You might also like
- The Fabrication of Materials: Materials TechnologyFrom EverandThe Fabrication of Materials: Materials TechnologyRating: 5 out of 5 stars5/5 (1)
- Closed Moulding ProcessDocument8 pagesClosed Moulding ProcessprasannabalajiNo ratings yet
- TrosDocument14 pagesTrosyeabsira getachewNo ratings yet
- Fabrication Processes ComparisonDocument26 pagesFabrication Processes ComparisonMohamed Mazhar DNo ratings yet
- FABRICATION TECHNIQUESDocument4 pagesFABRICATION TECHNIQUESSandhya BiradarNo ratings yet
- Resin Infusion MoldingDocument111 pagesResin Infusion MoldingAnkitChoudhary100% (2)
- Braiding Vacuum Bagging Resin Transfer Molding - RTM Centrifugal Casting ReferencesDocument7 pagesBraiding Vacuum Bagging Resin Transfer Molding - RTM Centrifugal Casting Referencesاحمد حمديNo ratings yet
- PMC Manufacturing ProcessesDocument6 pagesPMC Manufacturing ProcessesHasham AhmadNo ratings yet
- Composite Manufacturing ProDocument5 pagesComposite Manufacturing ProJogesh BarikNo ratings yet
- Manufacture of Composites: Submitted To - S.S GodaraDocument37 pagesManufacture of Composites: Submitted To - S.S GodaraRais Alfiansyah TaufiqNo ratings yet
- Material Study About FCRPDocument51 pagesMaterial Study About FCRPABeer AkNo ratings yet
- Filament winding and pultrusion compositesDocument22 pagesFilament winding and pultrusion compositesHardeep SinghNo ratings yet
- Manufacturing of Polymer CompositesDocument17 pagesManufacturing of Polymer CompositesMaya VargheseNo ratings yet
- NIT Tiruchirappalli Resin Transfer Molding ProcessDocument11 pagesNIT Tiruchirappalli Resin Transfer Molding Processyuvi yuviNo ratings yet
- Open Mold Fabrication of Polymer Matrix CompositesDocument2 pagesOpen Mold Fabrication of Polymer Matrix CompositesaliNo ratings yet
- Manufacture of Composites: Submitted To - S.S GodaraDocument37 pagesManufacture of Composites: Submitted To - S.S GodaraRais Alfiansyah TaufiqNo ratings yet
- Ramid Fiber CharacteristicsDocument3 pagesRamid Fiber CharacteristicsNebyat YazachewNo ratings yet
- Polymer Matrix CompositesDocument84 pagesPolymer Matrix Compositesعلي الشمريNo ratings yet
- Centrifugal CastingDocument4 pagesCentrifugal CastingaerovinuNo ratings yet
- Resintransfermoulding 1Document14 pagesResintransfermoulding 1Raushan DivanshNo ratings yet
- Hand Lay Up Spray Up Vacuum Bag and Autoclave Feb2020.6310.1583551554.9171Document67 pagesHand Lay Up Spray Up Vacuum Bag and Autoclave Feb2020.6310.1583551554.9171EudoNo ratings yet
- Composite FabricationDocument8 pagesComposite FabricationAbu Bakar SiddiqueNo ratings yet
- Designing With Advance Material: Lab Report - Important Industrial Methods of FRP Composite FabricationDocument9 pagesDesigning With Advance Material: Lab Report - Important Industrial Methods of FRP Composite Fabricationprashant chouhanNo ratings yet
- Polymers and Its TypesDocument9 pagesPolymers and Its TypesZarnain khanNo ratings yet
- Resin Transfer Molding: A Guide to the Process and Its BenefitsDocument20 pagesResin Transfer Molding: A Guide to the Process and Its BenefitsSalman FarisNo ratings yet
- Composite Materialslab Text BookDocument49 pagesComposite Materialslab Text BookSHAHBAZ PNo ratings yet
- Unit 2 AutoclaveDocument13 pagesUnit 2 AutoclavehamdanforaeroNo ratings yet
- Seminar ReportDocument21 pagesSeminar ReportJamie HallNo ratings yet
- Fiber Reinforced Plastics & Laminates GuideDocument32 pagesFiber Reinforced Plastics & Laminates GuideMercyJatindroNo ratings yet
