You might also like
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Mechanics of Machining ProcessesDocument38 pagesMechanics of Machining ProcessesYash KalaNo ratings yet
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsFrom EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsRating: 4.5 out of 5 stars4.5/5 (2)
- Water Jet Machining (WJM) : Principle of The ProcessDocument30 pagesWater Jet Machining (WJM) : Principle of The ProcessMr Yasin Mech StaffNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- AWJMDocument43 pagesAWJMgajendra2010No ratings yet
- Abrasive Water Jet MachiningDocument47 pagesAbrasive Water Jet Machining1AdityaPathania150% (4)
- 4C AwjmDocument6 pages4C AwjmPankaj BarupalNo ratings yet
- Abrasive Water Jet Machining: By. Dr. Harlal Singh MaliDocument8 pagesAbrasive Water Jet Machining: By. Dr. Harlal Singh MaliMohit GuptaNo ratings yet
- Abrasive Jet Machining GuideDocument2 pagesAbrasive Jet Machining GuideLokesh NarasimhaiahNo ratings yet
- Figure 1 - Abrasive and Water Only Waterjet Cutting HeadsDocument9 pagesFigure 1 - Abrasive and Water Only Waterjet Cutting HeadsAdiyogo Fauzien PrasetyoNo ratings yet
- Abrasive Water Jet MachiningDocument14 pagesAbrasive Water Jet MachiningSanjay SharmaNo ratings yet
- AWJMDocument43 pagesAWJMAndri Nusantara PutraNo ratings yet
- Abrasive Water Jet Machining Guide: Equipment, Parameters & ApplicationsDocument21 pagesAbrasive Water Jet Machining Guide: Equipment, Parameters & ApplicationsDarsh MenonNo ratings yet
- Optimization MRR of Stainless Steel 403 in Abrasive Water Jet Machining Usinganova and Taguchi MethodDocument6 pagesOptimization MRR of Stainless Steel 403 in Abrasive Water Jet Machining Usinganova and Taguchi MethodNikola MijalićNo ratings yet
- Advanced Manufacturing Processes, Pune University, BEDocument21 pagesAdvanced Manufacturing Processes, Pune University, BESachin KumbharNo ratings yet
- Machining Melbin K Mathew: Abrasive JetDocument33 pagesMachining Melbin K Mathew: Abrasive JetHimesh MangalathuNo ratings yet
- Manufacturing TechnologyDocument6 pagesManufacturing TechnologyKarim HeshamNo ratings yet
- Water Jet Machining GuideDocument33 pagesWater Jet Machining Guidejojo258No ratings yet
- Optimization of Uhp Waterjet Cutting Heads, The OrificeDocument12 pagesOptimization of Uhp Waterjet Cutting Heads, The Orificeari wiliamNo ratings yet
- High Pressure Water CuttingDocument6 pagesHigh Pressure Water CuttingtimNo ratings yet
- Advanced Manufacturing - Water Jet Abrasive MachineDocument9 pagesAdvanced Manufacturing - Water Jet Abrasive MachineroseNo ratings yet
- Abrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocument33 pagesAbrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNo ratings yet
- Advanced Machining Processes: Waterjet & Abrasive Jet MachiningDocument14 pagesAdvanced Machining Processes: Waterjet & Abrasive Jet Machiningrangga56No ratings yet
- Cavitation-Erosion Resistant Weld Materials For Hydro Turbine RepairDocument15 pagesCavitation-Erosion Resistant Weld Materials For Hydro Turbine Repairab250561No ratings yet
- Advances in Continuous Casting PDFDocument4 pagesAdvances in Continuous Casting PDFPrakash SarangiNo ratings yet
