You might also like
- Drilling ProcessDocument15 pagesDrilling ProcessAl Fredo95% (21)
- Diamond and CBN English 07Document26 pagesDiamond and CBN English 07Vk PrabakranNo ratings yet
- Versatility of Cored Wire Process For Producing Ductile IronDocument10 pagesVersatility of Cored Wire Process For Producing Ductile IronDNo ratings yet
- Die BlocksDocument22 pagesDie BlocksRasool KhanNo ratings yet
- Cold Working Metal Forming Guide: Shearing, Bending & MoreDocument35 pagesCold Working Metal Forming Guide: Shearing, Bending & MoreVisan NaiduNo ratings yet
- Die Design PresentationDocument24 pagesDie Design PresentationIsrar Equbal100% (1)
- L19 Sheet MetalDocument36 pagesL19 Sheet Metalharrywilson.harish77No ratings yet
- Die Plate Design OptimizationDocument28 pagesDie Plate Design OptimizationDakshNo ratings yet
- BMP - (Class 24 - Class-26) - Metal FormingDocument22 pagesBMP - (Class 24 - Class-26) - Metal FormingAsesh PramanikNo ratings yet
- Manufacturing Processes Ch.6 (20) Sheet Metal WorkingDocument73 pagesManufacturing Processes Ch.6 (20) Sheet Metal Workingashoku24007100% (1)
- Sheet Metal Processes: Forming, Bending, Punching & MoreDocument74 pagesSheet Metal Processes: Forming, Bending, Punching & MoreIcookiesNo ratings yet
- Manufacturing Processes Ch20 Sheet Metal WorkingDocument73 pagesManufacturing Processes Ch20 Sheet Metal WorkingqusayNo ratings yet
- Lecture05-Sheet Metalmorking ProcessDocument54 pagesLecture05-Sheet Metalmorking ProcessberhaneNo ratings yet
- Manufacturing Considerations in DesignDocument6 pagesManufacturing Considerations in DesignKRISHNA KANT GUPTANo ratings yet
- 4 Sheet MetalDocument54 pages4 Sheet MetalShashank PansariNo ratings yet
- Die Casting: From Wikipedia, The Free EncyclopediaDocument11 pagesDie Casting: From Wikipedia, The Free EncyclopediaAbhimannu RathoreNo ratings yet
- Very High Speed Cutting of Titanium Alloy Changes Chip FormationDocument7 pagesVery High Speed Cutting of Titanium Alloy Changes Chip FormationDev RajNo ratings yet
- Drill Bit - WikipediaDocument55 pagesDrill Bit - Wikipediaaddisugebre2125No ratings yet
- V Forge ThixocastingDocument1 pageV Forge ThixocastinggiakovidNo ratings yet
- Manufacturing Processes: KKKM2833Document4 pagesManufacturing Processes: KKKM2833SajjadNo ratings yet
- Carbon Steel Plate Properties and SpecificationsDocument13 pagesCarbon Steel Plate Properties and Specificationsanhtho100% (1)
- Grinding With Segments: Choosing the Right AbrasiveDocument5 pagesGrinding With Segments: Choosing the Right AbrasiveRajesh RamaswamyNo ratings yet
- Chapter 20-Sheet MetalworkingDocument72 pagesChapter 20-Sheet MetalworkingMuhammad Qasim Qureshi100% (1)
- Manpro Combined (Casting Welding)Document400 pagesManpro Combined (Casting Welding)dhruv rohillaNo ratings yet
- Stamping Design GuidelineDocument13 pagesStamping Design GuidelineVikram Borkhediya100% (1)
- Technical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingDocument3 pagesTechnical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingNestramiNo ratings yet
- Manufacturing Process Btech MG University QP SolvedDocument24 pagesManufacturing Process Btech MG University QP SolvedAnonymous f1UCK4100% (2)
- RUUKKI Hot-Rolled Steel Sheets, Plates, Coils - Mechanical Cutting PDFDocument8 pagesRUUKKI Hot-Rolled Steel Sheets, Plates, Coils - Mechanical Cutting PDFX800XLNo ratings yet
