You might also like
- Centrifugal FansDocument19 pagesCentrifugal FansMark John Santos60% (5)
- Diffuser Pipe CalculationDocument15 pagesDiffuser Pipe Calculationmano_gceNo ratings yet
- Nickel Desktop StudyDocument18 pagesNickel Desktop StudyMuhamad IchlasNo ratings yet
- Broker Note, European Nickel, 13/07/2006 (Numis)Document2 pagesBroker Note, European Nickel, 13/07/2006 (Numis)fluffy17No ratings yet
- Nickel Desktop StudyDocument40 pagesNickel Desktop StudyMuhamad IchlasNo ratings yet
- TK12Document99 pagesTK12SultanNo ratings yet
- Induction - Nickel Overview Draft 3Document24 pagesInduction - Nickel Overview Draft 3Muhamad Ichlas0% (1)
- Terra NovaDocument4 pagesTerra NovaNthambi MiriamNo ratings yet
- KlocamonDocument29 pagesKlocamonMorux RanflaNo ratings yet
- Xiaoping Wang, Tichang Sun, Chao Chen and Tianyang Hu: Current Studies of Treating Processes For Nickel Laterite OresDocument14 pagesXiaoping Wang, Tichang Sun, Chao Chen and Tianyang Hu: Current Studies of Treating Processes For Nickel Laterite OresDannaIsabellaReyNo ratings yet
- 80 - SadraDocument3 pages80 - SadraClash SellNo ratings yet
- Lithium - Source - India - World - Price & Consumption Trends 5septDocument8 pagesLithium - Source - India - World - Price & Consumption Trends 5septnitesh.costmastersNo ratings yet
- Titanium Dioxide: 1. Product CharacteristicsDocument6 pagesTitanium Dioxide: 1. Product CharacteristicsRitu Raj Randhawa SandhuNo ratings yet
- Acid Purification and RecoveryDocument4 pagesAcid Purification and RecoverythiagoNo ratings yet
- Nickel / Cobalt Laterite ProcessesDocument30 pagesNickel / Cobalt Laterite ProcessesAsriNo ratings yet
- Eco-Recycling of Precious Metal FromDocument33 pagesEco-Recycling of Precious Metal FromRazvan Mican50% (2)
- Imran Project PresentationDocument71 pagesImran Project PresentationimranNo ratings yet
- Proximate and Ultimate Analysis of Dry Rice HuskDocument8 pagesProximate and Ultimate Analysis of Dry Rice HuskJenniferValleNo ratings yet
- Batch Electrochemical Production of Sodium Hypochlorite PH Change and Influence of AlkalinityDocument7 pagesBatch Electrochemical Production of Sodium Hypochlorite PH Change and Influence of AlkalinityInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Product Data Sheet 700xa Process Gas Chromatograph en 70652Document20 pagesProduct Data Sheet 700xa Process Gas Chromatograph en 70652Jamshed AhmedNo ratings yet
- 2014 - 11 - Elkem Alloys in Special ApplicationsDocument27 pages2014 - 11 - Elkem Alloys in Special Applicationsfelipe100% (1)
- Geometallurgy in Ni Hydrometallurgy Industry MGEIDocument115 pagesGeometallurgy in Ni Hydrometallurgy Industry MGEIMr Ay100% (2)
- Downstreaming Industry in Indonesia, NickelDocument41 pagesDownstreaming Industry in Indonesia, NickelKristhoperNo ratings yet
- 6 New Directionsin Hydrometallurgy Birich SchosselerDocument27 pages6 New Directionsin Hydrometallurgy Birich Schosselerlaguna028No ratings yet
- Pengolahan NikellDocument31 pagesPengolahan NikellBahta WijayaNo ratings yet
- Crundwell 2011Document14 pagesCrundwell 2011Jadhira RamirezNo ratings yet
- M.tech FinalDocument43 pagesM.tech FinalRaghav AcharyaNo ratings yet
- Hpal Failures and Successs Nickel-CobaltDocument48 pagesHpal Failures and Successs Nickel-CobaltabrahanNo ratings yet
- Alumina ProfileDocument6 pagesAlumina ProfilesreenuNo ratings yet
- Activated Carbon: For Catalyst SupportDocument4 pagesActivated Carbon: For Catalyst SupportScott McLeanNo ratings yet
- Water Reuse Strategies: Steel Industry Case StudiesDocument15 pagesWater Reuse Strategies: Steel Industry Case StudiesMashaelNo ratings yet
- A K Suri Leaching AlakalineDocument37 pagesA K Suri Leaching AlakalineSutanwi LahiriNo ratings yet
