You might also like
- Execution & Engineering Principles of Control Modulus Column (CMC)Document6 pagesExecution & Engineering Principles of Control Modulus Column (CMC)faisaltmNo ratings yet
- Chemistry - Test ElectrochemistryDocument12 pagesChemistry - Test Electrochemistrypolamraju100% (1)
- Hand Lay-Up For FRP FabricationDocument26 pagesHand Lay-Up For FRP FabricationAbhey Dogra100% (3)
- Hand Lay UpDocument29 pagesHand Lay UpRavendran Krishnan100% (2)
- Mechanical Interview Questions and AnswersDocument56 pagesMechanical Interview Questions and AnswersMohamed Fakhr El DinNo ratings yet
- Liquid Based process-SLADocument33 pagesLiquid Based process-SLANeehar MehtaNo ratings yet
- Materials NeededDocument8 pagesMaterials Neededjohn christian de leonNo ratings yet
- Exercises Plasma PhysicsDocument67 pagesExercises Plasma PhysicsEsthefano Morales Campaña100% (1)
- PH ORP HandbookDocument72 pagesPH ORP Handbooksedgehammer100% (1)
- RP Unit32Document64 pagesRP Unit32defifepNo ratings yet
- Solid Ground Curing (SGC)Document1 pageSolid Ground Curing (SGC)Ahmed Khalid HussainNo ratings yet
- Rapid Prototyping and Freeform Fabrication - Some TechniquesDocument16 pagesRapid Prototyping and Freeform Fabrication - Some TechniquesDean PaulNo ratings yet
- Solid Ground CuringDocument18 pagesSolid Ground CuringSreedhar Pugalendhi100% (1)
- Solid Ground CuringDocument11 pagesSolid Ground CuringParth Modi100% (4)
- Selective Laser SinteringDocument5 pagesSelective Laser Sinteringmanoharanpark_433315No ratings yet
- 3.1.7 Research and DevelopmentDocument11 pages3.1.7 Research and DevelopmentHALO MC NOBLE ACTUALNo ratings yet
- Unit - 4 - Powder Based RP ProcessesDocument53 pagesUnit - 4 - Powder Based RP ProcessesWilsonNo ratings yet
- Grp3 Seminar Rapid PrototypingDocument27 pagesGrp3 Seminar Rapid Prototypingविशाल पुडासैनीNo ratings yet
- Unit 3Document36 pagesUnit 3akshaymm1616No ratings yet
- Am - Unit 2 - NotesDocument36 pagesAm - Unit 2 - NotesNarender NarruNo ratings yet
- Solid Groung CuringDocument16 pagesSolid Groung Curingselva_raj215414100% (2)
- Module 3 - 1Document26 pagesModule 3 - 1Biswajit LME016100% (1)
- Additive Manufacturing PPT For DLDocument35 pagesAdditive Manufacturing PPT For DLGopal PmNo ratings yet
- Composite Manufacturing ProcessesDocument20 pagesComposite Manufacturing ProcessesNiranjanBandaNo ratings yet
- CoatingDocument16 pagesCoatingPubg fansNo ratings yet
- Solid Ground Curing, Holographic Interference Solidification & ElectrosettingDocument4 pagesSolid Ground Curing, Holographic Interference Solidification & ElectrosettingAyushNo ratings yet
- Nermin, Additive ManufacturingDocument8 pagesNermin, Additive ManufacturingElsaid SalahNo ratings yet
- Additive Manufacturing 18ME741 Module 2Document16 pagesAdditive Manufacturing 18ME741 Module 2zroranoa3No ratings yet
- Solid Ground CuringDocument10 pagesSolid Ground CuringAkshay Hejjaji100% (2)
- 0 - Impression Intro WetDocument105 pages0 - Impression Intro WetCHAKER TAYEBNo ratings yet
- Rapid Prototyping - 2 Module and Module 3Document49 pagesRapid Prototyping - 2 Module and Module 3ENG19CS0357 Vedha Murthy N LNo ratings yet
- Additive ManufacturingDocument27 pagesAdditive Manufacturinglorraine SandyNo ratings yet
