You might also like
- Codes For Vessels/Heat ExchangersDocument23 pagesCodes For Vessels/Heat Exchangersegy pureNo ratings yet
- 2 PBDocument6 pages2 PBparag7676No ratings yet
- Adhesives and SealantsDocument40 pagesAdhesives and SealantsEmie Grace Villavicencio Moting100% (2)
- Electronics by Sir JoelDocument47 pagesElectronics by Sir JoelDann SarteNo ratings yet
- Nuts and Washers DetailsDocument0 pagesNuts and Washers DetailsfastenersworldNo ratings yet
- Stress Strain RelationshipDocument92 pagesStress Strain RelationshipUpulHettiarachchiNo ratings yet
- Press Working Operations - Sheet MetalDocument16 pagesPress Working Operations - Sheet MetalIrwan Rony100% (2)
- Design Philosophy, Tension Member Design L2V1Document37 pagesDesign Philosophy, Tension Member Design L2V1November RainNo ratings yet
- SIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)Document56 pagesSIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)lightsoul91No ratings yet
- ThesisDocument48 pagesThesismuhammad amir100% (1)
- Duplex Stainless Steel WeldingDocument25 pagesDuplex Stainless Steel Weldingkdsenipah6667No ratings yet
- Asme Boiler and Pressure Vessel Codes: SectionsDocument68 pagesAsme Boiler and Pressure Vessel Codes: Sectionsajay thomasNo ratings yet
- SAW ThesisDocument96 pagesSAW ThesisvikasgahlyanNo ratings yet
- Tension Part-2 and CompressionDocument42 pagesTension Part-2 and Compressionsyed muneeb haiderNo ratings yet
- 매설배관 건전성평가 PDFDocument169 pages매설배관 건전성평가 PDF이선엽No ratings yet
- FSW AnalysisDocument35 pagesFSW AnalysisChinmay Dave100% (1)
- Clevis HangerDocument60 pagesClevis HangerFernando RuizNo ratings yet
- Behaviour of Materials Under Dynamic LoadingDocument123 pagesBehaviour of Materials Under Dynamic LoadingZach OberholzerNo ratings yet
- Vibration Sample ProblemDocument24 pagesVibration Sample ProblemvillanuevamarkdNo ratings yet
- Abaqus Cargo Crane TutorialDocument17 pagesAbaqus Cargo Crane TutorialmanjunathbagaliNo ratings yet
- Check For Weld Between 50dia & Rainforcement PadDocument8 pagesCheck For Weld Between 50dia & Rainforcement PadUmer AziqNo ratings yet
- AISC Properties ViewerDocument3 pagesAISC Properties ViewertambokNo ratings yet
- Grades of Steel ChartDocument3 pagesGrades of Steel ChartKimNo ratings yet
- Reincorcing Pad DetailsDocument1 pageReincorcing Pad DetailsmkstngrNo ratings yet
- Basics of A ScaffoldDocument8 pagesBasics of A ScaffoldAhmed IsahNo ratings yet
- Welded ConnectionsDocument16 pagesWelded ConnectionsAnkit SinghNo ratings yet
- Implicit & Explicit Finite Element Analysis - CAE ANALYSISDocument2 pagesImplicit & Explicit Finite Element Analysis - CAE ANALYSISsmartpurushothNo ratings yet
- S3 Steel 1 Compression MembersDocument43 pagesS3 Steel 1 Compression MembersReaidNo ratings yet
- Astm A 29 (1030)Document10 pagesAstm A 29 (1030)Rizki FebriyantoNo ratings yet
- Amipox GRE Cal Manual Ws HiddDocument20 pagesAmipox GRE Cal Manual Ws Hiddrahul100% (1)
- A Review On Effect of Preheating And/Or Post Weld Heat Treatmemt (PWHT) On Mechanical Behaviour of Ferrous MetalsDocument7 pagesA Review On Effect of Preheating And/Or Post Weld Heat Treatmemt (PWHT) On Mechanical Behaviour of Ferrous MetalsNagarajan PitchandiNo ratings yet
- Shaft Alignment White PaperDocument14 pagesShaft Alignment White PaperHamed HamedNo ratings yet
- Codes, Standards & SpecificationsDocument34 pagesCodes, Standards & SpecificationsJay ShahNo ratings yet
- Paldex Seminar-1 - Stress Analysis PDFDocument36 pagesPaldex Seminar-1 - Stress Analysis PDFThapelo100% (1)
