You might also like
- Aln Group Clearance Form - v4 - Seadweller CorpDocument4 pagesAln Group Clearance Form - v4 - Seadweller CorpJomar FrogosoNo ratings yet
- Employee Final Settlement DetailsDocument1 pageEmployee Final Settlement DetailsZeeshan MirzaNo ratings yet
- I011a Instrument CalibrationDocument2 pagesI011a Instrument CalibrationEyRa AzyRaNo ratings yet
- Cosa 9610 Wobbe Analyzer Users ManualDocument44 pagesCosa 9610 Wobbe Analyzer Users ManualEnrique De Haro CortesNo ratings yet
- EDocument66 pagesEAhmed Hussain100% (1)
- Edinburgh Napier University HR overtime formDocument2 pagesEdinburgh Napier University HR overtime formRrichard Prieto MmallariNo ratings yet
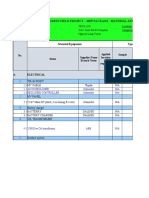
- Offer124033 Bom R0Document2 pagesOffer124033 Bom R0t_syamprasad100% (1)
- CemsDocument57 pagesCemsVarun KumarNo ratings yet
- NIC UP State Profile Highlights Digital Transformation InitiativesDocument52 pagesNIC UP State Profile Highlights Digital Transformation InitiativesAndrew HamiltonNo ratings yet
- HRD - No-8 Final SettlementDocument1 pageHRD - No-8 Final SettlementHOSAM HUSSEINNo ratings yet
- Electrical Panel Load Calculation 22 8 12Document33 pagesElectrical Panel Load Calculation 22 8 12vicent johnNo ratings yet
- English Proficiency Test: Section 1: Language FunctionsDocument7 pagesEnglish Proficiency Test: Section 1: Language FunctionsWibowo_Wisnu_Nhu_781No ratings yet
- Rab Me TCDocument33 pagesRab Me TCmoh imamNo ratings yet
- COCA COLA CAMBODIA GREEN FIELD PROJECT MEP PACKAGEDocument57 pagesCOCA COLA CAMBODIA GREEN FIELD PROJECT MEP PACKAGEtuyen nguyen longNo ratings yet
- ANNUAL PROCUREMENT PLAN FOR COMMON SUPPLIES AND EQUIPMENTDocument322 pagesANNUAL PROCUREMENT PLAN FOR COMMON SUPPLIES AND EQUIPMENTRhonaNo ratings yet
- Coca Cola Beverages BotswanaDocument8 pagesCoca Cola Beverages BotswanaTshepiso RankoNo ratings yet
- Draft BOQ DC-AhemdabadDocument22 pagesDraft BOQ DC-AhemdabadChaitanya IdateNo ratings yet
- SOP InvoicingDocument2 pagesSOP InvoicingchandanNo ratings yet
- P021.46 DB54 Mat Mep Mech 007Document2 pagesP021.46 DB54 Mat Mep Mech 007sasi kNo ratings yet
- Humidifier ManualDocument48 pagesHumidifier ManualNarcís Guinart i SirventNo ratings yet
- Authorised Distributors Price ListDocument4 pagesAuthorised Distributors Price ListKevin MaldeNo ratings yet
- General Guidelines For Spreading Financial StatementsDocument8 pagesGeneral Guidelines For Spreading Financial StatementsChandan Kumar ShawNo ratings yet
- Kei Terms & ConditionsDocument7 pagesKei Terms & ConditionsHemantSharmaNo ratings yet
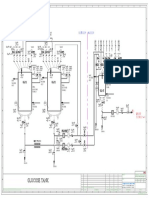
- Glucose TankDocument1 pageGlucose TankProchem ECNo ratings yet
- Saudi Aramco Oil Analyzer Specification SheetsDocument10 pagesSaudi Aramco Oil Analyzer Specification Sheetszizu1234No ratings yet
- Presentation On HavellsDocument8 pagesPresentation On HavellsenggshantNo ratings yet
- Alstom Palm Circ AirDocument22 pagesAlstom Palm Circ AirAbd Rahman AliasNo ratings yet
- Bill Tracker - Logix City CentreDocument7 pagesBill Tracker - Logix City CentreSabneesh ChaveriyaNo ratings yet
- CAT Project Quality Reports File IndexDocument127 pagesCAT Project Quality Reports File IndexEswari AnandNo ratings yet
- Basic Knowledge of QualityDocument24 pagesBasic Knowledge of QualitysabordasNo ratings yet