- Sheet MetalDocument75 pagesSheet MetalMalik Shahid SultanNo ratings yet
- Sheet Metal Working PDFDocument75 pagesSheet Metal Working PDFKainat jamilNo ratings yet
- Chapter 5-Sheet MetalworkingDocument82 pagesChapter 5-Sheet MetalworkingSeab PisethNo ratings yet
- PENG 6002 - Assignment 1Document12 pagesPENG 6002 - Assignment 1Kirk Woo ChongNo ratings yet
- Sheet Metal Design Training 25april2018 R1Document85 pagesSheet Metal Design Training 25april2018 R1dhruv kumar yashNo ratings yet
- 5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsDocument36 pages5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsAnonymous bqV7MbFSuNo ratings yet
- Drilling Bits SPE Series-ADIDocument62 pagesDrilling Bits SPE Series-ADIAlfredo TintayaNo ratings yet
- Chapter 1b Casting Design ConsiderationsDocument11 pagesChapter 1b Casting Design ConsiderationsPNI SOPHOMORESNo ratings yet
- Mechanics of Grinding ProcessesDocument11 pagesMechanics of Grinding ProcessesIndranil BhattacharyaNo ratings yet
- UNit 3 Part A RevisedDocument76 pagesUNit 3 Part A Revisedraymon sharmaNo ratings yet
- CH03. Sheet Metal ProcessesDocument73 pagesCH03. Sheet Metal ProcesseshizanorhudaNo ratings yet
- Drilling Bits: James A. CraigDocument31 pagesDrilling Bits: James A. CraigPeterMarkNo ratings yet
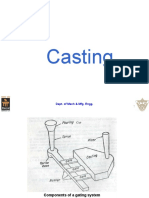
- Casting: Dept. of Mech & Mfg. EnggDocument21 pagesCasting: Dept. of Mech & Mfg. EnggomkardashetwarNo ratings yet
- Tool WearDocument12 pagesTool WearSharath Kumar Bm100% (1)
- Wear Mechanisms of Mold For High Pressure Die Casting In: Review PaperDocument4 pagesWear Mechanisms of Mold For High Pressure Die Casting In: Review PaperZvone DadićNo ratings yet
- Drilling Bits: Dr. Gaurav Pandey Assistant Professor UpesDocument78 pagesDrilling Bits: Dr. Gaurav Pandey Assistant Professor UpeshassanNo ratings yet
- FormingDocument70 pagesFormingarya ladhaniNo ratings yet
- Pas CTG Tur Cer-Cermet enDocument36 pagesPas CTG Tur Cer-Cermet enshumi27No ratings yet
- Ruukki Hot Rolled Steels Processing of Material Flanging Raex and Optim QCDocument9 pagesRuukki Hot Rolled Steels Processing of Material Flanging Raex and Optim QCM R PatraputraNo ratings yet
- K5106 – Types of Crankshaft Construction and Design ConsiderationsDocument13 pagesK5106 – Types of Crankshaft Construction and Design Considerationsdeevan rajNo ratings yet
- Unit 3 PDF Forging Sheet MetalDocument75 pagesUnit 3 PDF Forging Sheet MetalYash KalraNo ratings yet
- Solid and Split Dies GuideDocument16 pagesSolid and Split Dies GuidexzzNo ratings yet
- Chapter 8: Fine Blanking Process Capabilities and Case StudiesDocument20 pagesChapter 8: Fine Blanking Process Capabilities and Case StudiesNarendrareddy Ramireddy50% (6)
- 1271-Article Text-2136-1-10-20190702Document12 pages1271-Article Text-2136-1-10-20190702vignesh558855No ratings yet
- Forming Taps: The Right Tool at The Right TimeDocument9 pagesForming Taps: The Right Tool at The Right TimeĐức Nguyễn VănNo ratings yet
- Rotary Drilling Bits GuideDocument153 pagesRotary Drilling Bits GuideHeris SitompulNo ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Computers in MeasurementsDocument14 pagesComputers in MeasurementsAmit GhadeNo ratings yet
- 16. The SCRIMP processDocument56 pages16. The SCRIMP processM PraveenNo ratings yet
