You might also like
- Preload - Part 2 Tightening StrategiesDocument3 pagesPreload - Part 2 Tightening Strategieshatoon nfNo ratings yet
- P&S Tightening Instructions 07 GBDocument12 pagesP&S Tightening Instructions 07 GBaputraNo ratings yet
- Superbolt Instructions: Pretensioning SystemsDocument12 pagesSuperbolt Instructions: Pretensioning SystemscakhokheNo ratings yet
- 02 Bolt TighteningDocument12 pages02 Bolt TighteningrijalharunNo ratings yet
- Gesamt EN WebDocument76 pagesGesamt EN WebmstevkaNo ratings yet
- Cylinder Head Bolt Torque Procedure: Quick Training Guide - QT114BDocument7 pagesCylinder Head Bolt Torque Procedure: Quick Training Guide - QT114BThang TongNo ratings yet
- Atlas Copco Whitepaper FrictionDocument6 pagesAtlas Copco Whitepaper FrictionSuresh DNo ratings yet
- A New Approach To The Tightness Checking of Bolts PDFDocument3 pagesA New Approach To The Tightness Checking of Bolts PDFKOMATSU SHOVELNo ratings yet
- Katalog PlaradDocument72 pagesKatalog PlaradsaledjNo ratings yet
- Repairinstruction PDFDocument23 pagesRepairinstruction PDFAmal TharakaNo ratings yet
- Installation and Maintenance of Threaded Fasteners Nuts and BoltsDocument73 pagesInstallation and Maintenance of Threaded Fasteners Nuts and BoltsPrashant Kumar mishraNo ratings yet
- Log Lifter Maintenance Manual Rev 5Document17 pagesLog Lifter Maintenance Manual Rev 5Fabio MaydanaNo ratings yet
- Drill Pipe Connection Care and HandlingDocument20 pagesDrill Pipe Connection Care and HandlingGuzman CharlesNo ratings yet
- MD 0428 RevNR (Threaded Fastener Design and Analysis White Paper)Document40 pagesMD 0428 RevNR (Threaded Fastener Design and Analysis White Paper)arunNo ratings yet
- ART Threaded Fastener Design and AnalysisDocument40 pagesART Threaded Fastener Design and AnalysisAarón Escorza MistránNo ratings yet
- Bolted Joint - Wikipedia v123Document8 pagesBolted Joint - Wikipedia v123Juan F CrsNo ratings yet
- Rc250 ManualDocument153 pagesRc250 ManualRandolfCabeza71% (7)
- Hydrocam Bolt Tensioners PDFDocument74 pagesHydrocam Bolt Tensioners PDFVíctor Hugo Carvajal GaticaNo ratings yet
- Tensioner and Idler Bearing 2014 PDFDocument466 pagesTensioner and Idler Bearing 2014 PDFFernando BautistaNo ratings yet
- Torque Values and Appendix O Calculations VWADocument2 pagesTorque Values and Appendix O Calculations VWARicNo ratings yet
- SB - Instruction Manual 55 016 - ENDocument7 pagesSB - Instruction Manual 55 016 - ENBogdanBNo ratings yet
- Diaphragm Couplings Versus Gear Couplings for Marine ApplicationsDocument16 pagesDiaphragm Couplings Versus Gear Couplings for Marine Applicationsกล้วย มาแล้วจ้าNo ratings yet
- Taylor Devices, Inc. Building Today For Tomorrow Since 1955Document28 pagesTaylor Devices, Inc. Building Today For Tomorrow Since 1955rosciiNo ratings yet
- SBPT Catalogue DC CouplingDocument11 pagesSBPT Catalogue DC CouplingEserNo ratings yet
- Grundfosliterature-3056700 - kkg100Document12 pagesGrundfosliterature-3056700 - kkg100Christian PaterninaNo ratings yet
- DA102-13 Damper Torque PDFDocument3 pagesDA102-13 Damper Torque PDFNguyễn LinhNo ratings yet
