You might also like
- Abrasive Jet MachiningDocument12 pagesAbrasive Jet MachiningTejas SuratiNo ratings yet
- Abrasive Jet Machining (AJM) Process OverviewDocument31 pagesAbrasive Jet Machining (AJM) Process OverviewAbhishek KumarNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-3Document3 pagesModule-3: Advanced Material Removal Processes: Lecture No-3Abhishek TuliNo ratings yet
- Abrasive Jet Machining (AJM) : Material RemovalDocument23 pagesAbrasive Jet Machining (AJM) : Material RemovalHemanth Rama Krishna YernagulaNo ratings yet
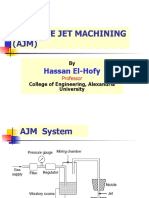
- Abrasive Jet Machining (AJM) : Hassan El-HofyDocument29 pagesAbrasive Jet Machining (AJM) : Hassan El-Hofypeci 4646No ratings yet
- Abrasive Jet Machine: Cool Cutting of Brittle MaterialsDocument6 pagesAbrasive Jet Machine: Cool Cutting of Brittle MaterialsManju KbNo ratings yet
- Abrasive Jet Machining (AJM) : Dr. Venkaiah NDocument24 pagesAbrasive Jet Machining (AJM) : Dr. Venkaiah NAkshay ManiyarNo ratings yet
- Abrasive Jet MachiningDocument8 pagesAbrasive Jet MachiningRanjith KaruturiNo ratings yet
- Abrasive Jet Machining: DefinitionDocument9 pagesAbrasive Jet Machining: Definition18R21A0310 BIYYALA SHESHAGIRINo ratings yet
- Non-Traditional Machining: Abrasive Jet Machining GuideDocument13 pagesNon-Traditional Machining: Abrasive Jet Machining GuideKurniawan ChaniagoNo ratings yet
- Welding Slag Cleaning MachineDocument5 pagesWelding Slag Cleaning Machinemohammed zeeshanNo ratings yet
- Persentasi B.inggris 2Document17 pagesPersentasi B.inggris 2Mustakim AnsoriNo ratings yet
- AJM Process Explained in 40 CharactersDocument12 pagesAJM Process Explained in 40 CharactersAnonymous N73Nk4RwsNo ratings yet
- Abrasivejetmachining 140807145517 Phpapp02Document13 pagesAbrasivejetmachining 140807145517 Phpapp02taufiqwahyuNo ratings yet
- Chapter2 - AJMDocument13 pagesChapter2 - AJMravish kumarNo ratings yet
- Non-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesDocument36 pagesNon-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesGbm RajNo ratings yet
- Chapter Five: Non-Traditional Machining Processes Dawit DebashDocument103 pagesChapter Five: Non-Traditional Machining Processes Dawit Debashchala nigussieNo ratings yet
- GGGGDocument6 pagesGGGGhimanshuchaudhary5No ratings yet
- AjmDocument22 pagesAjmsuneel kumar rathoreNo ratings yet
- Abrasive Jet and Water Jet Machining Mp2Document50 pagesAbrasive Jet and Water Jet Machining Mp2Drew LadlowNo ratings yet
- Unit-4 Advanced Machining ProcessesDocument61 pagesUnit-4 Advanced Machining ProcessesHarshalPatilNo ratings yet
- Why Advanced Machining Processes Are ImportantDocument38 pagesWhy Advanced Machining Processes Are ImportantLavishNo ratings yet
- Ajm PDFDocument14 pagesAjm PDFvs.krishnakanthNo ratings yet
- Design and Fabrications of Abrasive Jet Machine: Presented byDocument31 pagesDesign and Fabrications of Abrasive Jet Machine: Presented byAnuj TripathiNo ratings yet
- Mechanical Advanced Machining Processes: Abrasive Jet Machining-AJM Ultrasonic machining-USMDocument31 pagesMechanical Advanced Machining Processes: Abrasive Jet Machining-AJM Ultrasonic machining-USMsajjad NNo ratings yet
- Arya Institute of Engineering & Technology: TopicDocument14 pagesArya Institute of Engineering & Technology: TopicNaiyer AhmadNo ratings yet
- Unconventional Machining ProcessesDocument64 pagesUnconventional Machining Processesdeepak kantipudiNo ratings yet
- 9 - Nontraditional Machining (2hr-33 Slides)Document33 pages9 - Nontraditional Machining (2hr-33 Slides)Rahul SharmaNo ratings yet