- Water Jet MachiningDocument10 pagesWater Jet MachiningxyzNo ratings yet
- Abrasive Jet MachiningDocument16 pagesAbrasive Jet MachiningPrasanth NaikNo ratings yet
- AjmDocument22 pagesAjmsuneel kumar rathoreNo ratings yet
- Water Jet Machinig ReportDocument26 pagesWater Jet Machinig ReportAmit Arya0% (1)
- Abrasivewaterjetmachining 131205140847 Phpapp021 PDFDocument41 pagesAbrasivewaterjetmachining 131205140847 Phpapp021 PDFMedal AnkhNo ratings yet
- Waterjet Cutting PresentationDocument17 pagesWaterjet Cutting Presentationapi-550359440No ratings yet
- Shot PeeningDocument32 pagesShot PeeningRahul KadbeNo ratings yet
- Tunnel Blast DesignDocument16 pagesTunnel Blast Design2003_335100% (3)
- Water Jet Machining: Dr. Harlal Singh MaliDocument12 pagesWater Jet Machining: Dr. Harlal Singh MaliAdit AgarwalNo ratings yet
- DUMKAL Institute's Advanced Manufacturing Technology Subject explores Water Jet MachiningDocument7 pagesDUMKAL Institute's Advanced Manufacturing Technology Subject explores Water Jet MachiningabcNo ratings yet
- Mechanical Energy Based Processes: AJM and AWJMDocument27 pagesMechanical Energy Based Processes: AJM and AWJMRameshkumar KandaswamyNo ratings yet
- Abrasive Water Jet MachiningDocument23 pagesAbrasive Water Jet MachiningMedal AnkhNo ratings yet
- SujitDocument24 pagesSujitNehul PatilNo ratings yet
- WJM Awjm AjmDocument106 pagesWJM Awjm AjmDipen KNo ratings yet
- 4a AjmDocument13 pages4a AjmHARSHVARDHAN SINGH RATHORENo ratings yet
- Abrasive Water Jet Machining ReportDocument27 pagesAbrasive Water Jet Machining Reportjaspal100% (2)
- HydraulicsDocument4 pagesHydraulicsNeil AgshikarNo ratings yet
- Water Jet Machining: An Advance Manufacturing Process: AbstractDocument5 pagesWater Jet Machining: An Advance Manufacturing Process: AbstractOsama MohammedNo ratings yet
- The Effects of System and Geometric Parameters On Abrasive Water Jet Nozzle WearDocument9 pagesThe Effects of System and Geometric Parameters On Abrasive Water Jet Nozzle Wearraka afriantoNo ratings yet
- Abrasive Water Jet Machining (Awjm)Document4 pagesAbrasive Water Jet Machining (Awjm)Tanu RdNo ratings yet
- CH-5, Advanced Nano-Machining ProcessesDocument22 pagesCH-5, Advanced Nano-Machining ProcessesAbreham DerejeNo ratings yet
- Abrasive Jet and Water Jet Machining Mp2Document50 pagesAbrasive Jet and Water Jet Machining Mp2Drew LadlowNo ratings yet
- Ti 3Document9 pagesTi 3Dr. U. Shrinivas BalrajNo ratings yet
- Pipe Work, Valves and Fittings: ChapterDocument16 pagesPipe Work, Valves and Fittings: Chapterpriya singhNo ratings yet
- Sewage Treatment & Public Health EngineeringDocument26 pagesSewage Treatment & Public Health EngineeringSyed ZamanNo ratings yet
- Abrasive Jet MachiningDocument13 pagesAbrasive Jet MachiningParshva KhatadiaNo ratings yet
- Hydraulic Sheet Metal CuttingDocument5 pagesHydraulic Sheet Metal CuttingAJIT KUMARNo ratings yet
- Review of Abrasive Water Jet Cutting TechnologyDocument106 pagesReview of Abrasive Water Jet Cutting TechnologyVaranasi SrikarNo ratings yet
- Peening: Intensity Is A Key Parameter of The Shot Peening Process. After Some Development of The ProcessDocument5 pagesPeening: Intensity Is A Key Parameter of The Shot Peening Process. After Some Development of The ProcessSelva KumarNo ratings yet