- Powder Coated Tough 15-01 Jan-Feb 2021Document60 pagesPowder Coated Tough 15-01 Jan-Feb 2021suhaanbavNo ratings yet
- Final Settlement DetailsDocument1 pageFinal Settlement DetailskhalilNo ratings yet
- BM IL Kodya Yogyakarta: Project ScheduleDocument7 pagesBM IL Kodya Yogyakarta: Project ScheduleembundilangitNo ratings yet
- Profile 45 250 Sandwich Panel Techincal DatasheetDocument2 pagesProfile 45 250 Sandwich Panel Techincal DatasheetEle SultanaNo ratings yet
- CHT2-CC-22 - Warehouse 2 Precast FabricationDocument32 pagesCHT2-CC-22 - Warehouse 2 Precast Fabricationsimeon james villacrusisNo ratings yet
- Pressure Transmitter Elec: Instrument Calibration ResultDocument2 pagesPressure Transmitter Elec: Instrument Calibration ResultIsaalexNo ratings yet
- Global Cost Center Codes and DescriptionsDocument13 pagesGlobal Cost Center Codes and DescriptionsAndrzej PolNo ratings yet
- 21 Sub-Contractor - Supplier Submittal FormDocument1 page21 Sub-Contractor - Supplier Submittal FormMahmoud IdriesNo ratings yet
- Lab02 Excel ManualDocument40 pagesLab02 Excel ManualShenan TamNo ratings yet
- Final SettlementDocument1 pageFinal SettlementHOSAM HUSSEINNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument24 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- Cost Sheet & Single or Output Costing: Rs. RsDocument23 pagesCost Sheet & Single or Output Costing: Rs. RsKnshk SnghNo ratings yet
- Bms CHILLERDocument21 pagesBms CHILLERsajeevi piumikaNo ratings yet
- Data sheet for LV switchgearDocument18 pagesData sheet for LV switchgearNicodemus Ervino MandalaNo ratings yet
- FS 3202 - FS-Flow Transmitter (Electronic)Document9 pagesFS 3202 - FS-Flow Transmitter (Electronic)Binu ManiNo ratings yet
- B 07Document31 pagesB 07NizarHamrouniNo ratings yet
- Inventaris Alat Medis 2020Document9 pagesInventaris Alat Medis 2020wahyuwiarsoNo ratings yet
- License AgreementDocument23 pagesLicense AgreementRezky Z TrendNo ratings yet
- Application ID: (For Office Use)Document27 pagesApplication ID: (For Office Use)Hrishikesh Kharade100% (1)
- Air Tools and Air Consumption PDFDocument13 pagesAir Tools and Air Consumption PDFNEDALNo ratings yet
- 4 Jay SheetDocument55 pages4 Jay Sheetjay koshtiNo ratings yet
- E-Way Bill Generation in Tally- Practical GuideDocument7 pagesE-Way Bill Generation in Tally- Practical GuideAmit JoshiNo ratings yet
- HeatcalcDocument12 pagesHeatcalchawk789No ratings yet
- All India CW Pricelist Wef 01.08.2022Document6 pagesAll India CW Pricelist Wef 01.08.2022Bharath Raj SNo ratings yet
- UntitledDocument8 pagesUntitledMohammed HijaziNo ratings yet
- MIR Material Inspection RequestDocument1 pageMIR Material Inspection RequestemrahhalacogluNo ratings yet
- New ChangeDocument68 pagesNew ChangeAnoop Kamla PandeyNo ratings yet
- Manufacturing Processes: Chapter SevenDocument15 pagesManufacturing Processes: Chapter SevenVinayak SaxenaNo ratings yet
- Manufacturing ProcessDocument14 pagesManufacturing Processayushichaudhary72No ratings yet
- Facility Layout, PPTDocument22 pagesFacility Layout, PPTsakhawatNo ratings yet
- Name: DEC. 17, 2020 Buscom ScoreDocument4 pagesName: DEC. 17, 2020 Buscom ScoreErica DaprosaNo ratings yet
- You Exec - MECE Principle FreeDocument6 pagesYou Exec - MECE Principle FreefullaNo ratings yet
- People and Economic Activity - Wine Industry and Case StudyDocument17 pagesPeople and Economic Activity - Wine Industry and Case StudyShane Daly100% (3)