- abap-slides-user-defined-data-types-and-dataDocument43 pagesabap-slides-user-defined-data-types-and-dataM PraveenNo ratings yet
- 32. Polymers&CompoundingDocument80 pages32. Polymers&CompoundingM PraveenNo ratings yet
- 17. THERMOSET INJECTION MOLDINGDocument27 pages17. THERMOSET INJECTION MOLDINGM PraveenNo ratings yet
- F&L Panel Discussion Supply Chain Visibility: Elinor Castell, SAP SE Sean Potter, DFDSDocument9 pagesF&L Panel Discussion Supply Chain Visibility: Elinor Castell, SAP SE Sean Potter, DFDSCharly JuárezNo ratings yet
- Analytical Techniques in Molding Using Cae: BY Priyaranjandas.K 4 Sem PgteDocument92 pagesAnalytical Techniques in Molding Using Cae: BY Priyaranjandas.K 4 Sem PgteM PraveenNo ratings yet
- Metal Spinning Guide: Processes, Equipment and ApplicationsDocument63 pagesMetal Spinning Guide: Processes, Equipment and ApplicationsM PraveenNo ratings yet
- SD & MM FLOW WITH T-CODE (1)Document3 pagesSD & MM FLOW WITH T-CODE (1)M PraveenNo ratings yet
- Laser Technology in MeasurementsDocument11 pagesLaser Technology in MeasurementsMoham'medAlthafAs'lamNo ratings yet
- RIM Process for Producing Polyurethane PartsDocument39 pagesRIM Process for Producing Polyurethane PartsM PraveenNo ratings yet
- ForgingDocument47 pagesForgingM PraveenNo ratings yet
- Planned MaintenancePartIIDocument70 pagesPlanned MaintenancePartIIM PraveenNo ratings yet
- Design Considerations in Injection MoldingDocument18 pagesDesign Considerations in Injection MoldingM PraveenNo ratings yet
- Multipoint Fuel Injection SystemDocument12 pagesMultipoint Fuel Injection SystemM PraveenNo ratings yet
- Circular Runout AND Total RunoutDocument18 pagesCircular Runout AND Total RunoutMoham'medAlthafAs'lamNo ratings yet
- Measurment of Concentricity and Symmetry: Bejoy C Jose 0209 Pgte NTTFDocument15 pagesMeasurment of Concentricity and Symmetry: Bejoy C Jose 0209 Pgte NTTFMoham'medAlthafAs'lamNo ratings yet
- FormingAndShapingPlasticsDocument30 pagesFormingAndShapingPlasticsM PraveenNo ratings yet
- Virtual RealityDocument33 pagesVirtual RealityM Praveen0% (1)
- Design of Gravity Die CastingsDocument25 pagesDesign of Gravity Die CastingsM PraveenNo ratings yet
- Circularity and CylindricityDocument17 pagesCircularity and CylindricityMoham'medAlthafAs'lamNo ratings yet
- MagmaAnalysisCaseStudyResultsDocument3 pagesMagmaAnalysisCaseStudyResultsM PraveenNo ratings yet
- Parallelism Perpendicularity AngularityDocument45 pagesParallelism Perpendicularity AngularityMoham'medAlthafAs'lamNo ratings yet
- Seminar On: Aravinda H.SDocument55 pagesSeminar On: Aravinda H.SM PraveenNo ratings yet
- Gravity CastingDocument66 pagesGravity CastingVishnu Thampi100% (1)
- SBasic ABAPDocument168 pagesSBasic ABAPTejaswi paritala100% (2)
- MagmaAnalysisCaseStudyResultsDocument3 pagesMagmaAnalysisCaseStudyResultsM PraveenNo ratings yet
- Freezing of CastingDocument41 pagesFreezing of Castingsharri_myidtrNo ratings yet
- SqueezeDieCasting2Document27 pagesSqueezeDieCasting2M PraveenNo ratings yet
- A890 13Document5 pagesA890 13arunrathikaNo ratings yet
- Shrinkage TestDocument12 pagesShrinkage TestAlsonChinNo ratings yet
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- On-Line Simulation Guide For Continuous Casting: Steeluniversity KOREA Challenge Contest RelatedDocument22 pagesOn-Line Simulation Guide For Continuous Casting: Steeluniversity KOREA Challenge Contest RelatedhjoutipNo ratings yet