- Water Jet Machining Lec 4Document42 pagesWater Jet Machining Lec 4Nandam HarshithNo ratings yet
- Shineking Cone Crusher Manual BookDocument32 pagesShineking Cone Crusher Manual BookRiki D. PrastyoNo ratings yet
- Abrasion Resistance Factors & TestsDocument37 pagesAbrasion Resistance Factors & TestsNabeel WasimNo ratings yet
- State State of The Art of Precision Abrasive Water Jet Cuttiof The Art of Precision Abrasive Water Jet CuttingDocument22 pagesState State of The Art of Precision Abrasive Water Jet Cuttiof The Art of Precision Abrasive Water Jet CuttingJaveed A. KhanNo ratings yet
- Valve Lapping PDFDocument4 pagesValve Lapping PDFAnonymous ITnkbIEFNo ratings yet
- 4-Machining Fundamentals Ams May01 13Document87 pages4-Machining Fundamentals Ams May01 13mjdaleneziNo ratings yet
- Assignment 3 PDFDocument10 pagesAssignment 3 PDFAiswarya Ramesh me21b011No ratings yet
- Abrasive Machining and Finishing Operati - GDLCDocument73 pagesAbrasive Machining and Finishing Operati - GDLCAiswarya Ramesh me21b011No ratings yet
- 4-Machining Fundamentals Ams May01 13Document87 pages4-Machining Fundamentals Ams May01 13mjdaleneziNo ratings yet
- Assignment4 6 PDFDocument10 pagesAssignment4 6 PDFAiswarya Ramesh me21b011No ratings yet
- Electro Discharge MachiningDocument34 pagesElectro Discharge MachiningAiswarya Ramesh me21b011No ratings yet
- Assugn 7 PDFDocument13 pagesAssugn 7 PDFAiswarya Ramesh me21b011No ratings yet
- Axial Force Diagrams and Load-Deformation of Structural MembersDocument27 pagesAxial Force Diagrams and Load-Deformation of Structural MembersAiswarya Ramesh me21b011No ratings yet
- Review BeamsDocument11 pagesReview BeamsAiswarya Ramesh me21b011No ratings yet
- Beam ShearStressDocument11 pagesBeam ShearStressAiswarya Ramesh me21b011No ratings yet
- Beam DeflectionDocument13 pagesBeam DeflectionAiswarya Ramesh me21b011No ratings yet
- Bending IDocument25 pagesBending IAiswarya Ramesh me21b011No ratings yet
- Beam DeflectionDocument15 pagesBeam DeflectionAiswarya Ramesh me21b011No ratings yet
- ME-1100 Thermodynamics May - June 2022 - Trimester Tutorial - 3Document2 pagesME-1100 Thermodynamics May - June 2022 - Trimester Tutorial - 3Aiswarya Ramesh me21b011No ratings yet
- Questions On Strength of MaterialsDocument3 pagesQuestions On Strength of MaterialsAiswarya Ramesh me21b011No ratings yet
- ME-1100 Thermodynamics May - June 2022 - Trimester Tutorial - 1Document2 pagesME-1100 Thermodynamics May - June 2022 - Trimester Tutorial - 1Aiswarya Ramesh me21b011No ratings yet
- ME-1100 Thermodynamics May - June 2022 - Trimester Tutorial - 2Document1 pageME-1100 Thermodynamics May - June 2022 - Trimester Tutorial - 2Aiswarya Ramesh me21b011No ratings yet
- DC Motoren LSK Technical Catalogue en Iss201712 e 3805 PDFDocument164 pagesDC Motoren LSK Technical Catalogue en Iss201712 e 3805 PDFJEDPNo ratings yet
- SUNSTAR - Latest Philippine Community News, Cebuano Stories, Bisaya News and Information - SUNSTARDocument23 pagesSUNSTAR - Latest Philippine Community News, Cebuano Stories, Bisaya News and Information - SUNSTARJOHN LUKE VIANNEYNo ratings yet
- M I M Nafrees QSDocument2 pagesM I M Nafrees QSnafreesmimNo ratings yet
- of AbbuDocument10 pagesof AbbuMohan VeerabomalaNo ratings yet