- Abrasive Jet MachiningDocument9 pagesAbrasive Jet MachiningArko MazumderNo ratings yet
- Me2026 - Unconventional Machining ProcessesDocument77 pagesMe2026 - Unconventional Machining ProcessesRashida BegumNo ratings yet
- Advance Machining ProcessDocument201 pagesAdvance Machining ProcessAnmol SharmaNo ratings yet
- Chemical Machining Process OverviewDocument25 pagesChemical Machining Process OverviewAbhishek KumarNo ratings yet
- Introduction:-: Notes On Water Jet MachiningDocument2 pagesIntroduction:-: Notes On Water Jet MachiningWajahat RasoolNo ratings yet
- Non Traditional MachiningDocument29 pagesNon Traditional MachiningSyed ShahidNo ratings yet
- CH-5, Advanced Nano-Machining ProcessesDocument22 pagesCH-5, Advanced Nano-Machining ProcessesAbreham DerejeNo ratings yet
- Non Conventional Machining MethodsDocument24 pagesNon Conventional Machining MethodsGaurav Nigam100% (1)
- Abrasive Jet Machining (AJM) : A Seminar OnDocument14 pagesAbrasive Jet Machining (AJM) : A Seminar OnAkshatshuklaNo ratings yet
- UcmpDocument44 pagesUcmpParanthaman RamanNo ratings yet
- Introduction to Non-Traditional Machining ProcessesDocument57 pagesIntroduction to Non-Traditional Machining ProcessesramadanNo ratings yet
- Assignment On Non-Traditional Manufacturing Processes SubjectDocument18 pagesAssignment On Non-Traditional Manufacturing Processes SubjectAhmed EzwaiNo ratings yet
- EBM, LBM, WJC, UM, CMP assignmentDocument28 pagesEBM, LBM, WJC, UM, CMP assignmentWaseem AkramNo ratings yet
- Nalanda College of Engineering: Non-Conventional MachiningDocument28 pagesNalanda College of Engineering: Non-Conventional Machiningraj aryanNo ratings yet
- Ajm - 1st Lecture Chapter2Document16 pagesAjm - 1st Lecture Chapter2KAMALJEET SINGHNo ratings yet
- A Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotDocument11 pagesA Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotAkshay GuptaNo ratings yet
- Nontraditional Machining ProcessDocument86 pagesNontraditional Machining ProcessVarad DateNo ratings yet
- Abrasive Jet MachiningDocument13 pagesAbrasive Jet MachiningParshva KhatadiaNo ratings yet
- Abrasive Jet MachiningDocument15 pagesAbrasive Jet MachiningWaleed KhanNo ratings yet
- Abrasive Jet Machining (Ajm) : Dept. of ME, ACEDocument8 pagesAbrasive Jet Machining (Ajm) : Dept. of ME, ACEJabir 08No ratings yet
- Abrasive Jet MachiningDocument29 pagesAbrasive Jet MachiningSRIKANTH PATELNo ratings yet
- Micro Machining Processes: Welcome To The Course ONDocument65 pagesMicro Machining Processes: Welcome To The Course ONAshit RajNo ratings yet
- Nontraditonal MacDocument74 pagesNontraditonal MacChintan ChaudhariNo ratings yet
- Abrasive Jet MachiningDocument20 pagesAbrasive Jet Machiningsenthil kannan vNo ratings yet
- Manufacturing TechnologyDocument63 pagesManufacturing Technologyvinothkumar hNo ratings yet
- Classification and overview of UCM processesDocument27 pagesClassification and overview of UCM processesNandam HarshithNo ratings yet
- Abrasive Jet MachiningDocument20 pagesAbrasive Jet MachiningAman C GoudNo ratings yet
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationFrom EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- WORKSHEETS GRADE 4 SciDocument8 pagesWORKSHEETS GRADE 4 SciQurrat-Ul-Ain - 47255/TCHR/BMBNo ratings yet
- cs3204r TdsDocument2 pagescs3204r TdsBowser DoskaNo ratings yet
- List of Registered Recyclers of Non-Ferrous Metal Wastes Other Than LeadDocument3 pagesList of Registered Recyclers of Non-Ferrous Metal Wastes Other Than LeadshobikaNo ratings yet
- Brick ProjectDocument58 pagesBrick ProjectPraveen KumarNo ratings yet
