You might also like
- NRF 206 Pemex 2008 FDocument17 pagesNRF 206 Pemex 2008 FJavier GarcíaNo ratings yet
- 管径计算表Document11 pages管径计算表Ascend032No ratings yet
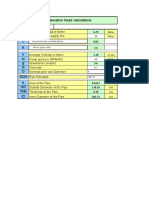
- 5-Acceleration Head Calculation SheetDocument2 pages5-Acceleration Head Calculation SheetAhmed Ayman0% (1)
- Sizing Asme b31.3 2008Document12 pagesSizing Asme b31.3 2008Enamul KhanNo ratings yet
- Line Sizing Spreadsheets-GeneralDocument8 pagesLine Sizing Spreadsheets-GeneralFavoriteNo ratings yet
- HDPE Pipe Catalogue PDFDocument12 pagesHDPE Pipe Catalogue PDFRadicalNo ratings yet
- 2006 National Standard Plumbing Code ILLUSTRATED 397&398Document2 pages2006 National Standard Plumbing Code ILLUSTRATED 397&398Hussain Al SanonaNo ratings yet
- Pipe Schedules 2015-A5-CDocument2 pagesPipe Schedules 2015-A5-CClaudio FrancoNo ratings yet
- ASME B16.11-2016 table for threaded pipe fittings dimensionsDocument1 pageASME B16.11-2016 table for threaded pipe fittings dimensionsbhooshankumarNo ratings yet
- Steel Pipe Dimensions ChartDocument1 pageSteel Pipe Dimensions ChartERIC GERARDNo ratings yet
- Asme Ansi b16.11 Fittings DimensionDocument23 pagesAsme Ansi b16.11 Fittings DimensionAlvaro Enrique MuñozNo ratings yet
- Asme Ansi b16.11 Fittings DimensionDocument23 pagesAsme Ansi b16.11 Fittings DimensionHarish Chandra Singh0% (1)
- Asme 36.19mDocument1 pageAsme 36.19mmohdNo ratings yet
- Pipe Dimensions Chart Rev Jan 2012Document1 pagePipe Dimensions Chart Rev Jan 2012snake13No ratings yet
- Input Parameter Valve and Flange: Fluid Density (KG/M) Insulation Density (KG/M)Document8 pagesInput Parameter Valve and Flange: Fluid Density (KG/M) Insulation Density (KG/M)ranjitkumar1977No ratings yet
- HDPE Pipe Dimensions and WeightsDocument16 pagesHDPE Pipe Dimensions and WeightsAhmed HussienNo ratings yet
- PipeXtra Size ChartsDocument6 pagesPipeXtra Size ChartsKuldeep28883No ratings yet
- Pipe Sch. - Dimensions - ChartDocument1 pagePipe Sch. - Dimensions - ChartwwcengNo ratings yet
- Ansi Pipe DimensionsDocument2 pagesAnsi Pipe Dimensionsgmascini9893No ratings yet
- Pipes & Fittings Sizes - WeightDocument5 pagesPipes & Fittings Sizes - Weightjohnijohn5No ratings yet
- Victaulic Wye Type Vic-Strainer Series 732: 1.0 Product DescriptionDocument7 pagesVictaulic Wye Type Vic-Strainer Series 732: 1.0 Product DescriptionBayu NugrohoNo ratings yet
- U-PVC pipes and fittings dimensionsDocument12 pagesU-PVC pipes and fittings dimensionsGeorge SobhyNo ratings yet
- Pipe Sizes & Schedules - Asme B36.10 & Asme B36.19: Tabel Pipa - 2 InchDocument5 pagesPipe Sizes & Schedules - Asme B36.10 & Asme B36.19: Tabel Pipa - 2 Inchdayat saputaNo ratings yet
- NP Pressure Pipe SystemDocument11 pagesNP Pressure Pipe SystemMustafa AlluhaibiNo ratings yet
- Heat tracing cable design tablesDocument22 pagesHeat tracing cable design tablesflyzalNo ratings yet
- Tubos de Acero Inoxidable Soldables EFW ASTM A312 SCH 10S / 40S / 80SDocument3 pagesTubos de Acero Inoxidable Soldables EFW ASTM A312 SCH 10S / 40S / 80SSmithSaitAlarconPintoNo ratings yet
- HDPE Pipe Properties and ApplicationsDocument5 pagesHDPE Pipe Properties and ApplicationsCarlos KraljevicNo ratings yet
- MS Seamless Pipe ASTM A106Document3 pagesMS Seamless Pipe ASTM A106imtz20130% (1)
- Tabel Dimensi Pipa Besi: Project TeamDocument3 pagesTabel Dimensi Pipa Besi: Project TeamYhonni IrwanNo ratings yet
- Valvula Gaveta AWWA, Mod 801 SovalDocument1 pageValvula Gaveta AWWA, Mod 801 Sovalgabriel240371No ratings yet
- Pipe Outside Diameter GuideDocument1 pagePipe Outside Diameter GuideRonaldo Daniel Martín Pasapera MontalbánNo ratings yet
- Carbon steel pipe thickness chartDocument16 pagesCarbon steel pipe thickness chartSwaraj DharNo ratings yet
