You might also like
- Manual de Servicio Sauer DanfossDocument2 pagesManual de Servicio Sauer DanfossCristian100% (1)
- Tdi Air Starter Assembly ProcedureDocument1 pageTdi Air Starter Assembly ProcedurelusthawkNo ratings yet
- Plug Setting Tool and Junk Basket: Purpose of The ServiceDocument15 pagesPlug Setting Tool and Junk Basket: Purpose of The Servicerobin2806No ratings yet
- RP2Document24 pagesRP2Vennia PapadipoulouNo ratings yet
- EP Big Bore Installation Instruction Rev4Document8 pagesEP Big Bore Installation Instruction Rev4mahmoud yarahmadiNo ratings yet
- Betico SB1 Assembly ManualDocument16 pagesBetico SB1 Assembly ManualJORGENo ratings yet
- Ajuste y TorqueDocument6 pagesAjuste y TorqueAlberjose Sanchez RuizNo ratings yet
- Lada Niva GEARBOX AssemblyDocument17 pagesLada Niva GEARBOX Assemblyektoras49No ratings yet
- 11.9TDI PD BKC InjectorDocument2 pages11.9TDI PD BKC Injectorcork_ie100% (1)
- Runner Dismantling InstallationDocument7 pagesRunner Dismantling InstallationReynaldo PesqueraNo ratings yet
- Motor6 Suzuki VL800Document10 pagesMotor6 Suzuki VL800Crisan SorinNo ratings yet
- PARKING BRAKE NissanDocument16 pagesPARKING BRAKE NissanFrederikusNo ratings yet
- Marzocchi Roco WC Rebuild - Version 1Document13 pagesMarzocchi Roco WC Rebuild - Version 1svrcartel100% (1)
- Triplex Pump ManualDocument11 pagesTriplex Pump ManualDustin WhiteNo ratings yet
- Pump Manual Update June 2018Document8 pagesPump Manual Update June 2018Abdallah AbdelrehimNo ratings yet
- MANUAL SYMONS4,5,7 - Ocred-229-230Document2 pagesMANUAL SYMONS4,5,7 - Ocred-229-230Estreyker Chávez de AlbaNo ratings yet
- Piaggio Mp3 400 I.E Service Station Manual-6Document20 pagesPiaggio Mp3 400 I.E Service Station Manual-6H. KeithNo ratings yet
- Brake System Volvo 1990 240/740/760Document13 pagesBrake System Volvo 1990 240/740/760George_Karinsky100% (1)
- Installation Instructions For 20950, 20951, 20952, 20953 LS Series Roller Rocker ArmsDocument1 pageInstallation Instructions For 20950, 20951, 20952, 20953 LS Series Roller Rocker ArmsWayne LundNo ratings yet
- Tci-378805 378905 PDFDocument6 pagesTci-378805 378905 PDFAntonio PerezNo ratings yet
- AUTOMOTIVE Servicing The GyroDocument5 pagesAUTOMOTIVE Servicing The GyroNeil Stephen GuiaoNo ratings yet
- J108539 CustDocument20 pagesJ108539 CustDaniel EcheverriaNo ratings yet
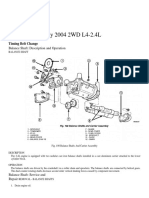
- Jeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeDocument15 pagesJeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeJuan vaizNo ratings yet
- 57714342149b4e81c4231d PDFDocument1 page57714342149b4e81c4231d PDFtornomanNo ratings yet
- VDL Service ManualDocument13 pagesVDL Service ManualSergio Martín BrionesNo ratings yet
- Kit52 Instruction SheetDocument2 pagesKit52 Instruction SheettimmelbayashNo ratings yet
- Casing Packer Setting Tool (SLB)Document12 pagesCasing Packer Setting Tool (SLB)Alexander KlmNo ratings yet
- Fristam Mainten Type FPH - 3542Document12 pagesFristam Mainten Type FPH - 3542Hafid NaufalNo ratings yet
- Haynes Pump 6500 ManualDocument8 pagesHaynes Pump 6500 Manualhiram avilaNo ratings yet
- TTR125 150BigBore Update2Document4 pagesTTR125 150BigBore Update2eddielindermannNo ratings yet
- 26850a002 d65 Series Reciprocating Pumps IomDocument16 pages26850a002 d65 Series Reciprocating Pumps IomIslam ElhabsheNo ratings yet
- Assembly and Disaassembly of PumpsDocument5 pagesAssembly and Disaassembly of Pumpsshin deiru100% (1)
- Shop Manual: Mega Sc750 Sidecar EngineDocument26 pagesShop Manual: Mega Sc750 Sidecar EngineDaniel HughesNo ratings yet