- 06 - Water - Tech - Revision - PrintDocument58 pages06 - Water - Tech - Revision - PrintLakshmi NarayanNo ratings yet
- Takreer RFCC 1st Day Calss PDFDocument47 pagesTakreer RFCC 1st Day Calss PDFrameshkarthik810No ratings yet
- SSRN Id4197982Document27 pagesSSRN Id4197982Eugênia PheganNo ratings yet
- EADOX-MAR Comparison Chart & DetailsDocument4 pagesEADOX-MAR Comparison Chart & Detailsjeykumar.BalannairNo ratings yet
- Sales Presentation PDFDocument16 pagesSales Presentation PDFQuang Thanh100% (1)
- PPT UmicoreDocument21 pagesPPT UmicoreRayhan RachmansyahNo ratings yet
- QuestLock - A Soluble Phosphorus Free Detergent Builder Granule PDFDocument21 pagesQuestLock - A Soluble Phosphorus Free Detergent Builder Granule PDFtmlNo ratings yet
- Investment Decision MakingDocument15 pagesInvestment Decision MakingIsaac SetabiNo ratings yet
- A Resin-In-pulp Process For The Recovery of Copper From Bioleach CCD UnderflowsDocument24 pagesA Resin-In-pulp Process For The Recovery of Copper From Bioleach CCD UnderflowsNancy QuispeNo ratings yet
- Reverse OsmosisDocument131 pagesReverse OsmosisTaufiqTaufiq100% (4)
- Calculation For Lime ConsumptionDocument4 pagesCalculation For Lime Consumptionhemendra499No ratings yet
- ALTA Part 2Document19 pagesALTA Part 2klshfyusbdfkNo ratings yet
- Gas Turbine Simple Cycle SCRDocument20 pagesGas Turbine Simple Cycle SCRJung Kyung WooNo ratings yet
- 4 S2-5 Mr. Fuji 20150115 Rev3(ト書き入り) JCCP Chiyoda Presentation on Jan2015Document29 pages4 S2-5 Mr. Fuji 20150115 Rev3(ト書き入り) JCCP Chiyoda Presentation on Jan2015hutuguoNo ratings yet
- Meta Plate Ucb TdsDocument6 pagesMeta Plate Ucb Tds周秀旗No ratings yet
- Talison Lithium Overview of Chemicals PlantDocument17 pagesTalison Lithium Overview of Chemicals PlanthortalemosNo ratings yet
- Urea 6Document28 pagesUrea 6Pragati Kshatriya100% (1)
- Introduction To Subject and Flow SheetsDocument47 pagesIntroduction To Subject and Flow SheetsN K KhoslaNo ratings yet
- 9 - MSP REFRAM Tantalum Niobium Production SotA - F. BourgeoisDocument32 pages9 - MSP REFRAM Tantalum Niobium Production SotA - F. BourgeoisBronco Wlady Corn-CarrNo ratings yet
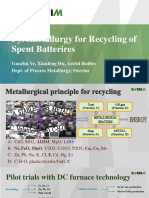
- Pyrometallurgy For Recycling of Spent BatteriresDocument25 pagesPyrometallurgy For Recycling of Spent Batterirestaufiq_hidayat_1982No ratings yet
- Lib RecycleDocument18 pagesLib Recycle200927No ratings yet
- Aas Mga-1000Document2 pagesAas Mga-1000abdurahman143No ratings yet
- Aas Lumex Mga1000Document2 pagesAas Lumex Mga1000abdurahman143No ratings yet
- Propylene: - Introduction - PP Isomers - Acrylonitrile (ACN) - Methyl Methacrylate (MMA) - Propylene Oxide (PO) - EtcDocument67 pagesPropylene: - Introduction - PP Isomers - Acrylonitrile (ACN) - Methyl Methacrylate (MMA) - Propylene Oxide (PO) - EtcstevenNo ratings yet
- Caf Avoid FailureDocument22 pagesCaf Avoid FailureZetocha MilanNo ratings yet
- Questionnaire/Answers: Sambhv Sponge Power Pvt. LTDDocument5 pagesQuestionnaire/Answers: Sambhv Sponge Power Pvt. LTDyogendra vermaNo ratings yet
- On-Site Generation of Sodium Hypochlorite Basic Operating Principles and Design ConsiderationsDocument8 pagesOn-Site Generation of Sodium Hypochlorite Basic Operating Principles and Design ConsiderationsyolyanNo ratings yet
- Atomic-Absorption Spectrophotometry: International Series of Monographs in Analytical ChemistryFrom EverandAtomic-Absorption Spectrophotometry: International Series of Monographs in Analytical ChemistryNo ratings yet
- NVG OutDocument170 pagesNVG OutMuhamad IchlasNo ratings yet
- GARMINDocument7 pagesGARMINMuhamad IchlasNo ratings yet
- Gps PointsDocument5 pagesGps PointsMuhamad IchlasNo ratings yet
- Book 1Document1 pageBook 1Muhamad IchlasNo ratings yet