- Pipe Wall ThicknessDocument2 pagesPipe Wall ThicknessTomi Kazuo0% (1)
- ASME ANSI B16.11 Forged Fittings Socket Welding and ThreadedDocument33 pagesASME ANSI B16.11 Forged Fittings Socket Welding and ThreadedpaulamuisesNo ratings yet
- Dim of Pipes Flanges and FittingsDocument10 pagesDim of Pipes Flanges and Fittingsprashant_dc_inNo ratings yet
- Blog Projectmaterials Com Pipes Pipe Size Chart Asme b36 10Document18 pagesBlog Projectmaterials Com Pipes Pipe Size Chart Asme b36 10Alberto DiazNo ratings yet
- Asme Ansi b16.11 Fittings Dimension PDFDocument38 pagesAsme Ansi b16.11 Fittings Dimension PDFleon057No ratings yet
- ASTC RailingDocument44 pagesASTC RailingSAGAR BARAVKARNo ratings yet
- Pipeline & Piping ScheduleDocument12 pagesPipeline & Piping SchedulebeyNo ratings yet
- Style 257Document5 pagesStyle 257Ummes AhmedNo ratings yet
- Pipe Data SheetDocument2 pagesPipe Data SheetsparkletsharjahNo ratings yet
- Pipe Dimensions Chart Rev Jan 2012Document1 pagePipe Dimensions Chart Rev Jan 2012Thomas CalvinNo ratings yet
- Your Complete Source for Stainless Steel PipingDocument4 pagesYour Complete Source for Stainless Steel PipingvineethNo ratings yet
- Pipe Series: Wall Thickness and MassDocument24 pagesPipe Series: Wall Thickness and MassTammam HassanNo ratings yet
- 4.7. Standard Pressures Obtained From This ProcessDocument1 page4.7. Standard Pressures Obtained From This ProcessAhmed Mohamed Abd ElhakamNo ratings yet
- Pipe Dimensions Chart Rev Jan 2012Document1 pagePipe Dimensions Chart Rev Jan 2012eljammalNo ratings yet
- HDPE Pipe StandardsDocument5 pagesHDPE Pipe StandardsFAHAD HASSANNo ratings yet
- Submetal (2) HdpeDocument5 pagesSubmetal (2) HdpeEmilAbdoNo ratings yet
- Table Standar Pipa.xlsxDocument12 pagesTable Standar Pipa.xlsxpanjiajinugroho23No ratings yet
- Hdpe Pipe Specifications PDFDocument5 pagesHdpe Pipe Specifications PDFawanarifNo ratings yet
- UNifit AccesoriosDocument38 pagesUNifit AccesoriosJorge EduardoNo ratings yet
- Exporter Pipe Fittings Dimensions PDFDocument38 pagesExporter Pipe Fittings Dimensions PDFselva nayagamNo ratings yet
- Hammer Lug Union SpecificationDocument16 pagesHammer Lug Union Specificationashved505100% (1)
- OD Wall Thickness (MM) SS CS DN NPS SCH 5S SCH 10S SCH 40S SCH 80S SCH 10 SCH 20 SCH 30 SCH 40 STD SCH 60 Nominal Pipe SizeDocument2 pagesOD Wall Thickness (MM) SS CS DN NPS SCH 5S SCH 10S SCH 40S SCH 80S SCH 10 SCH 20 SCH 30 SCH 40 STD SCH 60 Nominal Pipe SizeAmirul AsyrafNo ratings yet
- VictaulicDocument6 pagesVictaulicdeep manNo ratings yet
- Precision Plumbing Price List 12.01.2024Document36 pagesPrecision Plumbing Price List 12.01.2024Anilkumar KolpuruNo ratings yet
- Government Publications: Key PapersFrom EverandGovernment Publications: Key PapersBernard M. FryNo ratings yet
- Engineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandEngineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 4.5 out of 5 stars4.5/5 (3)
- Filipinohiya Module 2 Lesson 2Document9 pagesFilipinohiya Module 2 Lesson 2Theo SeriyeNo ratings yet
- New Human Flourishing Presentation 1Document31 pagesNew Human Flourishing Presentation 1Theo SeriyeNo ratings yet
- STS 5 Indigenous Science and Technology in The PhilDocument12 pagesSTS 5 Indigenous Science and Technology in The PhilTheo SeriyeNo ratings yet
- Sts Report Quizon CariagaDocument22 pagesSts Report Quizon CariagaTheo SeriyeNo ratings yet
- STS 10 The Good Life 1Document21 pagesSTS 10 The Good Life 1Theo Seriye100% (1)
- Abstract Puzzle PowerPoint TemplatesDocument51 pagesAbstract Puzzle PowerPoint TemplatesTheo SeriyeNo ratings yet
- Communication Models in the 21st CenturyDocument36 pagesCommunication Models in the 21st CenturyTheo SeriyeNo ratings yet
- 4 Communication GlobalizationDocument61 pages4 Communication GlobalizationTheo SeriyeNo ratings yet
