You might also like
- PipingDocument739 pagesPipingAnonymous ieWpd823Lg94% (36)
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Piping Engineering Design GuideDocument255 pagesPiping Engineering Design GuideSandi Aslan80% (5)
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- Process Plant Layout and Piping DesignDocument361 pagesProcess Plant Layout and Piping Designaskaralikk894% (33)
- Piping in Plant Design, Construction and MaintenanceDocument226 pagesPiping in Plant Design, Construction and MaintenanceEfren Ibanez100% (18)
- Piping Engineering Leadership for Process Plant ProjectsFrom EverandPiping Engineering Leadership for Process Plant ProjectsRating: 5 out of 5 stars5/5 (1)
- Piping Design and Operations Guideobook - Volume 1 PDFDocument86 pagesPiping Design and Operations Guideobook - Volume 1 PDFgamron89% (35)
- Process Piping Drafting PDFDocument268 pagesProcess Piping Drafting PDFSocrate Martino96% (23)
- Offshore Piping Design: Technical Design Procedures & Mechanical Piping MethodsFrom EverandOffshore Piping Design: Technical Design Procedures & Mechanical Piping MethodsNo ratings yet
- Process Piping Detailed Engineering - Design & DraftingDocument11 pagesProcess Piping Detailed Engineering - Design & DraftingJohn Mickel100% (2)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Piping Handbook - Hydrocarbon Processing - 1968Document140 pagesPiping Handbook - Hydrocarbon Processing - 1968VS271294% (16)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Piping DesignDocument89 pagesPiping Designbey100% (2)
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsFrom EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (12)
- TOYO - Piping Design Instruction PDFDocument199 pagesTOYO - Piping Design Instruction PDFamirthraj74100% (14)
- Pipe Drafting and Design Third Edition PDFDocument475 pagesPipe Drafting and Design Third Edition PDFHendra Yudistira91% (34)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNo ratings yet
- Piping EngineeringDocument5 pagesPiping EngineeringArun Zac100% (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Piping IsometricsDocument18 pagesPiping IsometricsGanesh EshwarNo ratings yet
- Layout of Piping Systems and Process EquipmentDocument452 pagesLayout of Piping Systems and Process Equipmentjumkung67% (3)
- Piping Design Course SyllabusDocument7 pagesPiping Design Course SyllabusKagira Drawing Soltuion0% (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Stress Analysis of Piping Systems and Pipelines - Harvard - UniversityDocument542 pagesStress Analysis of Piping Systems and Pipelines - Harvard - Universitykaruna346100% (11)
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionFrom EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNo ratings yet
- Concepts of Pipe Stress AnalysisDocument54 pagesConcepts of Pipe Stress AnalysisTejas Patel100% (12)
- Piping DocumentsDocument12 pagesPiping Documentskomail0% (1)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- David R Sherwood, Dennis J Whistance The Piping Guide For The Design and Drafting of Industrial Piping Systems 2009Document216 pagesDavid R Sherwood, Dennis J Whistance The Piping Guide For The Design and Drafting of Industrial Piping Systems 2009Álvaro Rodríguez B100% (7)
- Stress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsFrom EverandStress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsNo ratings yet
- 6-Piping Stress Analysis Case Study (08 - 0507)Document36 pages6-Piping Stress Analysis Case Study (08 - 0507)juan montanbiker100% (9)
- The Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesFrom EverandThe Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesRating: 4 out of 5 stars4/5 (16)
- Pipe Flow Fundamentals Rev 0Document81 pagesPipe Flow Fundamentals Rev 0junaediwendi100% (1)
- Piping HandbookDocument136 pagesPiping HandbookAnonymous Vg5IAD0I100% (9)
- Piping Stress Handbook PDFDocument383 pagesPiping Stress Handbook PDFRyan Goh Chuang Hong80% (5)
- Intro PipingDocument64 pagesIntro PipingAjay Kumar92% (12)
- PipingDocument232 pagesPipingTrishul Nath Pallay100% (3)
- Piping Design For Process PlantsDocument310 pagesPiping Design For Process PlantsCodrut Florea100% (4)
- Design of Piping SystemsDocument115 pagesDesign of Piping SystemsDushyant Varshney100% (2)
- Design of Piping Systems by Tengku SyahdilanDocument115 pagesDesign of Piping Systems by Tengku SyahdilanRagerishcire KanaalaqNo ratings yet
- Design & Const. of Piping SystemsDocument10 pagesDesign & Const. of Piping Systemsunique wordlNo ratings yet
- A Comparitive Study To Find Bend Thickness Calculation Using PASS START ELEMENT TOOLDocument14 pagesA Comparitive Study To Find Bend Thickness Calculation Using PASS START ELEMENT TOOLJafer SayedNo ratings yet
- Pipping FormulaDocument8 pagesPipping Formularajeshsabitha80No ratings yet
