through reduced melting times Optimized energy consumption. 62
�Power transformation from high voltage line to the arc furnace
63
�Transformer
Vr /Vs=Nr/Ns=As/Ar
64
�Delta Connection
65
�Tap Changer
66
�Electrode Regulation
As the arc length is dependent on the level of scrap or liquid under the electrode, and this level changes through the heat, it is necessary to have an automatic control over electrode position.
It is the regulation system which influences many important aspects of furnace performance, such as MW input, mean current, arc stability, scrap melting pattern, energy losses to water-cooled panels, energy, and electrode and refractory consumptions.
67
�Electrode Regulation
68
�Electrode Regulation
Oil Flow control is achieved by displacement of the spool over a stroke in the range of 10 mm. It is pushed by an hydraulic amplifier. An electrical signal enters this amplifying valve at the level of milliamps. Thus the system consists of a low power electrical signal, amplified by a hydraulic valve causing displacement of the main spool valve.
69
�Hydraulic Regulator
70
�Method for Forming Control Signal
71
�EAF Voltage and Current
72
�Electrode Column
-Electrode control performance is limited by the lowest natural frequency in the positioning system. -It is therefore very important to ensure sufficient stiffness in the columns with respect to torsion and bending. -the main objective is to avoid friction in the roller system while arranging the roller design to be compact yet rigid. It is important to note that each arm must be capable of individual movement to allow for electrode regulation. -The conventional design uses a hydraulic cylinder to move the swing column. -Typical maximum electrode speed is approximately 3035 cm per second when operating in automatic arc regulation mode. When 73 operating in manual raise/lower mode the maximum speed is usually
�74
�Module System
75
�ECCJ
76
�77
�Chemical Energy
C + O CO + 2.75KWh/Nm3 O2 CO + O CO2 + 7KWh/Nm3 O2 C + O2 CO2 + 4.88KWh/Nm3 O2 CH4 + 2O2 CO2 + 2H2O + 8800Kcal/Nm3 CH4
78
�Skull Formation
79
�80
�EAF Charging and Melting
81
�EAF Melting
82
�EAF Refining and Tapping
83
�EAF Process
84
�EAF Charging
85
�Steel Reaction
86
�Slag Reaction
87
�88
�EAF Arc and Foaming slag
89
�Foaming Slag
Slag flow rate- Q=100 kg/min
Slag flow rate- Q=400-500 kg/min
90
�91
�92
�93
�94
�95