- 006 026 InjectorDocument9 pages006 026 InjectorYè WințNo ratings yet
- Short Block AssemblyDocument2 pagesShort Block Assemblyapi-299881637No ratings yet
- Bearing Mounting - Oil Injection MethodDocument5 pagesBearing Mounting - Oil Injection Methodkuruvillaj2217No ratings yet
- Change Procedure of Hub BearingsDocument4 pagesChange Procedure of Hub BearingsRadu DumbravaNo ratings yet
- Tec9 A16f86Document12 pagesTec9 A16f86MoratoNo ratings yet
- B40 Clutch ReplacementDocument9 pagesB40 Clutch ReplacementTony CefaiNo ratings yet
- Aero 1000Document28 pagesAero 1000Florian “Flux” LacinaNo ratings yet
- How To Mount and Operate Buck Adjust-Tru ChuckDocument4 pagesHow To Mount and Operate Buck Adjust-Tru ChuckStronghold ArmoryNo ratings yet
- Maintenance Instructions, Parts Identification & Seal Kits For Series 2H / 2HD / 2HB & 3H / 3HD / 3HBDocument10 pagesMaintenance Instructions, Parts Identification & Seal Kits For Series 2H / 2HD / 2HB & 3H / 3HD / 3HBAtaa AssaadNo ratings yet
- Specifications 5.1: Starter Torque ValuesDocument14 pagesSpecifications 5.1: Starter Torque Valuesvette512No ratings yet
- Toyota Truck RAV4 2WD L4-2.0L (1AZ-FE) 2002: Timing Chain: Service and RepairDocument15 pagesToyota Truck RAV4 2WD L4-2.0L (1AZ-FE) 2002: Timing Chain: Service and RepairyosnielNo ratings yet
- Camshaft Install Qr25de InstructionsDocument3 pagesCamshaft Install Qr25de InstructionsmehralsmenschNo ratings yet
- Sasiu2 Suzuki VL800Document20 pagesSasiu2 Suzuki VL800Crisan SorinNo ratings yet
- Removal and Refitting Clutch Removal and Refitting Clutch RemovalDocument5 pagesRemoval and Refitting Clutch Removal and Refitting Clutch RemovalRajan MullappillyNo ratings yet
- Installation Guide Renault MeganeII Rear BrakesDocument4 pagesInstallation Guide Renault MeganeII Rear BrakesPaduraru MarianNo ratings yet
- Motor5 Suzuki VL800Document10 pagesMotor5 Suzuki VL800Crisan SorinNo ratings yet
- Piaggio Mp3 400 I.E Service Station Manual-9Document20 pagesPiaggio Mp3 400 I.E Service Station Manual-9H. KeithNo ratings yet
- Cam Install For Sr20Document2 pagesCam Install For Sr20Carlos Miguel Montaño AlvarezNo ratings yet
- Portable Static Cone PenetrometerDocument8 pagesPortable Static Cone PenetrometerFawwaz HaadiiNo ratings yet
- 80-96 F150 2 1/2" Lift Kit InstructionsDocument4 pages80-96 F150 2 1/2" Lift Kit Instructionsisaacllugo1No ratings yet
- CHEETAH E-SHIFT Pro Series Valve BodyDocument8 pagesCHEETAH E-SHIFT Pro Series Valve BodyhidraulicNo ratings yet
- 8in Wafer Ball Vale IMODocument2 pages8in Wafer Ball Vale IMOw4uengineerNo ratings yet
- GM Engines v-6, V-8Document23 pagesGM Engines v-6, V-8jads301179No ratings yet
- UntitledDocument4 pagesUntitledDomonique BermanNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Leyenda Conectores A220Document1 pageLeyenda Conectores A220davidNo ratings yet
- Esquema Hidraulico A220 (Leyenda Esquemas) (A Partir 519611001)Document1 pageEsquema Hidraulico A220 (Leyenda Esquemas) (A Partir 519611001)davidNo ratings yet
- InsphydpumpDocument14 pagesInsphydpumpdavidNo ratings yet
- Esquema Hidraulico A220 (Traccion) (A Partir 519611001)Document1 pageEsquema Hidraulico A220 (Traccion) (A Partir 519611001)davidNo ratings yet
- Kenr8577 00 01 AllDocument20 pagesKenr8577 00 01 AlldavidNo ratings yet
- 237EXC19K GB TuboCommomRailDocument3 pages237EXC19K GB TuboCommomRaildavidNo ratings yet
- VBCarCare PDFDocument24 pagesVBCarCare PDFbeesahNo ratings yet
- Sandys SlidesCarnivalDocument40 pagesSandys SlidesCarnivalEman KhanNo ratings yet
- Sandys SlidesCarnivalDocument40 pagesSandys SlidesCarnivalEman KhanNo ratings yet