- Better Aluminium Mirrors by Integrating Plasma Pretreatment, Sputtering, and Plasma Polymerization For Large-Scale Car Headlight Production KDocument10 pagesBetter Aluminium Mirrors by Integrating Plasma Pretreatment, Sputtering, and Plasma Polymerization For Large-Scale Car Headlight Production Kani putkaradzeNo ratings yet
- Rapid Prototyping: Create Something QuicklyDocument8 pagesRapid Prototyping: Create Something QuicklyAnonymous ecgeyhVNo ratings yet
- 1.how Do You Classify The RP Processes?: Unit Ii Part - ADocument24 pages1.how Do You Classify The RP Processes?: Unit Ii Part - AB. selvababuNo ratings yet
- TrosDocument14 pagesTrosyeabsira getachewNo ratings yet
- Stereolithography Apparatus (SLA)Document19 pagesStereolithography Apparatus (SLA)Hamza ShafiqNo ratings yet
- Unit 1 SGC NotesDocument5 pagesUnit 1 SGC NotesChính ĐốngNo ratings yet
- Material Jetting - Lecture NotesDocument19 pagesMaterial Jetting - Lecture NotesChandan KumarNo ratings yet
- Solid Ground CuringDocument2 pagesSolid Ground Curingbhuvanesh85No ratings yet
- AMT UNIT 03 Study MaterialDocument26 pagesAMT UNIT 03 Study Materialadithyasheshadri22313No ratings yet
- Unit 6Document55 pagesUnit 6temobam569No ratings yet
- Module 4 Rapid Tooling and Reverse Engineering PDFDocument152 pagesModule 4 Rapid Tooling and Reverse Engineering PDFDiscord YtNo ratings yet
- Solid Ground Curing 3d PrintingDocument3 pagesSolid Ground Curing 3d PrintingIonuț Stănculea0% (1)
- Puducherry Tehnological University Newer Materials and ProcessingDocument22 pagesPuducherry Tehnological University Newer Materials and ProcessingSHYAM SUNDARNo ratings yet
- Module 2 - 2Document31 pagesModule 2 - 2Biswajit LME016No ratings yet
- Laminated Object ManufacturingDocument6 pagesLaminated Object Manufacturingpapajohn1383No ratings yet
- Direct Shell Production CastingDocument7 pagesDirect Shell Production Castingmanoharanpark_43331550% (2)
- Manufacturing of FRPsDocument37 pagesManufacturing of FRPsPavan MehataNo ratings yet
- Rapid PrototypingDocument30 pagesRapid PrototypingAnupama YadavNo ratings yet
- Rapid Pro To TypingDocument21 pagesRapid Pro To TypingRaman KingNo ratings yet
- Unit 07 - SolutionDocument7 pagesUnit 07 - SolutionScribdTranslationsNo ratings yet
- Laminated Object Manufacturing (LOM) Is A RP Process That Was Developed andDocument6 pagesLaminated Object Manufacturing (LOM) Is A RP Process That Was Developed andJeyaram kumarNo ratings yet
- The SCRIMP ProcessDocument56 pagesThe SCRIMP ProcessM PraveenNo ratings yet
- Additive Layer ManufacturingDocument21 pagesAdditive Layer ManufacturingHo JustinNo ratings yet
- Rapid Prototyping of AhtaiDocument14 pagesRapid Prototyping of AhtaiAbdul MushawwirNo ratings yet
- Rapid Prototyping and Surface Modification TechniquesDocument46 pagesRapid Prototyping and Surface Modification TechniquesmanuNo ratings yet
- Unit 9 Plate and Press Problems: Task 1 Read The Text and Then Answer The QuestionsDocument19 pagesUnit 9 Plate and Press Problems: Task 1 Read The Text and Then Answer The QuestionsLieu DangNo ratings yet
- Wafer Level CamerasDocument5 pagesWafer Level CamerasidatscribdNo ratings yet
- Vat Photopolymerization ProcessesDocument17 pagesVat Photopolymerization Processeshimanshu singhNo ratings yet
