You might also like
- Premium WordsDocument1,352 pagesPremium WordsIbrahim Adegolou75% (4)
- Presentation on Thermal Oxidation Technologies for Process Combustion CorporationDocument35 pagesPresentation on Thermal Oxidation Technologies for Process Combustion CorporationSteve WanNo ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Full Opcodes Tables of CPUs: Z80A, Z80180 (HD64180)Document9 pagesFull Opcodes Tables of CPUs: Z80A, Z80180 (HD64180)Eugene LisovyNo ratings yet
- The Fluidized Catalytic Cracking Process NieskensDocument50 pagesThe Fluidized Catalytic Cracking Process Nieskenskedar_gujarathiNo ratings yet
- Vacuum, Steam Ejectors, Atmospheric Air Ejectors PDFDocument13 pagesVacuum, Steam Ejectors, Atmospheric Air Ejectors PDFRichard ObinnaNo ratings yet
- Substations-Pdf Parte3 PDFDocument76 pagesSubstations-Pdf Parte3 PDFCopr'esunaestafa EditorialdemierdaNo ratings yet
- Design Philosophy of A Mixed Feed Cracker Dharmendra Narang Chief Engineer Technipfmc 6825 PDFDocument25 pagesDesign Philosophy of A Mixed Feed Cracker Dharmendra Narang Chief Engineer Technipfmc 6825 PDFNAVEEN AVVARUNo ratings yet
- Lec 4-Sounding SystemDocument38 pagesLec 4-Sounding SystemArwa Hussein100% (3)
- Process Engineering: Facts, Fiction and FablesFrom EverandProcess Engineering: Facts, Fiction and FablesRating: 3 out of 5 stars3/5 (2)
- Lecture - 1 - Thermal Equipment Design - IntroductionDocument14 pagesLecture - 1 - Thermal Equipment Design - IntroductionAbed Baayoun100% (2)
- Turbine Presentation, NGDocument46 pagesTurbine Presentation, NGNitesh GargNo ratings yet
- AERZEN Blowers Improve Wastewater Treatment Plant PerformanceDocument156 pagesAERZEN Blowers Improve Wastewater Treatment Plant PerformanceBrayanNo ratings yet
- ECOTHERM - Steam Solutions PDFDocument56 pagesECOTHERM - Steam Solutions PDFsouparna dutta100% (1)
- Iot As A Service: Bo Li Mao Yang Hui Yuan Zhongjiang YanDocument502 pagesIot As A Service: Bo Li Mao Yang Hui Yuan Zhongjiang YanCristina VotoNo ratings yet
- Give at Least 10 Advantages Aasdnd 10 Disadvantages of Steel As A Structural MaterialDocument4 pagesGive at Least 10 Advantages Aasdnd 10 Disadvantages of Steel As A Structural MaterialAdvincula Jericson79% (14)
- Steam CrackingDocument2 pagesSteam CrackingPrem KumarNo ratings yet
- Decoking TechniquesDocument8 pagesDecoking Techniquesah.elmagrabyNo ratings yet
- Thermodynamic Design Data for Heat Pump Systems: A Comprehensive Data Base and Design ManualFrom EverandThermodynamic Design Data for Heat Pump Systems: A Comprehensive Data Base and Design ManualNo ratings yet
- Vacuum Systems in Vegetable Oil RefiningDocument50 pagesVacuum Systems in Vegetable Oil RefiningMaicon Espindola Dos SantosNo ratings yet
- ISO 30302 2015 SpanishDocument50 pagesISO 30302 2015 SpanishThant AungNo ratings yet
- WELCOME To Unit 7&8 Coal Fire Power PlantDocument21 pagesWELCOME To Unit 7&8 Coal Fire Power PlantIwan RuhiyanaNo ratings yet
- PFDDocument1 pagePFDWin Da ProNo ratings yet
- Lr-I Chemtech IIDocument14 pagesLr-I Chemtech IINayan HalderNo ratings yet