- This Is Your Presentation TitleDocument28 pagesThis Is Your Presentation TitleRahulNo ratings yet
- Bianca SlidesCarnivalDocument39 pagesBianca SlidesCarnivalConstanzaNo ratings yet
- Click To Edit Master Title StyleDocument5 pagesClick To Edit Master Title StyledavidNo ratings yet
- RiggerDocument28 pagesRiggerdavidNo ratings yet
- RiggerDocument28 pagesRiggerdavidNo ratings yet
- RiggerDocument28 pagesRiggerdavidNo ratings yet
- Audi A6 Vacuum Lines PipesDocument7 pagesAudi A6 Vacuum Lines PipesDavid PopeNo ratings yet
- Manitowoc 12000 PDFDocument24 pagesManitowoc 12000 PDFLuis DiazNo ratings yet
- Parts Manual 236D Skid Steer LoaderDocument640 pagesParts Manual 236D Skid Steer LoaderCarlos Alberto Ramirez Parra100% (5)
- Gear PumpsDocument6 pagesGear Pumpsmahdi gazeriNo ratings yet
- Air Lock RelayDocument2 pagesAir Lock RelaynithyaNo ratings yet
- S26MC MK 6 Project Guide Two-Stroke Engines: Main Menu QuitDocument13 pagesS26MC MK 6 Project Guide Two-Stroke Engines: Main Menu QuitMuhammad Ihsan KamilNo ratings yet
- J F Engineering Machinery Co.,LtdDocument11 pagesJ F Engineering Machinery Co.,Ltdpvenki123No ratings yet
- Tpi 2029086 - 1Document9 pagesTpi 2029086 - 1Marius SuvarNo ratings yet
- Automotive ChassisDocument68 pagesAutomotive ChassisAlok KumarNo ratings yet
- Dorin H32Document6 pagesDorin H32frigoremontNo ratings yet
- tAD1640/1641/1642ge-B: 16.12 Liter, In-Line 6 CylinderDocument2 pagestAD1640/1641/1642ge-B: 16.12 Liter, In-Line 6 CylinderAdolfito PBNo ratings yet
- KIA CeratoDocument2 pagesKIA CeratoYoussef GhanemNo ratings yet
- Case 580 SleDocument4 pagesCase 580 SleDan Florin Lazăr67% (3)
- BH115E, BH120E - Royal EconomyDocument6 pagesBH115E, BH120E - Royal EconomyPhilippine Bus Enthusiasts SocietyNo ratings yet
- 4BD6EFB8-88D7-4129-980C-044D8ED31AAEDocument16 pages4BD6EFB8-88D7-4129-980C-044D8ED31AAE264xqmvbjjNo ratings yet
- 1104C-44 Tag2Document5 pages1104C-44 Tag2John GarnetNo ratings yet
- Brochure XGMA PDFDocument8 pagesBrochure XGMA PDFJohn JohnNo ratings yet
- Volvo Accessories FMXDocument17 pagesVolvo Accessories FMXorlando santos luisNo ratings yet
- Basic Hydraulic: Hands-On TrainingDocument16 pagesBasic Hydraulic: Hands-On TrainingX800XLNo ratings yet
- 6S 1600 Cei 98-103Document6 pages6S 1600 Cei 98-103aliautodesign93No ratings yet
- D155a 6 Cen00255-07Document16 pagesD155a 6 Cen00255-07fawwaz firdausNo ratings yet
- Maintenance Instruction Manual Type-Wdg3A Fitted With Dual Brake System 2004-05Document298 pagesMaintenance Instruction Manual Type-Wdg3A Fitted With Dual Brake System 2004-05Sudeep Prasad0% (1)
- Facts: Volvo Buses. When Productivity CountsDocument2 pagesFacts: Volvo Buses. When Productivity CountsPhilippine Bus Enthusiasts SocietyNo ratings yet
- Manual ADMII Mercedez PDFDocument163 pagesManual ADMII Mercedez PDFAnonymous nhF45C100% (2)
- 2012 Polaris Service Manual Chapter 07Document50 pages2012 Polaris Service Manual Chapter 07Talleres Marcelo Briozzo0% (1)
- Automatic Transmission: SectionDocument5 pagesAutomatic Transmission: SectionFrancesca AckumburNo ratings yet
- 2018 Buick Lacrosse Owners ManualDocument362 pages2018 Buick Lacrosse Owners ManualJohn HundleyNo ratings yet
- Sebp3706 40 02 Allcd - 200 PDFDocument767 pagesSebp3706 40 02 Allcd - 200 PDFCtesa WagnerNo ratings yet
- SsangYong Actyon 2008 Service Repair Manual PDFDocument10 pagesSsangYong Actyon 2008 Service Repair Manual PDFFelipe Perez YañezNo ratings yet
- Daftar Stock Persediaan 2023Document21 pagesDaftar Stock Persediaan 2023pramana.kesajoraperkasaenergiNo ratings yet