- Damper TorqueDocument3 pagesDamper TorqueNguyễn LinhNo ratings yet
- 1185028747.2 en-US - Mining and Rock Excavation Torque SpecificationsDocument24 pages1185028747.2 en-US - Mining and Rock Excavation Torque SpecificationsJuan Yanayaco Ramos100% (1)
- Ew60C - Steering Cylinder, InstallingDocument1 pageEw60C - Steering Cylinder, Installingmaintenance 2kpbNo ratings yet
- Pil Pro 003 0719 en PDFDocument90 pagesPil Pro 003 0719 en PDFLincoln Luiz CorrêaNo ratings yet
- Problem With Disk Pack CouplingDocument4 pagesProblem With Disk Pack CouplingMiguelNo ratings yet
- Reuse Fastener GuidelinesDocument3 pagesReuse Fastener GuidelinesamnestyresearchSMLNo ratings yet
- Basics of Fatigue Analysis For Aero-StructuresDocument117 pagesBasics of Fatigue Analysis For Aero-Structuresnaveen100% (1)
- Mechanical Engineering Course Guide: Brakes and Clutches TheoryDocument63 pagesMechanical Engineering Course Guide: Brakes and Clutches Theory222Gaurav AherNo ratings yet
- Agitator Handbook 2005Document22 pagesAgitator Handbook 2005casda73No ratings yet
- Design of ClutchesDocument37 pagesDesign of ClutchesRintu MazumderNo ratings yet
- Ford 970Document4 pagesFord 970amanNo ratings yet
- BMW Workshop Installation Instructions - Clutch Lever Machined - 06.2016Document5 pagesBMW Workshop Installation Instructions - Clutch Lever Machined - 06.2016aviaqualNo ratings yet
- Axial Piston Variable Motor A6Vm: Series 71Document40 pagesAxial Piston Variable Motor A6Vm: Series 71juliano100% (1)
- Bolted JointDocument9 pagesBolted JointkhanhtruongNo ratings yet
- The Re-Use of Threaded Fasteners: TechnicalDocument2 pagesThe Re-Use of Threaded Fasteners: TechnicalDavid C HouserNo ratings yet
- ASTM D4648-D4648M - 13, Laboratory Miniature Vane Shear Test For Saturated Fine-Grained Clayey Soil PDFDocument7 pagesASTM D4648-D4648M - 13, Laboratory Miniature Vane Shear Test For Saturated Fine-Grained Clayey Soil PDFMarcosNo ratings yet
- Flexible-Element Couplings: How Safe Is Safe?Document4 pagesFlexible-Element Couplings: How Safe Is Safe?maidul.islamNo ratings yet
- Slip-Clutch Vs Shut-Off ClutchDocument4 pagesSlip-Clutch Vs Shut-Off Clutchovi_julianNo ratings yet
- Tighten the nut or bolt head? Understanding friction impacts preloadDocument2 pagesTighten the nut or bolt head? Understanding friction impacts preloadAmrendra JhaNo ratings yet
- Belgicast Pres. Mant. Comp. y MarDocument16 pagesBelgicast Pres. Mant. Comp. y MarDavid Luna MolinaNo ratings yet
- Clutch Fastener Specs and DiagnosticsDocument52 pagesClutch Fastener Specs and DiagnosticsGedas GvildysNo ratings yet
- Daewoo G32E-3 SpecificationsDocument61 pagesDaewoo G32E-3 SpecificationsAndrey Tsymbalov100% (2)
- Cople Jse1-0237aea-03-16Document15 pagesCople Jse1-0237aea-03-16Jorge GascaNo ratings yet
- 04 Tightening Reliability PDFDocument22 pages04 Tightening Reliability PDFpapplionNo ratings yet
- Durlon Gasket Installation e Book - RevDocument18 pagesDurlon Gasket Installation e Book - RevAndhy JwNo ratings yet
- Bolt Tightening Handbook Linear Motion ADocument44 pagesBolt Tightening Handbook Linear Motion AMarcos MorachickNo ratings yet
