You might also like
- The Six Sigma Project Planner: A Step-by-Step Guide to Leading a Six Sigma Project Through DMAICFrom EverandThe Six Sigma Project Planner: A Step-by-Step Guide to Leading a Six Sigma Project Through DMAICRating: 4.5 out of 5 stars4.5/5 (7)
- Six Sigma Project FoilsDocument52 pagesSix Sigma Project FoilsHenry MasukuNo ratings yet
- Six Sigma Problem Solving Project Documentation TemplateDocument88 pagesSix Sigma Problem Solving Project Documentation TemplateVIPIN YADAVNo ratings yet
- Management Decisions Graph AnalysisDocument3 pagesManagement Decisions Graph AnalysisRoqaia AlwanNo ratings yet
- S&P Default Rates and Recovery Jan07Document9 pagesS&P Default Rates and Recovery Jan07gimy2010No ratings yet
- 8D Project On - Uncut Thread: Product: Men's Short, Line No# 01 (I-2)Document15 pages8D Project On - Uncut Thread: Product: Men's Short, Line No# 01 (I-2)prashantmithare75% (4)
- Manage Continuous Improvement Process (Kaizen) : Presented By: Nursedin HusseinDocument98 pagesManage Continuous Improvement Process (Kaizen) : Presented By: Nursedin HusseinAtsede MitikuNo ratings yet
- Kaizen - Ardi RimbawanDocument10 pagesKaizen - Ardi RimbawanSyarifuddin Arisah PutraNo ratings yet
- A9R5836 Robust QOS - TMPDocument10 pagesA9R5836 Robust QOS - TMPkoalaboiNo ratings yet
- Pareto ChartDocument4 pagesPareto ChartArief FirmansyahNo ratings yet
- Assignment 3: Raj Desai CMGT 6660 - Quality Control SystemsDocument6 pagesAssignment 3: Raj Desai CMGT 6660 - Quality Control Systemsraj desaiNo ratings yet
- Introducing SigmaXL Version 5.3bDocument83 pagesIntroducing SigmaXL Version 5.3bYusranNo ratings yet
- OEE, Machine Downtime & Manufacturing Information Systems: Overall Equipment Effectiveness SpreadsheetDocument4 pagesOEE, Machine Downtime & Manufacturing Information Systems: Overall Equipment Effectiveness SpreadsheetdanielonnarNo ratings yet
- Oee CorteDocument2 pagesOee CorteJesus MartinezNo ratings yet
- COQ Model Rev12Document50 pagesCOQ Model Rev12arunradNo ratings yet
- QC Tools and Why-Why Analysis for Problem SolvingDocument41 pagesQC Tools and Why-Why Analysis for Problem SolvinghenokNo ratings yet
- S-Curve Talang Jimar Rev-3Document10 pagesS-Curve Talang Jimar Rev-3wahyu hidayatNo ratings yet
- Logbook Weekly & Monthly Performance 1Document2 pagesLogbook Weekly & Monthly Performance 1Rhudy Advertising3No ratings yet
- Project Submission - Project - 2 Software IndustryDocument4 pagesProject Submission - Project - 2 Software IndustryPritha Ghosh100% (2)
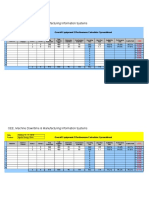
- OEE, Machine Downtime & Manufacturing Information Systems: Overall Equipment Effectiveness Calculator SpreadsheetDocument2 pagesOEE, Machine Downtime & Manufacturing Information Systems: Overall Equipment Effectiveness Calculator SpreadsheetMelvin Samarita RodasNo ratings yet
- Eng Econ MocaDocument16 pagesEng Econ MocaSoltan AmelNo ratings yet
- Cost of Poor Quality (Copq) Management: Distribution of Failure Costs OvertimeDocument50 pagesCost of Poor Quality (Copq) Management: Distribution of Failure Costs OvertimeNyadroh Clement MchammondsNo ratings yet
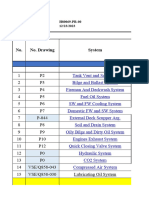
- Schedue IFS Metal 1Document1 pageSchedue IFS Metal 1IsaalexNo ratings yet
- OEE-Sheet01 2Document2 pagesOEE-Sheet01 2Ayman SalahNo ratings yet
- Meningkatkan Efisiensi Dandori Ekstrusi 10Document22 pagesMeningkatkan Efisiensi Dandori Ekstrusi 10Selamet RezkiNo ratings yet
- PAD05 Pareto Analysis - StandardDocument4 pagesPAD05 Pareto Analysis - StandardFernandoNo ratings yet
- Firewall Report: Score EvolutionDocument5 pagesFirewall Report: Score Evolutionshobha shelarNo ratings yet
- 08.. WBS & S Curve - API Separator 20-08-09Document1 page08.. WBS & S Curve - API Separator 20-08-09fadli emiratteNo ratings yet