- Pressure Part DesignDocument3 pagesPressure Part DesignOmarHddadNo ratings yet
- Pressure Part Design (See Also Stresses, Allowable or Permissible in Pressure Parts)Document3 pagesPressure Part Design (See Also Stresses, Allowable or Permissible in Pressure Parts)OmarHddadNo ratings yet
- What Is The Difference Between "Required", "Nominal" and "Analysis" Pipe Wall Thickness?Document3 pagesWhat Is The Difference Between "Required", "Nominal" and "Analysis" Pipe Wall Thickness?ÅdnAn MehmOodNo ratings yet
- SampleCalculationspipingB3132008 PDFDocument13 pagesSampleCalculationspipingB3132008 PDFsosatlantiqueNo ratings yet
- API 570 FormulasDocument2 pagesAPI 570 FormulasArif Mokhtar89% (9)
- 11 Most Important Questions and AnswersDocument6 pages11 Most Important Questions and AnswersriyashaluriyaNo ratings yet
- ASME B31.5-Refrigeration-PipingDocument11 pagesASME B31.5-Refrigeration-PipingJai100% (2)
- 11 Questions Answers From ASME B313 That A Piping Stress Engineer Must Know PDFDocument10 pages11 Questions Answers From ASME B313 That A Piping Stress Engineer Must Know PDFBogdan ChivulescuNo ratings yet
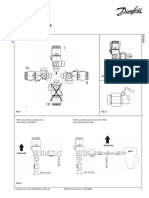
- Safety Relief Valves BSV 8: InstructionsDocument2 pagesSafety Relief Valves BSV 8: InstructionsPaweł HejmowskiNo ratings yet
- Oim Ceha 0aDocument41 pagesOim Ceha 0aHendi HendriansyahNo ratings yet
- Catalog Groove Fitting PDFDocument80 pagesCatalog Groove Fitting PDFjhoger2012No ratings yet
- MR3 SMAG INS DWG 2000IL 30001 - B1 - SiemensDocument35 pagesMR3 SMAG INS DWG 2000IL 30001 - B1 - SiemenscelonevesNo ratings yet
- Pajero 4WD Flashing Light Fix and TroubleshootingDocument13 pagesPajero 4WD Flashing Light Fix and TroubleshootingAren MendozaNo ratings yet
- Gas - GPS PE Pipe - Product HandbookDocument70 pagesGas - GPS PE Pipe - Product Handbookraymond1066No ratings yet
- Steam Sterilizer Washer and Disinfector Low Temperature SterilizerDocument46 pagesSteam Sterilizer Washer and Disinfector Low Temperature SterilizerBashkim IbiNo ratings yet
- ENG2068 SampleofcontentsDocument10 pagesENG2068 SampleofcontentsKlich77No ratings yet
- Micro-Lok® Pipe Insulation Dimensions For NPS Pipe SizesDocument1 pageMicro-Lok® Pipe Insulation Dimensions For NPS Pipe SizesNavdeep Singh SidhuNo ratings yet
- Sectional Water Storage Tank Manual1 PDFDocument26 pagesSectional Water Storage Tank Manual1 PDFdemdiinNo ratings yet
- Composited Lined Butterfly Valves (Series BFVSC)Document12 pagesComposited Lined Butterfly Valves (Series BFVSC)AgustinaDeWinneNo ratings yet
- MECH 103 - 5 Pressure Strength Testing of PipeworkDocument49 pagesMECH 103 - 5 Pressure Strength Testing of PipeworkStroom Limited100% (1)
- 14-11-35-GSP-FP Adden (02-08-19) FULLDocument150 pages14-11-35-GSP-FP Adden (02-08-19) FULLKhang TrầnNo ratings yet
- Piping Design Criteria R410ADocument20 pagesPiping Design Criteria R410Atermomontaza100% (1)
- Strip Coupon Holder Length Calculation: DescriptionDocument1 pageStrip Coupon Holder Length Calculation: DescriptionArif SurachmanNo ratings yet
- Futura Bay Gensan - Site Ofice Rev2Document5 pagesFutura Bay Gensan - Site Ofice Rev2jmrengineeringservices12No ratings yet
- Pipe IndustryDocument18 pagesPipe IndustryJamuna Nawani0% (1)
- GGG-STD-ONM-0005 - Live and New Pipeline Connection Procedure - Rev 01Document12 pagesGGG-STD-ONM-0005 - Live and New Pipeline Connection Procedure - Rev 01oleg safaniukNo ratings yet
- Meq-Pak: Installation, Operation & Maintenance ManualDocument46 pagesMeq-Pak: Installation, Operation & Maintenance ManualermusatNo ratings yet
- Cooling Water Sprinkler SystemDocument38 pagesCooling Water Sprinkler SystemGladson Js100% (1)
- Dimensions of Spiral Wound Gaskets ASME B16Document3 pagesDimensions of Spiral Wound Gaskets ASME B16Almir PendekNo ratings yet
- Creating Template For Pipe Lateral Stub in - The Piping Engineering WorldDocument9 pagesCreating Template For Pipe Lateral Stub in - The Piping Engineering WorldnachiNo ratings yet
- TI-45NA: Check LineDocument2 pagesTI-45NA: Check LineINMETRO SACNo ratings yet
- C2020 Standard: Assembly & Installation InstructionsDocument5 pagesC2020 Standard: Assembly & Installation InstructionsHidetoshi NakataNo ratings yet
- Codeline User Guide E8S SP and E8H SPDocument49 pagesCodeline User Guide E8S SP and E8H SPOsama AhmedNo ratings yet
- Uecp-Sd-Cul - 1.4-R01Document3 pagesUecp-Sd-Cul - 1.4-R01Anuradha KoswaththaNo ratings yet
- Namfrel Z. Escraman: Jaddarah Workforce Services CompanyDocument2 pagesNamfrel Z. Escraman: Jaddarah Workforce Services CompanyCatalina Celestia NamarcseNo ratings yet
- Mechanical Product Handbook 15th EditionDocument606 pagesMechanical Product Handbook 15th EditionEsteban GNo ratings yet
- C-01 (Rev1)Document78 pagesC-01 (Rev1)Fasil ENo ratings yet
- Décret 21-261.englilsh VersionDocument14 pagesDécret 21-261.englilsh Versionqa/qcNo ratings yet