- WHY KODAK FAILED TO ADAPT TO DIGITAL PHOTOGRAPHYDocument12 pagesWHY KODAK FAILED TO ADAPT TO DIGITAL PHOTOGRAPHYdeepak yadavNo ratings yet
- Reverse Take-Overs in Canada: Osler GuideDocument15 pagesReverse Take-Overs in Canada: Osler GuidePolina ChtchelockNo ratings yet
- Department of Collegiate and Technical Education: Government Polytechnic, KarwarDocument41 pagesDepartment of Collegiate and Technical Education: Government Polytechnic, Karwarmisba shaikhNo ratings yet
- IC Brand Visual Identity Checklist 11225 - WORDDocument2 pagesIC Brand Visual Identity Checklist 11225 - WORDkokobrashNo ratings yet
- TWS600S pump worksheetDocument26 pagesTWS600S pump worksheetSERGIO ARMANDO SANCHEZ ROQUENo ratings yet
- Banana Mania's SEO-Optimized TitleDocument45 pagesBanana Mania's SEO-Optimized TitleMary Ann IsananNo ratings yet
- NPA - SITXWHS007 Assessment 2 - Project FinalDocument25 pagesNPA - SITXWHS007 Assessment 2 - Project FinalJoshua Estrada AbellaNo ratings yet
- Sony Betamax Brand Failure: Hitesh BhasinDocument3 pagesSony Betamax Brand Failure: Hitesh Bhasinakash bathamNo ratings yet
- Consumer Affairs Authority - Gazette Extraordinary No 2327-35Document4 pagesConsumer Affairs Authority - Gazette Extraordinary No 2327-35Adaderana OnlineNo ratings yet
- Employment Density Guide: 3 EditionDocument40 pagesEmployment Density Guide: 3 EditionBe Seang SeNo ratings yet
- Özde Kızıloğlu ResumeDocument3 pagesÖzde Kızıloğlu ResumeozdeNo ratings yet
- Andersen & Petersen (1993)Document5 pagesAndersen & Petersen (1993)Manal ELKASSIMINo ratings yet
- August Dialy Walkin ReportDocument23 pagesAugust Dialy Walkin Reportcheater1111No ratings yet
- Ordinal Utility TheoryDocument20 pagesOrdinal Utility TheoryJagdish BhattNo ratings yet
- 58 TQMDocument8 pages58 TQMWorld Of CreativityNo ratings yet
- MCQS Chapter 8 Company Law 2017Document14 pagesMCQS Chapter 8 Company Law 2017BablooNo ratings yet
- Past Year Eco Question PaperDocument11 pagesPast Year Eco Question PaperzaniNo ratings yet
- Copia de SustainableFashionandTextilesDesignJourneysbyKateFletcherEarthscan2008Document6 pagesCopia de SustainableFashionandTextilesDesignJourneysbyKateFletcherEarthscan2008martina torresNo ratings yet
- Design for Manufacturing and Assembly GuideDocument10 pagesDesign for Manufacturing and Assembly GuideTOSIF MUJAWARNo ratings yet
- Skoda RepositioningDocument2 pagesSkoda RepositioningKhaoula RezzoukNo ratings yet
- Dr. A.K. Sengupta: Former Dean, Indian Institute of Foreign TradeDocument12 pagesDr. A.K. Sengupta: Former Dean, Indian Institute of Foreign TradeimadNo ratings yet
- WA 6 NPV, IRR and PaybackDocument7 pagesWA 6 NPV, IRR and PaybackUbong AkpekongNo ratings yet
- Mechanical Engg. Market SurveyDocument6 pagesMechanical Engg. Market SurveyDhaval GamechiNo ratings yet
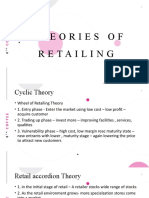
- Theories of RetailingDocument9 pagesTheories of Retailingsandra bonifusNo ratings yet
- Research Design Dissertation ExampleDocument6 pagesResearch Design Dissertation ExampleWriteMyEconomicsPaperFortCollins100% (1)
- HSG THPT Mock Exam 01Document17 pagesHSG THPT Mock Exam 01nhưNo ratings yet
- M02 CILO14 WK07to12 Partnership LiquidationDocument15 pagesM02 CILO14 WK07to12 Partnership LiquidationHoney Faith Dela CruzNo ratings yet