- SMEA MIGSULANG 3rd QuarterDocument25 pagesSMEA MIGSULANG 3rd QuarterRobby Jim Vergara PacisNo ratings yet
- Wor 2023Document27 pagesWor 2023abhinavNo ratings yet
- European Software & IT ServiceDocument39 pagesEuropean Software & IT Servicejefflovetoronto_5431No ratings yet
- Summary PT - BAPSDocument23 pagesSummary PT - BAPSRut BiantongNo ratings yet
- 5.02 Benchmarking ReportDocument2 pages5.02 Benchmarking ReportnsadnanNo ratings yet
- Supplier Audit - Report BlankDocument4 pagesSupplier Audit - Report Blankshobha shelarNo ratings yet
- Summative Test Table of SpecificationDocument2 pagesSummative Test Table of SpecificationMars CabanaNo ratings yet
- Kurva S Pekerjaan: Bobot NO UraianDocument2 pagesKurva S Pekerjaan: Bobot NO UraianANDRES ANDINo ratings yet
- Calculadora de Efectividad General de Los Equipos (Oee) : Date 3/21/2011 Ref. 4/2/2011 RefDocument2 pagesCalculadora de Efectividad General de Los Equipos (Oee) : Date 3/21/2011 Ref. 4/2/2011 RefAngela PaoliniNo ratings yet
- Problem SolvingDocument9 pagesProblem SolvingAlex Nico JhoentaxsNo ratings yet
- RCA PPT FinalDocument21 pagesRCA PPT FinalKranthi KumarNo ratings yet
- On Time Delivery: (Sample - Type Period Covered Here)Document3 pagesOn Time Delivery: (Sample - Type Period Covered Here)arunradNo ratings yet
- QE Monthly Status Report - Oct - 2021 AutosavedDocument20 pagesQE Monthly Status Report - Oct - 2021 AutosavedMahadeva BogegowdaNo ratings yet
- Before Imp Target After Improvement 8.26% 8.30% 8.40%: Chart TitleDocument6 pagesBefore Imp Target After Improvement 8.26% 8.30% 8.40%: Chart TitleYobela TirzaNo ratings yet
- Progress Analysis Monthly ReportDocument1 pageProgress Analysis Monthly ReportVenu RaviNo ratings yet
- Manufacturing Conference & Expo 2017 BOPP Film Lolita Plant ReportDocument54 pagesManufacturing Conference & Expo 2017 BOPP Film Lolita Plant ReportayaanNo ratings yet
- Question 1: A Heat Pump Manufacturer Is Having A Series of Complaints Regarding Their Products. ToDocument6 pagesQuestion 1: A Heat Pump Manufacturer Is Having A Series of Complaints Regarding Their Products. ToVy ThoaiNo ratings yet
- FYM - DOE - Lecture #2 PDFDocument51 pagesFYM - DOE - Lecture #2 PDFNohaM.No ratings yet
- Minimization of Repair Rate and Reworking by Using Lean Six Sigma (Dmaic) MethodologyDocument15 pagesMinimization of Repair Rate and Reworking by Using Lean Six Sigma (Dmaic) MethodologyNasrullah KhanNo ratings yet
- Team Analytics 25 Aug 23Document6 pagesTeam Analytics 25 Aug 23Hitesh MishraNo ratings yet
- Systems Analysis & Design Problem Solving TechniquesDocument13 pagesSystems Analysis & Design Problem Solving TechniquesMark Pius CantaNo ratings yet
- Topic 2 Quality Specification Lectures Mr. Mohd Syafarim B. MD IshakDocument45 pagesTopic 2 Quality Specification Lectures Mr. Mohd Syafarim B. MD IshakFares IzuanNo ratings yet
- CHAPTER 4_ QM in HospitalityDocument47 pagesCHAPTER 4_ QM in Hospitalitynndt05092003No ratings yet
- Progress ITDocument4 pagesProgress ITArie HaryantoNo ratings yet
- CMHL - HSE Department KPI Template - 2019 (Apr - Sep)Document4 pagesCMHL - HSE Department KPI Template - 2019 (Apr - Sep)Htoo Htoo KyawNo ratings yet
- Presentasi LDP To Be PS - FinalDocument11 pagesPresentasi LDP To Be PS - Finaldedinkomarudin9No ratings yet
- Objective Review - Purchase MIS-APR22Document6 pagesObjective Review - Purchase MIS-APR22Jaypalsinh RanaNo ratings yet
- Stuti Shah POMDocument14 pagesStuti Shah POMKiran VidhaniNo ratings yet
- Performance Assessment Trainee 2018Document5 pagesPerformance Assessment Trainee 2018Hammad MalikNo ratings yet
- 7 QC ToolsDocument15 pages7 QC ToolsYash BelaniNo ratings yet
- Improve Roofing Quality with Six SigmaDocument21 pagesImprove Roofing Quality with Six SigmaKwaku Frimpong GyauNo ratings yet