- Corrosion Control Design and Construction DocsDocument3 pagesCorrosion Control Design and Construction DocsNathanNo ratings yet
- GRANTA Materials Data For SimulationDocument2 pagesGRANTA Materials Data For SimulationAugusto César Lacerda OliveiraNo ratings yet
- Concrete Construction Article PDF - Two-Day Construction Cycle For High-Rise Structures Based On Use of Preshores PDFDocument5 pagesConcrete Construction Article PDF - Two-Day Construction Cycle For High-Rise Structures Based On Use of Preshores PDFPrompt Torre LoyolaNo ratings yet
- 13.theories of Failure PDFDocument12 pages13.theories of Failure PDFharshdeepNo ratings yet
- Introduction to Textile Fibers and Their PropertiesDocument16 pagesIntroduction to Textile Fibers and Their Propertiesjiban srNo ratings yet
- Alberdingk - Peelable Coatings PDFDocument14 pagesAlberdingk - Peelable Coatings PDFMauro Di FraiaNo ratings yet
- Types of Partition WallsDocument12 pagesTypes of Partition WallsSujith Stephen100% (3)
- TDS 603 ALFE Laminated PaperDocument4 pagesTDS 603 ALFE Laminated PaperMukul SareenNo ratings yet
- Effect of Brick on Rubber Lining TemperatureDocument2 pagesEffect of Brick on Rubber Lining Temperaturetamago_fujiNo ratings yet
- Lab Report (Slump Test)Document9 pagesLab Report (Slump Test)Keisser lois CaballesNo ratings yet
- Cover LetterDocument166 pagesCover LetterCARLOS FLORESNo ratings yet
- TMC - Crouse Hinds - TMC3 TerminatorDocument2 pagesTMC - Crouse Hinds - TMC3 TerminatorJFPA2012No ratings yet
- The Positive Impact of Plastic Recycling in The Built Environment, Architecture and The Waters of The WorldDocument9 pagesThe Positive Impact of Plastic Recycling in The Built Environment, Architecture and The Waters of The WorldEditor IJTSRDNo ratings yet
- Cswip 3.1 Question PaperDocument213 pagesCswip 3.1 Question Papersateesh50% (2)
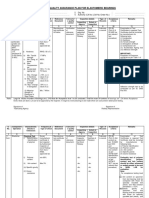
- Standard QA Plan (Elastomeric Bearings)Document8 pagesStandard QA Plan (Elastomeric Bearings)ghaghra bridgeNo ratings yet
- Aggregate: Lecture 4. AggregatesDocument27 pagesAggregate: Lecture 4. AggregatesMustafa MustafaNo ratings yet
- Marshall Mix Design MethodDocument19 pagesMarshall Mix Design MethodkbgainsanNo ratings yet
- Finite Element Procedure To Simulate Sandwich Structure With An Auxetic Core Under Impact Loading Using ABAQUS/ExplicitDocument11 pagesFinite Element Procedure To Simulate Sandwich Structure With An Auxetic Core Under Impact Loading Using ABAQUS/ExplicitInternational Journal of Advances in Applied Sciences (IJAAS)No ratings yet
- A 100-Year History of Generator Insulation SystemsDocument12 pagesA 100-Year History of Generator Insulation Systems賴明宏No ratings yet
- Powders and Industrial Applications of Silver and Other MetalsDocument1 pagePowders and Industrial Applications of Silver and Other MetalsGabi OcheaNo ratings yet
- Say No To Plastic BagsDocument11 pagesSay No To Plastic BagsPratibha SainiNo ratings yet
- Detailed Lesson Plan in Technology and Livelihood Education 9Document7 pagesDetailed Lesson Plan in Technology and Livelihood Education 9Jennifer CotillonNo ratings yet
- 2023-Waste Slags As Sustainable Construction MaterialsDocument25 pages2023-Waste Slags As Sustainable Construction MaterialsomNo ratings yet
- Exp.1 Jominy End Quench TestDocument7 pagesExp.1 Jominy End Quench TestG. Dancer GhNo ratings yet
- Material AbrevationDocument1 pageMaterial AbrevationCarlos Eduardo Maya LizanaNo ratings yet
- Narra Park Residences Phase 2 Two-Storey Home Building PlansDocument11 pagesNarra Park Residences Phase 2 Two-Storey Home Building PlansJofel Jay Dumogho BarnuevoNo ratings yet