- Drawing Standards AnsiDocument24 pagesDrawing Standards AnsiTheo SeriyeNo ratings yet
- Model Specification Price Paper Straw Production SolutionDocument3 pagesModel Specification Price Paper Straw Production SolutionWilliam SalimNo ratings yet
- Cash Listing With Detail 2020Document140 pagesCash Listing With Detail 2020Kaz BroNo ratings yet
- Welder Qualification Manual Revision 5Document20 pagesWelder Qualification Manual Revision 5Hugo RodriguezNo ratings yet
- Cutting Edges and Edge Details from Xiamen WinsumDocument18 pagesCutting Edges and Edge Details from Xiamen WinsumMOGES ABERANo ratings yet
- Natural Gas Based Hydrogen Production WiDocument16 pagesNatural Gas Based Hydrogen Production WiManuel PavanNo ratings yet
- Welding Procedure Specification StandardDocument18 pagesWelding Procedure Specification StandardIonut Florica100% (1)
- AEM Project ReportDocument18 pagesAEM Project ReportAkahay DangariyaNo ratings yet
- Cricketfilter With Wet Cake Discharge: Technical Bulletin E-8012Document2 pagesCricketfilter With Wet Cake Discharge: Technical Bulletin E-8012Dwi Agus DermawanNo ratings yet
- 7 Families Print Version PDFDocument2 pages7 Families Print Version PDFMNo ratings yet
- Increasing wear resistance in high-chromium tool steelsDocument19 pagesIncreasing wear resistance in high-chromium tool steelsDaniel NavarroNo ratings yet
- Granville Island Marine Pile Cathodic ProtectionDocument8 pagesGranville Island Marine Pile Cathodic ProtectionWale OyeludeNo ratings yet
- A268A268MDocument6 pagesA268A268MAlejandro GonzálezNo ratings yet
- TDS - Manufacturing Crca Welded Ducts. - Kitchen ExhDocument9 pagesTDS - Manufacturing Crca Welded Ducts. - Kitchen ExhSandeep GalhotraNo ratings yet
- Oversized E-Shift Valve Kit: Allison 1000/2000/2400Document1 pageOversized E-Shift Valve Kit: Allison 1000/2000/2400mekatronikaNo ratings yet
- Technical Presentation On Engine ValvesDocument32 pagesTechnical Presentation On Engine ValvesRockey RahulNo ratings yet
- Permanent Mold CastingDocument3 pagesPermanent Mold CastingNirav patelNo ratings yet
- Petroedge Training NotesDocument5 pagesPetroedge Training NotesJaymie AnchumNo ratings yet
- Classification of MetalsDocument26 pagesClassification of MetalsNomi Wahla100% (1)
- Embellishing Your Woodturning With Inlay TechniquesDocument5 pagesEmbellishing Your Woodturning With Inlay TechniquesraschensNo ratings yet
- Chemistry Tutorvista Com Inorganic Chemistry Metallurgy HTMLDocument18 pagesChemistry Tutorvista Com Inorganic Chemistry Metallurgy HTMLSaid MajiNo ratings yet
- Bleed or Drip RingDocument2 pagesBleed or Drip RingAnonymous 6ZWS6IG2J9No ratings yet
- ESAB Welding HandbookDocument31 pagesESAB Welding Handbookhooky1100% (4)
- Water Jet Machining (WJM) : Principle of The ProcessDocument30 pagesWater Jet Machining (WJM) : Principle of The ProcessMr Yasin Mech StaffNo ratings yet
- Ultrafiltration of Sugarcane Juice Studies On MembDocument7 pagesUltrafiltration of Sugarcane Juice Studies On Membkingship masekoNo ratings yet
- Neco Catlog 4 FoldDocument2 pagesNeco Catlog 4 FoldSanket PhatangareNo ratings yet
- External Visual Inspections of Pressure VesselsDocument2 pagesExternal Visual Inspections of Pressure Vesselssamy singaporeNo ratings yet
- Saudi Aramco pipe inspection requirementsDocument2 pagesSaudi Aramco pipe inspection requirementsAbu Anas M.SalaheldinNo ratings yet
- Welding Quiz Answers GuideDocument8 pagesWelding Quiz Answers GuidemujjamilNo ratings yet
- Pressure Test Report (Air&Water) - 27 PCW AirDocument2 pagesPressure Test Report (Air&Water) - 27 PCW AirMiul sBNo ratings yet
- Upt Laboratorium Lingkungan BantenDocument2 pagesUpt Laboratorium Lingkungan BantenPandeglang laboratoriumNo ratings yet