- Buffer Solution SdsDocument6 pagesBuffer Solution SdsMuhamad IchlasNo ratings yet
- Tschudi Copper Project PDFDocument22 pagesTschudi Copper Project PDFMuhamad IchlasNo ratings yet
- Tschudi Copper Project PDFDocument22 pagesTschudi Copper Project PDFMuhamad IchlasNo ratings yet
- Cni DesemberDocument3 pagesCni DesemberMuhamad IchlasNo ratings yet
- Tschudi Copper Project PDFDocument22 pagesTschudi Copper Project PDFMuhamad IchlasNo ratings yet
- PT POWER Flocculant and Coagulants Quotation For PT SCM - 01 (June 2019)Document1 pagePT POWER Flocculant and Coagulants Quotation For PT SCM - 01 (June 2019)Muhamad IchlasNo ratings yet
- Change LogDocument2 pagesChange LogDanielDavidBarriosFernándezNo ratings yet
- Karbon Pasta - 20190802165220 PDFDocument2 pagesKarbon Pasta - 20190802165220 PDFMuhamad IchlasNo ratings yet
- X210CR12 GradeDocument3 pagesX210CR12 GradekartsoftNo ratings yet
- Thermal Energy StorageDocument27 pagesThermal Energy StorageHammad HashmiNo ratings yet
- 3.WMS-03 - Plain and Reinforced Cement ConcreteDocument17 pages3.WMS-03 - Plain and Reinforced Cement Concreteamol0% (1)
- Flowline 2 Manual 2020Document17 pagesFlowline 2 Manual 2020Mahmoud OmarNo ratings yet
- Chapter 4 Case Study AinDocument13 pagesChapter 4 Case Study AinAinNo ratings yet
- Module 3 B Solid Waste Management 4Document31 pagesModule 3 B Solid Waste Management 4PRAVIN GNo ratings yet
- DAC-REQ-08: Accreditation Requirements of Inspection Bodies For Pressure EquipmentDocument21 pagesDAC-REQ-08: Accreditation Requirements of Inspection Bodies For Pressure EquipmentMetallurgist007100% (1)
- Tank Scrapers PDFDocument6 pagesTank Scrapers PDFKhang TrầnNo ratings yet
- 7-Productivity & Quality Management On RefrigeratorDocument25 pages7-Productivity & Quality Management On Refrigeratoryash_d2086No ratings yet
- Manual UT Thickness Specific Exam From SAEP-1146 Name: Badge#: DateDocument5 pagesManual UT Thickness Specific Exam From SAEP-1146 Name: Badge#: DateMohamed IbrahimNo ratings yet
- Ffu 0000036 01Document12 pagesFfu 0000036 01lilikNo ratings yet
- ProjectDocument21 pagesProjectAndrew StarkNo ratings yet
- D 57Document3 pagesD 57Salvador CastilloNo ratings yet
- Advanced Manufacture ICAM 2010 SEM Taipei Conference ProgramDocument152 pagesAdvanced Manufacture ICAM 2010 SEM Taipei Conference ProgramMarcWorldNo ratings yet
- MY Fire DampersDocument12 pagesMY Fire Dampersjames_chan2178No ratings yet
- PMC E Bulletin 106D Final 9.2018 PDFDocument24 pagesPMC E Bulletin 106D Final 9.2018 PDFMax JunghannsNo ratings yet
- Rock ExcavationDocument14 pagesRock ExcavationRamanarayanSankritiNo ratings yet
- HAGS 2018 Product Catalog PDFDocument152 pagesHAGS 2018 Product Catalog PDFPablo Buyo SoutoNo ratings yet
- SUMMATIVE TEST QUARTER 1 Module 1Document1 pageSUMMATIVE TEST QUARTER 1 Module 1Beth Caluag RallaNo ratings yet
- Electromagnetic Braking SystemDocument15 pagesElectromagnetic Braking SystemShashank0% (1)
- Poster ATExDocument1 pagePoster ATExmarius_brkt6284No ratings yet
- European Accumulator Catalogue 050613 Final VersionDocument60 pagesEuropean Accumulator Catalogue 050613 Final Versionscibduser001100% (1)
- Electricity Y3Document224 pagesElectricity Y3Ronaldo Paloma50% (6)
- Furnace Design and Operation: Industrial BurnersDocument60 pagesFurnace Design and Operation: Industrial BurnerskINGNo ratings yet
- Installation and Operation Manual: Models SHPF and SHPMDocument24 pagesInstallation and Operation Manual: Models SHPF and SHPMROYALNo ratings yet
- Industries and CommerceDocument18 pagesIndustries and CommerceAsif MasihNo ratings yet
- 5566 Drag ConveyorsDocument8 pages5566 Drag ConveyorsEduardo SaucedoNo ratings yet
- Report On Cascading TransformersDocument28 pagesReport On Cascading Transformerspalak yadavNo ratings yet