- Composites Mod02lec01Document49 pagesComposites Mod02lec01Mathew JohnNo ratings yet
- Module 2Document54 pagesModule 2akash kumarNo ratings yet
- Composite Manufacturing TechniquesDocument19 pagesComposite Manufacturing TechniquesMercyJatindroNo ratings yet
- Unit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentDocument13 pagesUnit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentSaisurendra VeerlaNo ratings yet
- Hand Lay Up Process Guide for Composite ManufacturingDocument29 pagesHand Lay Up Process Guide for Composite ManufacturingRavendran Krishnan100% (2)
- Types of Composite ManufacturingDocument42 pagesTypes of Composite Manufacturingu2b11517100% (2)
- Composite Manufacturing 101Document84 pagesComposite Manufacturing 101veljko100% (1)
- Manufacturing of FRPsDocument37 pagesManufacturing of FRPsPavan MehataNo ratings yet
- Resin Transfer MouldingDocument15 pagesResin Transfer MouldingRaushan DivanshNo ratings yet
- Composite Fabrication by Filament WindingDocument26 pagesComposite Fabrication by Filament WindingAVI_ROHININo ratings yet
- 0 - Impression Intro WetDocument105 pages0 - Impression Intro WetCHAKER TAYEBNo ratings yet
- FRP Processing Methods GuideDocument47 pagesFRP Processing Methods GuideABeer AkNo ratings yet
- Composite Manufacturing ProcessesDocument20 pagesComposite Manufacturing ProcessesNiranjanBandaNo ratings yet
- Compos Manufac - Prof. BalasubramanianDocument87 pagesCompos Manufac - Prof. BalasubramanianDamodara Reddy100% (1)
- Resin Transfer Molding (RTM) Feb2020.6310.1587310684.4315Document18 pagesResin Transfer Molding (RTM) Feb2020.6310.1587310684.4315EudoNo ratings yet
- Raw Material E-Glass FibberDocument7 pagesRaw Material E-Glass Fibberpramo_dassNo ratings yet
- Polymer CompressedDocument87 pagesPolymer CompressedWilliam OketamiNo ratings yet
- Wet/Hand Lay-Up Spray Lay-Up Autoclave Curing Filament Winding Pultrusion ReferencesDocument10 pagesWet/Hand Lay-Up Spray Lay-Up Autoclave Curing Filament Winding Pultrusion Referenceskdastro009No ratings yet
- Nermin, Additive ManufacturingDocument8 pagesNermin, Additive ManufacturingElsaid SalahNo ratings yet
- Composite Manufacturing ProcessesDocument4 pagesComposite Manufacturing ProcessesUmesh KsNo ratings yet
- Manisa Celal Bayar University Department of Metallurgy and Materials Engineering 2020Document30 pagesManisa Celal Bayar University Department of Metallurgy and Materials Engineering 2020Bilim KapsülüNo ratings yet
- Roger Rowell and Jane O'Dell R. K. Basak and M. Sarkar: Applications of Jute in Resin Transfer MoldingDocument10 pagesRoger Rowell and Jane O'Dell R. K. Basak and M. Sarkar: Applications of Jute in Resin Transfer MoldingAyushRajNo ratings yet
- Submitted in Partial Fulfillment of Final Semester ofDocument20 pagesSubmitted in Partial Fulfillment of Final Semester ofRamakant MandalNo ratings yet
- Smart Composites: Angel College of Engineering and TechnologyDocument12 pagesSmart Composites: Angel College of Engineering and Technologydolly707No ratings yet
- Composite Materials: SecondDocument24 pagesComposite Materials: Secondconcord1103No ratings yet
- Functions of A Matrix: 1.holds The Fibres Together. 2.protects The Fibres From EnvironmentDocument45 pagesFunctions of A Matrix: 1.holds The Fibres Together. 2.protects The Fibres From EnvironmentNaveen NaviNo ratings yet
- Final Year ProjectDocument9 pagesFinal Year ProjectSubhi MohamadNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- Computers in MeasurementsDocument14 pagesComputers in MeasurementsAmit GhadeNo ratings yet