- Ways of Improvement of Technological Process of Copper Wire Rod ProductionDocument6 pagesWays of Improvement of Technological Process of Copper Wire Rod Productionadelafuente2012No ratings yet
- Alloy Steelasdfsdfsa Precision Casting ZG35CrMo, Alloy Steel Precision Casting ZG35CrMo Supplier - SEBONCHINADocument2 pagesAlloy Steelasdfsdfsa Precision Casting ZG35CrMo, Alloy Steel Precision Casting ZG35CrMo Supplier - SEBONCHINAhornet1210% (1)
- How To Avoid Cracks in PlasterDocument3 pagesHow To Avoid Cracks in PlasterShativel ViswanathanNo ratings yet
- Lexan SLX2271TDocument4 pagesLexan SLX2271TVictor CuaicalNo ratings yet
- Casting Cores: Types, Properties and Manufacturing ProcessDocument20 pagesCasting Cores: Types, Properties and Manufacturing ProcesssudhirNo ratings yet
- Chapter XX DfmaDocument20 pagesChapter XX DfmaCholan PillaiNo ratings yet
- Mold Filling and Solidification Modeling InstructionsDocument2 pagesMold Filling and Solidification Modeling InstructionsvmgobinathNo ratings yet
- A536-84 R14 Ductile Iron CastingsDocument6 pagesA536-84 R14 Ductile Iron CastingsLalit Bom MallaNo ratings yet
- Plastic TechnologyDocument171 pagesPlastic Technologyeitan-dalia4971No ratings yet
- Mechanical Engineering Lab ReportDocument4 pagesMechanical Engineering Lab ReportAsif Khan NiaziNo ratings yet
- Orginal!!Denture Processing Errors!!Document31 pagesOrginal!!Denture Processing Errors!!DrVarun Menon57% (7)
- Property Name: Die Casting Centrifugal Casting Investment CastingDocument11 pagesProperty Name: Die Casting Centrifugal Casting Investment CastingjohnblackburnNo ratings yet
- Carbon Dioxide Moulding ProcessDocument17 pagesCarbon Dioxide Moulding ProcessqwertyuioNo ratings yet
- LM Chart Cast Alloys AluminumDocument2 pagesLM Chart Cast Alloys AluminumUpen0% (1)
- Chapter 7Document43 pagesChapter 7Bairoju Shiva KumarNo ratings yet
- Processing of Traditional Ceramics Processing of New Ceramics Processing of CermetsDocument44 pagesProcessing of Traditional Ceramics Processing of New Ceramics Processing of CermetsAhmad Helmi AdnanNo ratings yet
- Astm A 27 PDFDocument4 pagesAstm A 27 PDFRyan LasacaNo ratings yet
- Prediction of Graphite Nodule Count and Shrinkage Tendency of Spheroidal Graphite Cast Iron by One Cup Thermal AnalysisDocument6 pagesPrediction of Graphite Nodule Count and Shrinkage Tendency of Spheroidal Graphite Cast Iron by One Cup Thermal AnalysisMonish Kumar V RNo ratings yet
- Laminacion Semisolida PDFDocument9 pagesLaminacion Semisolida PDFJohan Velasco ArévaloNo ratings yet
- Coaching Notes MC Design 3Document248 pagesCoaching Notes MC Design 3kristan7100% (1)
- Rajasthan Technical University (RTU) Mechanical Engineering YEAR II / SEMESTER III THEORY AND PRACTICALSDocument52 pagesRajasthan Technical University (RTU) Mechanical Engineering YEAR II / SEMESTER III THEORY AND PRACTICALSappannusaNo ratings yet
- Casting Handout Explains Solidification Theory and MicrostructureDocument25 pagesCasting Handout Explains Solidification Theory and MicrostructureRenato GuerreroNo ratings yet
- Grain Refinement of LM6 Al-Si Alloy Sand Castings To Enhance Mechanical PropertiesDocument7 pagesGrain Refinement of LM6 Al-Si Alloy Sand Castings To Enhance Mechanical Propertieskawir84No ratings yet
- C FactorDocument7 pagesC FactorMuthia DewiNo ratings yet
- Alloy WheelDocument18 pagesAlloy Wheelaizaz65No ratings yet