- CHERY SQR7080R Timing Belt and Camshaft ServiceDocument8 pagesCHERY SQR7080R Timing Belt and Camshaft Serviceferran_alfonsoNo ratings yet
- ASTM D4435 Pull Out Test Rock BoltDocument6 pagesASTM D4435 Pull Out Test Rock BoltCyrillus Arthur Saputra100% (1)
- Cola Yard 2Document11 pagesCola Yard 2pupung182No ratings yet
- Repair Instruction: PrecautionDocument18 pagesRepair Instruction: PrecautionJosemar AgostinhoNo ratings yet
- Bolted Joints Are One of The Most Common Elements in Construction and Machine DesignDocument8 pagesBolted Joints Are One of The Most Common Elements in Construction and Machine Designkhalid7015No ratings yet
- المحاضرة الرابعة:إختبارات محولات التوزيعDocument53 pagesالمحاضرة الرابعة:إختبارات محولات التوزيعوليد موسىNo ratings yet
- Modern Practice in Servo Design: International Series of Monographs in Electrical EngineeringFrom EverandModern Practice in Servo Design: International Series of Monographs in Electrical EngineeringRating: 5 out of 5 stars5/5 (1)
- Polymer Science: A Materials Science HandbookFrom EverandPolymer Science: A Materials Science HandbookA. D. JenkinsNo ratings yet
- Missing Miles Request Form enDocument2 pagesMissing Miles Request Form enazrarajanNo ratings yet
- An40 005Document8 pagesAn40 005Ilma FlorensteinNo ratings yet
- CocoDocument59 pagesCocoazrarajanNo ratings yet
- Missing Miles Request Form enDocument2 pagesMissing Miles Request Form enazrarajanNo ratings yet
- Assignment 2Document6 pagesAssignment 2azrarajanNo ratings yet
- ENT363 Lab 3 RevisedDocument13 pagesENT363 Lab 3 Revisedazrarajan0% (1)
- CarbDocument13 pagesCarbazrarajanNo ratings yet
- CarbDocument13 pagesCarbazrarajanNo ratings yet
- Lab 3 - Basic Trajectory Planning With MatlabDocument10 pagesLab 3 - Basic Trajectory Planning With MatlabazrarajanNo ratings yet
- ENT363 Lab 3 RevisedDocument13 pagesENT363 Lab 3 Revisedazrarajan0% (1)
- ORPHANCare Is An NGO Charity Organization Which Offers Stability For Abandoned BabiesDocument2 pagesORPHANCare Is An NGO Charity Organization Which Offers Stability For Abandoned BabiesazrarajanNo ratings yet
- 4G9x Engine ManualDocument171 pages4G9x Engine Manualโจ้ สแปร์แร็คNo ratings yet
- RESUME: Accounting graduate seeks entry-level positionDocument3 pagesRESUME: Accounting graduate seeks entry-level positionazrarajanNo ratings yet
- (FRC 2011) Line Following Tutorial PDFDocument5 pages(FRC 2011) Line Following Tutorial PDFazrarajanNo ratings yet
- Study of OPGW Performance against Lightning Strikes in UHV Transmission LinesDocument6 pagesStudy of OPGW Performance against Lightning Strikes in UHV Transmission LinesARCC2030No ratings yet
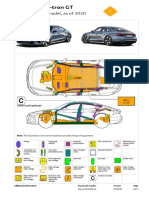
- Audi Rescue Data Sheets (E-Tron GT - Sportback - 2020 - 5d - Electric - EN)Document4 pagesAudi Rescue Data Sheets (E-Tron GT - Sportback - 2020 - 5d - Electric - EN)caragan1970No ratings yet
- VDR Annual Inspection Check List - RevisedDocument5 pagesVDR Annual Inspection Check List - RevisedKASHANNo ratings yet
- 31 Oct 2019 John RetiroDocument7 pages31 Oct 2019 John RetiroJohn Renz Caling RetiroNo ratings yet