- 6lobe / TORX Screws: Rc-Schrauben - de High Tensile Steel Grade 10.9 ! From M3x4 To M6x45Document6 pages6lobe / TORX Screws: Rc-Schrauben - de High Tensile Steel Grade 10.9 ! From M3x4 To M6x45Bishwajyoti DuttaMajumdarNo ratings yet
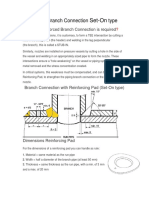
- Reinforced Branch Connection Set-On TypeDocument3 pagesReinforced Branch Connection Set-On Typeedgar paglinawanNo ratings yet
- 3D FEM of Welding Process Using Element Birth & Element Movement TechniquesDocument7 pages3D FEM of Welding Process Using Element Birth & Element Movement TechniquesDebabrata PodderNo ratings yet
- Fracture Mechanics NotesDocument16 pagesFracture Mechanics NotesHossam M ALrohilyNo ratings yet
- List of Irs SpecificationsDocument4 pagesList of Irs SpecificationsSambhav PoddarNo ratings yet
- Dish Head TypesDocument6 pagesDish Head TypesJohn MaldonadoNo ratings yet
- Principal of DPTDocument5 pagesPrincipal of DPTAkshith SulliaNo ratings yet
- Tolerances FabDocument1 pageTolerances FabAnwarNo ratings yet
- Module 12 - Design & Construction - Rev 5 - May 15Document107 pagesModule 12 - Design & Construction - Rev 5 - May 15sskiitb100% (1)
- Threaded & Riveted JointsDocument43 pagesThreaded & Riveted JointsMadhurima BhandariNo ratings yet
- Weld Joint Detail PDFDocument9 pagesWeld Joint Detail PDFKosit WongpinkaewNo ratings yet
- DAVID BROEK - Elementary Engineering Fracture MechanicsDocument19 pagesDAVID BROEK - Elementary Engineering Fracture MechanicsSantosh Kumar VNo ratings yet
- Design of Rectangular Water TankDocument308 pagesDesign of Rectangular Water Tankලහිරු විතානාච්චි100% (1)
- Basic ConnectionsDocument116 pagesBasic Connectionsnavin jollyNo ratings yet
- Acme Thread External 29Document16 pagesAcme Thread External 29Dhanraj VasanthNo ratings yet
- Cmjf?i?l-?i: Technical Supply Conditions FOR Threaded Steel FastenersDocument25 pagesCmjf?i?l-?i: Technical Supply Conditions FOR Threaded Steel FastenersrajupetalokeshNo ratings yet
- B034 6 44 0074 PDFDocument14 pagesB034 6 44 0074 PDFShashi RanjanNo ratings yet
- Membrane BendingDocument12 pagesMembrane BendingAnonymous tGFxtqNNo ratings yet
- Twi Hardness TestingDocument8 pagesTwi Hardness TestingchungndtNo ratings yet
- Saddle Stress CalculationsDocument8 pagesSaddle Stress CalculationsMuthuNo ratings yet
- WeldDocument35 pagesWeldashkansoheylNo ratings yet
- Connections and Tension Member DesignDocument9 pagesConnections and Tension Member DesignVigneshwari MahamuniNo ratings yet
- AECT360 Lecture 34Document12 pagesAECT360 Lecture 34rmm99rmm99No ratings yet
- Chapter 3B. Welded Connections: CE4: Design of Steel Structures - Prof. Dr. A. VarmaDocument14 pagesChapter 3B. Welded Connections: CE4: Design of Steel Structures - Prof. Dr. A. VarmaGNo ratings yet
- Fillet Weld (Design) WELDED CONNECTIONSDocument11 pagesFillet Weld (Design) WELDED CONNECTIONS0600697No ratings yet
- Lecture Presentation - Design of Steel ConnectionsDocument35 pagesLecture Presentation - Design of Steel ConnectionsJawaid DeljoNo ratings yet
- Design of WeldDocument36 pagesDesign of Weldsprashant5No ratings yet
- Agnihotra TimingDocument2 pagesAgnihotra Timinghemant_durgawale100% (1)
- Fundamentals of Metal FatigueDocument32 pagesFundamentals of Metal Fatiguepkpnitian_152297088No ratings yet
- Abbrivation List 10001246905Document7 pagesAbbrivation List 10001246905hemant_durgawaleNo ratings yet
- Strength of Transverse Fillet Welded JointsDocument7 pagesStrength of Transverse Fillet Welded Jointshemant_durgawaleNo ratings yet