- Work Report and Progress Piping H80069-PR-00Document320 pagesWork Report and Progress Piping H80069-PR-00upickrahmanNo ratings yet
- Six Sigma BB New ToolsDocument35 pagesSix Sigma BB New ToolsVIPIN YADAVNo ratings yet
- Rejection % and Z ValueDocument3 pagesRejection % and Z ValueVIPIN YADAVNo ratings yet
- Six Sigma Optimization Project Documentation TemplateDocument28 pagesSix Sigma Optimization Project Documentation TemplateVIPIN YADAVNo ratings yet
- 5 MsaDocument81 pages5 MsaVIPIN YADAVNo ratings yet
- 1 ApqpDocument30 pages1 ApqpVIPIN YADAVNo ratings yet
- 60 Minutes-60 Questions: Mathematics TestDocument15 pages60 Minutes-60 Questions: Mathematics TestJihyun YeonNo ratings yet
- Profitability Analysis Report SampleDocument11 pagesProfitability Analysis Report SampleArfel Marie FuentesNo ratings yet
- African Healthcare Setting VHF PDFDocument209 pagesAfrican Healthcare Setting VHF PDFWill TellNo ratings yet
- 3 Uscg BWM VRPDocument30 pages3 Uscg BWM VRPdivinusdivinusNo ratings yet
- Advances in The Study of The Genetic Disorders PDFDocument484 pagesAdvances in The Study of The Genetic Disorders PDFhayamasNo ratings yet
- Intel Processors PDFDocument33 pagesIntel Processors PDFbiplab royNo ratings yet
- Give Me Five 6 Pupils BookDocument129 pagesGive Me Five 6 Pupils BookAdrian Gonzalez100% (5)
- Parts of the Globe: Prime Meridian, Equator and Climate ZonesDocument18 pagesParts of the Globe: Prime Meridian, Equator and Climate Zonesmelgazar tanjayNo ratings yet
- Ael Igniter CordsDocument1 pageAel Igniter CordsAlexander OpazoNo ratings yet
- HP DeskJet Report POM 20150413Document5 pagesHP DeskJet Report POM 20150413Carolina DelgadoNo ratings yet
- Philosophical Transactions of The Royal Society of LondonDocument716 pagesPhilosophical Transactions of The Royal Society of Londonab opt100% (1)
- Quantum Free Electron Theory: Sommerfeld's ModelDocument8 pagesQuantum Free Electron Theory: Sommerfeld's ModelNeelam KapoorNo ratings yet
- Ames Perception ExperimentsDocument108 pagesAmes Perception ExperimentsMichael RoseNo ratings yet
- TN 015 Overrides 15Document8 pagesTN 015 Overrides 15Luis SantosNo ratings yet
- Congruence and Similarity PDFDocument18 pagesCongruence and Similarity PDFAldo HutagalungNo ratings yet
- Different Project Topics of BSNLDocument3 pagesDifferent Project Topics of BSNLAbhijit Tripathy0% (1)
- Strength of CSG and TBGDocument10 pagesStrength of CSG and TBGTiffany DacinoNo ratings yet
- Usg Iom PDFDocument56 pagesUsg Iom PDFAnonymous 7xHNgoKE6eNo ratings yet
- NEDO's Role in International Technical Cooperation ProjectsDocument45 pagesNEDO's Role in International Technical Cooperation Projectsamitsh20072458No ratings yet
- Assessing A Peripheral PulseDocument5 pagesAssessing A Peripheral Pulsecrrfrnc0% (1)
- TSC-2015-TAS Dec 10 PDFDocument8 pagesTSC-2015-TAS Dec 10 PDFvempadareddyNo ratings yet
- Atoms & Ions Worksheet 1 /63: Atomic Number and Mass NumberDocument4 pagesAtoms & Ions Worksheet 1 /63: Atomic Number and Mass Numbercate christineNo ratings yet
- MR Skin Prick TestingDocument9 pagesMR Skin Prick TestingAyuAnatrieraNo ratings yet
- Fact Sheet - Electrician (General)Document4 pagesFact Sheet - Electrician (General)Saravanan Rasaya100% (1)
- Chapter 2 - Coordinate GeometryDocument73 pagesChapter 2 - Coordinate GeometryFILIP CEZARNo ratings yet
- Aisladores Polimericos vs. Aisladores Ceramicos Unmsm PDFDocument22 pagesAisladores Polimericos vs. Aisladores Ceramicos Unmsm PDFvgcasasNo ratings yet
- L1 Finding Nemo Teacher Notes American EnglishDocument9 pagesL1 Finding Nemo Teacher Notes American Englishcris_simescuNo ratings yet
- Airbus GlossaryDocument32 pagesAirbus GlossaryLuís Rodrigues100% (2)
- IndictmentDocument2 pagesIndictmentCBS Austin WebteamNo ratings yet
- Math Story FlowersDocument3 pagesMath Story Flowerstoxic_angel_love958No ratings yet