- 17. THERMOSET INJECTION MOLDINGDocument27 pages17. THERMOSET INJECTION MOLDINGM PraveenNo ratings yet
- SD & MM FLOW WITH T-CODE (1)Document3 pagesSD & MM FLOW WITH T-CODE (1)M PraveenNo ratings yet
- 32. Polymers&CompoundingDocument80 pages32. Polymers&CompoundingM PraveenNo ratings yet
- abap-slides-user-defined-data-types-and-dataDocument43 pagesabap-slides-user-defined-data-types-and-dataM PraveenNo ratings yet
- ForgingDocument47 pagesForgingM PraveenNo ratings yet
- Measurment of Concentricity and Symmetry: Bejoy C Jose 0209 Pgte NTTFDocument15 pagesMeasurment of Concentricity and Symmetry: Bejoy C Jose 0209 Pgte NTTFMoham'medAlthafAs'lamNo ratings yet
- Design Considerations in Injection MoldingDocument18 pagesDesign Considerations in Injection MoldingM PraveenNo ratings yet
- F&L Panel Discussion Supply Chain Visibility: Elinor Castell, SAP SE Sean Potter, DFDSDocument9 pagesF&L Panel Discussion Supply Chain Visibility: Elinor Castell, SAP SE Sean Potter, DFDSCharly JuárezNo ratings yet
- Circularity and CylindricityDocument17 pagesCircularity and CylindricityMoham'medAlthafAs'lamNo ratings yet
- Metal Spinning Guide: Processes, Equipment and ApplicationsDocument63 pagesMetal Spinning Guide: Processes, Equipment and ApplicationsM PraveenNo ratings yet
- RIM Process for Producing Polyurethane PartsDocument39 pagesRIM Process for Producing Polyurethane PartsM PraveenNo ratings yet
- Design of Gravity Die CastingsDocument25 pagesDesign of Gravity Die CastingsM PraveenNo ratings yet
- Analytical Techniques in Molding Using Cae: BY Priyaranjandas.K 4 Sem PgteDocument92 pagesAnalytical Techniques in Molding Using Cae: BY Priyaranjandas.K 4 Sem PgteM PraveenNo ratings yet
- Circular Runout AND Total RunoutDocument18 pagesCircular Runout AND Total RunoutMoham'medAlthafAs'lamNo ratings yet
- Laser Technology in MeasurementsDocument11 pagesLaser Technology in MeasurementsMoham'medAlthafAs'lamNo ratings yet
- Multipoint Fuel Injection SystemDocument12 pagesMultipoint Fuel Injection SystemM PraveenNo ratings yet
- SBasic ABAPDocument168 pagesSBasic ABAPTejaswi paritala100% (2)
- Planned MaintenancePartIIDocument70 pagesPlanned MaintenancePartIIM PraveenNo ratings yet
- FormingAndShapingPlasticsDocument30 pagesFormingAndShapingPlasticsM PraveenNo ratings yet
- Parallelism Perpendicularity AngularityDocument45 pagesParallelism Perpendicularity AngularityMoham'medAlthafAs'lamNo ratings yet
- Freezing of CastingDocument41 pagesFreezing of Castingsharri_myidtrNo ratings yet
- Virtual RealityDocument33 pagesVirtual RealityM Praveen0% (1)
- Seminar On: Aravinda H.SDocument55 pagesSeminar On: Aravinda H.SM PraveenNo ratings yet
- MagmaAnalysisCaseStudyResultsDocument3 pagesMagmaAnalysisCaseStudyResultsM PraveenNo ratings yet
- Gravity CastingDocument66 pagesGravity CastingVishnu Thampi100% (1)
- MagmaAnalysisCaseStudyResultsDocument3 pagesMagmaAnalysisCaseStudyResultsM PraveenNo ratings yet
- Dimensional Analysis and Achievable Tolerances in Die CastingDocument50 pagesDimensional Analysis and Achievable Tolerances in Die CastingM PraveenNo ratings yet
- SqueezeDieCasting2Document27 pagesSqueezeDieCasting2M PraveenNo ratings yet
- PTE 526 Natural Gas Engineering: BY Engr. J. O. OwolabiDocument124 pagesPTE 526 Natural Gas Engineering: BY Engr. J. O. Owolabiokeke ekeneNo ratings yet
- Komatsu WB93R-2 engine repair manual sectionsDocument439 pagesKomatsu WB93R-2 engine repair manual sectionsBoyko Vasilev86% (7)