- Som Lec1Document22 pagesSom Lec1hemant_durgawaleNo ratings yet
- Cold Formed Steel Sections - IDocument37 pagesCold Formed Steel Sections - IsskamalakannanNo ratings yet
- Mat Chapter 18Document29 pagesMat Chapter 18hemant_durgawaleNo ratings yet
- Enfriadores EMMGI - AC PDFDocument12 pagesEnfriadores EMMGI - AC PDFCarlos Olivares ZegarraNo ratings yet
- TheoryofnonlinearacousticsinfluidsDocument290 pagesTheoryofnonlinearacousticsinfluidsRodrigo Noguerol Correa100% (1)
- Ultimo ScopusDocument213 pagesUltimo Scopusluisbeta007No ratings yet
- Electronic Paper DisplayDocument24 pagesElectronic Paper DisplayMukund Varshney0% (1)
- Al Malah APCEA Table of ContentDocument18 pagesAl Malah APCEA Table of ContentBimmo Dwi HartonoNo ratings yet
- Long ProposalDocument35 pagesLong ProposalApril Trish AlbañaNo ratings yet
- Black BodyDocument18 pagesBlack BodyhamidkatebiNo ratings yet
- Flow Serve VS6 API Pump PDFDocument8 pagesFlow Serve VS6 API Pump PDFBesan LaduNo ratings yet
- One-Dimensional Swell or Collapse of Cohesive Soils: Standard Test Methods ForDocument9 pagesOne-Dimensional Swell or Collapse of Cohesive Soils: Standard Test Methods ForAhmedJardakNo ratings yet
- Para Dia FerroDocument31 pagesPara Dia FerroAnil Kumar DograNo ratings yet
- 19 Plants That Clean Indoor AirDocument17 pages19 Plants That Clean Indoor AirCori NaNo ratings yet
- D-Wipe Towels MSDSDocument3 pagesD-Wipe Towels MSDSsalcabesNo ratings yet
- Glass Industry PDFDocument6 pagesGlass Industry PDFVineet Sharma100% (2)
- Unit1 From Som by BansalDocument85 pagesUnit1 From Som by BansalsimalaraviNo ratings yet
- Study On Lightning Strike Induced Surge Voltage and Currents On Electrical Equipment Inside Various Buildings Located in Sri LankaDocument7 pagesStudy On Lightning Strike Induced Surge Voltage and Currents On Electrical Equipment Inside Various Buildings Located in Sri LankaJeyadarsan TarciusthevarajahNo ratings yet
- Courier 6 HX: High-Performance On-Stream Solution Analyzer System From Outokumpu TechnologyDocument8 pagesCourier 6 HX: High-Performance On-Stream Solution Analyzer System From Outokumpu TechnologyCharles JlNo ratings yet
- ASME B31.3 & Expansion JointsDocument2 pagesASME B31.3 & Expansion JointsHomer SilvaNo ratings yet
- TDS Ocpol N4180 eDocument2 pagesTDS Ocpol N4180 ehussainamir786No ratings yet
- Levelflex FMP55: Technical InformationDocument48 pagesLevelflex FMP55: Technical InformationNhóm Tin HọcNo ratings yet
- Stainless Steel With TIG WeldingDocument41 pagesStainless Steel With TIG Weldingaravindan100% (3)
- Test of Hydraulic Jet Pump in The Balam 91 WellDocument10 pagesTest of Hydraulic Jet Pump in The Balam 91 WellHaaram Pineda PinedaNo ratings yet
- Material Name: Monosodium Phosphate, Anhydrous ID: C1-148: Material Safety Data SheetDocument7 pagesMaterial Name: Monosodium Phosphate, Anhydrous ID: C1-148: Material Safety Data SheetArief Rahman DhuhriNo ratings yet
- Chapter 10-II: Transport Processes in Electrolyte SolutionDocument43 pagesChapter 10-II: Transport Processes in Electrolyte SolutionLộc NguyễnNo ratings yet
- Bielectric DesaalterDocument2 pagesBielectric DesaalterDaniele CirinaNo ratings yet
- Piezoelectric NanogeneratorDocument24 pagesPiezoelectric NanogeneratorAkhtharEdavannaNo ratings yet
- ELISIO Clinical StudiesDocument12 pagesELISIO Clinical StudiesIndra NugrohoNo ratings yet
- Twi Cswip 3.1 Set-4b - 1Document5 pagesTwi Cswip 3.1 Set-4b - 1miteshNo ratings yet
- Kota Worksheet Chemical BondingDocument16 pagesKota Worksheet Chemical BondingYash GargNo ratings yet