- Nesta's Tools and Insights For GovernmentsDocument7 pagesNesta's Tools and Insights For GovernmentsKasem Al ShaghouriNo ratings yet
- CCFMDocument8 pagesCCFMnagarjunaNo ratings yet
- RSP Robinson R44 Quick Start Guide BETA1.1Document14 pagesRSP Robinson R44 Quick Start Guide BETA1.1CristianoVelosodeQueirozNo ratings yet
- 6 Axis Breakout Board Wiring and SetupDocument5 pages6 Axis Breakout Board Wiring and SetupJalaj ChhalotreNo ratings yet
- What is an Operating SystemDocument46 pagesWhat is an Operating SystemomviskarNo ratings yet
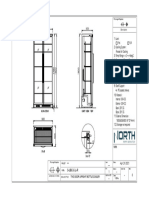
- Description: First Angle ProjectionDocument1 pageDescription: First Angle Projectionlebanese.intlNo ratings yet
- Cockpit and Passenger Compartment Separation Solutions 1588230875Document14 pagesCockpit and Passenger Compartment Separation Solutions 1588230875rubenarisNo ratings yet
- Amanda Barrera Final Draft Career EssayDocument4 pagesAmanda Barrera Final Draft Career Essayapi-527317832No ratings yet
- Good To Great by Jim CollinsDocument6 pagesGood To Great by Jim Collinsbubasyla33% (6)
- Quantifying The Seasonal Cooling Capacity of Green Infrastr 2020 LandscapeDocument21 pagesQuantifying The Seasonal Cooling Capacity of Green Infrastr 2020 Landscape熙槃No ratings yet
- 01PT1C11 28Document29 pages01PT1C11 28Rodrigo Leme da SilvaNo ratings yet
- CCIE SPv4 Topology DiagramsDocument17 pagesCCIE SPv4 Topology DiagramsTilak RoyNo ratings yet
- Finlatics NotesDocument48 pagesFinlatics NotesShailesh TirkeyNo ratings yet
- Hydrostatics PressureBDocument13 pagesHydrostatics PressureBmontaser.nalawiNo ratings yet
- High Rise OHEDocument35 pagesHigh Rise OHESanjay Narang100% (5)
- Onewheel Future Motion Pint User Manual English Funshop ViennaDocument39 pagesOnewheel Future Motion Pint User Manual English Funshop Vienna1977pascoalNo ratings yet
- Statement of Account: State Bank of IndiaDocument6 pagesStatement of Account: State Bank of Indiashinde rushiNo ratings yet
- Parts List Hardware: Type A Arm Screws&WasherDocument1 pageParts List Hardware: Type A Arm Screws&WasherYick THNo ratings yet
- Project SynopsisDocument3 pagesProject SynopsisRuchith RameshNo ratings yet
- ANNEX A Application For NRI CorpDocument1 pageANNEX A Application For NRI CorpKristineNo ratings yet
- 6G7V0028-1CWK100-Principles-Practices-Cyber Security-ASSIGNMENT-Description-2023-2024-UpdateDocument9 pages6G7V0028-1CWK100-Principles-Practices-Cyber Security-ASSIGNMENT-Description-2023-2024-UpdateMayukh SahaNo ratings yet
- Python Regular Expressions (RegEx) Cheat SheetDocument4 pagesPython Regular Expressions (RegEx) Cheat SheetbabjeereddyNo ratings yet
- Memorandum: From: TJC and Associates, Inc. Date: March, 2014 Subject: Seismic Anchorage Submittals ChecklistDocument2 pagesMemorandum: From: TJC and Associates, Inc. Date: March, 2014 Subject: Seismic Anchorage Submittals ChecklistponjoveNo ratings yet
- BTECDocument11 pagesBTECRini SandeepNo ratings yet
- Agile vs Waterfall: Which Project Methodology is BestDocument29 pagesAgile vs Waterfall: Which Project Methodology is BestAhmad Adeniyi SharafudeenNo ratings yet
- ECE 271 MOS Memory and Storage Circuits TopicDocument98 pagesECE 271 MOS Memory and Storage Circuits TopicNiharikaNo ratings yet