- DR - Lakshmidevamma.M.M Department of Mechanical Engineering, Gec, KushalnagarDocument12 pagesDR - Lakshmidevamma.M.M Department of Mechanical Engineering, Gec, KushalnagarAKASHNo ratings yet
- Objet Eden Application Guide - VeroClearDocument2 pagesObjet Eden Application Guide - VeroClearMedSparkNo ratings yet
- Shear Stress - 2D Pure ShearDocument2 pagesShear Stress - 2D Pure Shearcena3135No ratings yet
- ARE Structures Cheat Sheet PDFDocument4 pagesARE Structures Cheat Sheet PDFDrewNo ratings yet
- Ch7 Section 7.1 Fogler 4th EdDocument17 pagesCh7 Section 7.1 Fogler 4th EdGermán González SilvaNo ratings yet
- Property Tables and Charts (English Units) : AppendixDocument41 pagesProperty Tables and Charts (English Units) : AppendixStephy Marie PhillipsNo ratings yet
- Technical Note 4Document3 pagesTechnical Note 4princedottyNo ratings yet
- (Gallant) SPE-25794-MS (Mechanisms)Document12 pages(Gallant) SPE-25794-MS (Mechanisms)Diego Fernando Urrego SierraNo ratings yet
- Columns - Homework Solutions 2 PDFDocument6 pagesColumns - Homework Solutions 2 PDFChristopher GeereNo ratings yet
- CIE AS & A-Level Chemistry Specification: Edition (978-140-852736-8)Document4 pagesCIE AS & A-Level Chemistry Specification: Edition (978-140-852736-8)Posy PosyNo ratings yet
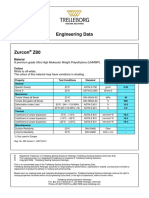
- Zurcon Z80 PDFDocument1 pageZurcon Z80 PDFLuz SmithNo ratings yet
- 305W Structure LabReport Template Me1Document25 pages305W Structure LabReport Template Me1slp5113100% (1)
- 2560 Lambert-BeerLawDocument8 pages2560 Lambert-BeerLawsong flamesNo ratings yet
- Chapter #6 Study GuideDocument6 pagesChapter #6 Study GuideAmanda BartleyNo ratings yet
- Ceramic CAD/CAM Materials: An Overview of Clinical Uses and ConsiderationsDocument10 pagesCeramic CAD/CAM Materials: An Overview of Clinical Uses and ConsiderationsNajeeb UllahNo ratings yet
- Alat Ukur ViskositasDocument6 pagesAlat Ukur ViskositasLelyana PutriNo ratings yet
- Final ReportDocument25 pagesFinal ReportAdil SaleemNo ratings yet
- The Difference Between AG Glass, AR Glass and AF Glass.Document3 pagesThe Difference Between AG Glass, AR Glass and AF Glass.HAN HANNo ratings yet
- Vortex Cooler: Description: Compact, Reliable and Low Cost Way To Cool and PurgeDocument4 pagesVortex Cooler: Description: Compact, Reliable and Low Cost Way To Cool and PurgeDave MartinNo ratings yet
- Pedrollo CP 25-200ADocument4 pagesPedrollo CP 25-200AChristian Ve GaNo ratings yet
- Recent Advances in Ionic Liquid-Based Electrochemical BiosensorsDocument15 pagesRecent Advances in Ionic Liquid-Based Electrochemical BiosensorsELIZABETHNo ratings yet
- Introduction To Biomedical SensorsDocument35 pagesIntroduction To Biomedical SensorsAbubakar SadiqNo ratings yet
- Fatigue of Aluminium WeldmentsDocument71 pagesFatigue of Aluminium WeldmentsHagen_of_TronjeNo ratings yet
- Locate The Centroid of The Shaded AreaDocument7 pagesLocate The Centroid of The Shaded Areapsw1717No ratings yet
- High-Pressure Fans, typeXP - BrochureDocument4 pagesHigh-Pressure Fans, typeXP - BrochureAnonymous Cxriyx9HIXNo ratings yet
- Dynamic Planet: Answer KeyDocument7 pagesDynamic Planet: Answer KeyManoj Kumar UpadhyayNo ratings yet
- Failure of A Copper Condenser Dashpot (Presentation)Document23 pagesFailure of A Copper Condenser Dashpot (Presentation)Mahmoud KassabNo ratings yet