- Prefabrication IntroductionDocument3 pagesPrefabrication IntroductionGiri ThirthaNo ratings yet
- MONLEON, REI JULIAN KYLE T. - Module 3 - Assignment 3 - MT NPBST 11 A1Document5 pagesMONLEON, REI JULIAN KYLE T. - Module 3 - Assignment 3 - MT NPBST 11 A1Christian Felix GuevarraNo ratings yet
- Service Manual: Super PlusDocument250 pagesService Manual: Super PlusАндрей Рычков100% (1)
- Steel Conduit Install Guide PDFDocument32 pagesSteel Conduit Install Guide PDFOliver Hermosa100% (1)
- ISO 3834 2 - Rev. 1.0 - ENG - Final 20201016 1Document2 pagesISO 3834 2 - Rev. 1.0 - ENG - Final 20201016 1musthafaNo ratings yet
- Comparative Study of Honda City and Hyundai Verna Project ReportDocument78 pagesComparative Study of Honda City and Hyundai Verna Project ReportjasikaNo ratings yet
- Thika Water and Sewerage Company Limited Tender Notice PDFDocument1 pageThika Water and Sewerage Company Limited Tender Notice PDFUsman ArifNo ratings yet
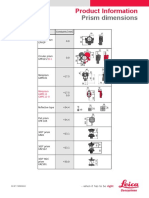
- Leica Prism Constants PDFDocument1 pageLeica Prism Constants PDFAntonio JelacicNo ratings yet
- Project Name: Vibrant 898: Site Address: Village Kadipur, NR SPML WTP, Dholera Sir TP - 1, Taluka Dholera, GujaratDocument5 pagesProject Name: Vibrant 898: Site Address: Village Kadipur, NR SPML WTP, Dholera Sir TP - 1, Taluka Dholera, GujaratShashank WaghmareNo ratings yet
- ESA322 Dynamic Vibration Absorber ProjectDocument15 pagesESA322 Dynamic Vibration Absorber ProjectAhmad ShaqeerNo ratings yet
- Arindam Sarkar ABAPDocument5 pagesArindam Sarkar ABAPMowmita MandalNo ratings yet
- Frank GehryDocument12 pagesFrank Gehrya to z CHANNELNo ratings yet
- Hydrogen AgeingDocument5 pagesHydrogen AgeingChaitanya ShakyaNo ratings yet
- Regulate Solar Power Systems 10-30A MPPT Charger ManualDocument3 pagesRegulate Solar Power Systems 10-30A MPPT Charger ManualMaximusDecimus100% (1)
- Introduccion de GISDocument92 pagesIntroduccion de GISAlejandro MolinaNo ratings yet
- EST Super Compiled (IECEP)Document54 pagesEST Super Compiled (IECEP)kurte moyoNo ratings yet
- Introduction To Chemical Kinetics: CHEM 102 T. HughbanksDocument16 pagesIntroduction To Chemical Kinetics: CHEM 102 T. HughbanksKarthikNo ratings yet
- Nama: Fiqo Pramudia NPM: 09.2018.1.00609 Jurusan: Teknik LingkunganDocument3 pagesNama: Fiqo Pramudia NPM: 09.2018.1.00609 Jurusan: Teknik LingkunganFiqo PramudiaNo ratings yet
- Ligand Field Theory. Cotton PDFDocument12 pagesLigand Field Theory. Cotton PDFIngrid Rincón Valdivieso0% (1)
- 10.03.2020-CeramicMicrospheres 410 TechPaper 9842346 PDFDocument4 pages10.03.2020-CeramicMicrospheres 410 TechPaper 9842346 PDFhomeros76No ratings yet
- CentrexDocument16 pagesCentrexLLNo ratings yet
- STC PDFDocument34 pagesSTC PDFМиша ШаулаNo ratings yet
- Cse314 Advanced-computer-Architecture TH 1.10 Ac26Document2 pagesCse314 Advanced-computer-Architecture TH 1.10 Ac26netgalaxy2010No ratings yet
- 2011 Abstract Book-1Document292 pages2011 Abstract Book-1Sai Krishna YellapuNo ratings yet
- CBR Test of SoilDocument3 pagesCBR Test of SoilRheymar Dela Rosa DiwaNo ratings yet
- 950 Series Digital Protractor PDFDocument1 page950 Series Digital Protractor PDFataraxia57No ratings yet
- Heat Resistant Rust Preventive CoatingDocument2 pagesHeat Resistant Rust Preventive CoatingMar EngineerNo ratings yet
- Project Pegasus Andy Contextualizes Contemporary Time Travel Research 3-18-10Document2 pagesProject Pegasus Andy Contextualizes Contemporary Time Travel Research 3-18-10Lawrence JonesNo ratings yet