- EV Woofer Data SummaryDocument1 pageEV Woofer Data SummaryRafRouf SehiliNo ratings yet
- Manufacturing of Earphones & Study of Surface Mount TechnologyDocument17 pagesManufacturing of Earphones & Study of Surface Mount TechnologyPranavNo ratings yet
- 25Q32BSIGDocument46 pages25Q32BSIGpepe100% (2)
- Warning: No Smoking! No Open Flame! While Installing Your Dynojet KitDocument2 pagesWarning: No Smoking! No Open Flame! While Installing Your Dynojet KitEusebio Pons FontanalsNo ratings yet
- 08 SM A107 Tshoo 7 Central Do TecnicoDocument20 pages08 SM A107 Tshoo 7 Central Do TecnicoIvan Meléndez LiñánNo ratings yet
- Hydraulic Disc Brake: User's Manual Names of PartsDocument1 pageHydraulic Disc Brake: User's Manual Names of PartsOrestis AgathokleousNo ratings yet
- Cuponal Bolted JointsDocument8 pagesCuponal Bolted JointsAhmedNo ratings yet
- Valve Samson Model 3241 Serial 470 132 B347W701 ENDocument1 pageValve Samson Model 3241 Serial 470 132 B347W701 ENClaudio StadelmannNo ratings yet
- Power Supply Systems Series 900: Control and Signalling Unit SPSC2000-A 90Document28 pagesPower Supply Systems Series 900: Control and Signalling Unit SPSC2000-A 90Oleg Kuryan0% (1)
- E-Line Next-TRILUX-Trunking Rail-7274300Document5 pagesE-Line Next-TRILUX-Trunking Rail-7274300NIKINo ratings yet
- 5MP76341Document64 pages5MP76341eliminar2024No ratings yet
- Process Gauges-Fillable Solid Front Safety Case: 4.5" Model 53SD 4.5" Model 54SDDocument2 pagesProcess Gauges-Fillable Solid Front Safety Case: 4.5" Model 53SD 4.5" Model 54SDantony nirmalaNo ratings yet
- Hi Tech ApplicatorDocument13 pagesHi Tech ApplicatorSantosh JayasavalNo ratings yet
- A Universal Programming Cable For RadiosDocument39 pagesA Universal Programming Cable For RadiosANSELMO LIMANo ratings yet
- RENR7439 - 320D Excavators Hydraulic System - Attachment - SysDocument2 pagesRENR7439 - 320D Excavators Hydraulic System - Attachment - SysMarcelo ItoNo ratings yet
- Diagaram Panel RtuDocument16 pagesDiagaram Panel Rtusayful ykNo ratings yet
- STM32 Microcontroller General Oct2012Document69 pagesSTM32 Microcontroller General Oct2012dcesentherNo ratings yet
- Voith Safeset NEW - Tourque Limiting Coupl - LRDocument32 pagesVoith Safeset NEW - Tourque Limiting Coupl - LRHector Rivera Beltrán0% (1)
- Mono 440 Wp Twin 144 half-cells module analysisDocument1 pageMono 440 Wp Twin 144 half-cells module analysisMAHINDRA CHOUDHARY 18210048No ratings yet
- B sc115Document1 pageB sc115Marcos TapiaNo ratings yet
- TAJ Series: Case DimensionsDocument6 pagesTAJ Series: Case DimensionsOlga PlohotnichenkoNo ratings yet
- M 95640-A125-A145 - EepromDocument44 pagesM 95640-A125-A145 - EepromTiago LeonhardtNo ratings yet
- Maxon DC MotorDocument16 pagesMaxon DC MotorteguhNo ratings yet
- Daewoo Kot-150 - Kot-151 - Kot-152 - Kot-155 - SMDocument72 pagesDaewoo Kot-150 - Kot-151 - Kot-152 - Kot-155 - SMElectric_TMNo ratings yet
- Design of Clutch Plate For Light Motor Vehicle NewDocument14 pagesDesign of Clutch Plate For Light Motor Vehicle NewKedar BardeNo ratings yet
- Digital Cruise ControlDocument6 pagesDigital Cruise ControlNeethu Krishna KNo ratings yet