- On - Styrene Flysheet 210 X 270 - FinalDocument2 pagesOn - Styrene Flysheet 210 X 270 - Finalnur mxNo ratings yet
- WHRB Cement 2021Document5 pagesWHRB Cement 2021Anupam KushalNo ratings yet
- Sustainable Energy and Ferrochrome from Tannery WasteDocument16 pagesSustainable Energy and Ferrochrome from Tannery WasteMarco Bruto HorseshoeNo ratings yet
- Aquatherm Hot Water GeneratorDocument2 pagesAquatherm Hot Water GeneratorNakul AhirraoNo ratings yet
- Water in Cracked Gas Dryer Vessel Outlets: Application NoteDocument2 pagesWater in Cracked Gas Dryer Vessel Outlets: Application Noteluciole60No ratings yet
- Gas Sweetening by AminesDocument31 pagesGas Sweetening by AminesBrayan MuñozNo ratings yet
- Unit 10 Methanol To OlefinDocument19 pagesUnit 10 Methanol To Olefinsafavi91No ratings yet
- C150 PCS 08 04 en Us - 2015 PDFDocument4 pagesC150 PCS 08 04 en Us - 2015 PDFRania ToumiNo ratings yet
- Maxtherm - MSR-MSF Range BoilersDocument4 pagesMaxtherm - MSR-MSF Range BoilersAbishekh SekharNo ratings yet
- CPT Flowsheets End SemDocument9 pagesCPT Flowsheets End SemRitvi BartiyaNo ratings yet
- Ethylbenzene Techsheet v4 3Document2 pagesEthylbenzene Techsheet v4 3mdtasarasNo ratings yet
- Menwer Attarakih, Samer AL-Zyod, Odai AL-Dmour, Ohannes Markarian, Lujain Jamous, Yara IrdisDocument1 pageMenwer Attarakih, Samer AL-Zyod, Odai AL-Dmour, Ohannes Markarian, Lujain Jamous, Yara IrdisholaNo ratings yet
- Jones-Treese2014 ReferenceWorkEntry UtilitiesInPetroleumProcessingDocument60 pagesJones-Treese2014 ReferenceWorkEntry UtilitiesInPetroleumProcessingdantopanNo ratings yet
- Design and Retrofit of The C 2 Splitter in A CommeDocument11 pagesDesign and Retrofit of The C 2 Splitter in A CommeAjesh mohanNo ratings yet
- EthyleneDocument4 pagesEthyleneAlejandro Giraldo ZuluagaNo ratings yet
- Diesel CoolingDocument84 pagesDiesel CoolingNA01JTNo ratings yet
- Statsafe PolyolefinDocument2 pagesStatsafe PolyolefinSekar AyuNo ratings yet
- 05 VruDocument17 pages05 VruSergio RodriguezNo ratings yet
- SMART Styrene 12 PDFDocument2 pagesSMART Styrene 12 PDFAntonela PortaNo ratings yet
- Thermojet G3700: Product Specification SheetDocument2 pagesThermojet G3700: Product Specification SheetAnonymous alQXB11EgQNo ratings yet
- Chapter 2 - Answer Key, Introduction To Chemical Engineering: Tools For Today and TomorrowDocument10 pagesChapter 2 - Answer Key, Introduction To Chemical Engineering: Tools For Today and Tomorrowloop arrayNo ratings yet
- Steam Vacuum EjectorsDocument14 pagesSteam Vacuum Ejectorssaeed.work92No ratings yet
- Sedifilt Oil & Gas Brochure PDFDocument8 pagesSedifilt Oil & Gas Brochure PDFAalap DerasaryNo ratings yet
- Copra Oil Mill Process FlowDocument3 pagesCopra Oil Mill Process FlowJohn WilrichNo ratings yet
- Advanced Natural Gas Reciprocating Engines (ARES) : DE-FC26-01CH11079 Caterpillar, Inc. May 2001 - June 2011Document26 pagesAdvanced Natural Gas Reciprocating Engines (ARES) : DE-FC26-01CH11079 Caterpillar, Inc. May 2001 - June 2011guichen wangNo ratings yet
- Familiarisation of PP-3 Power PlantsDocument11 pagesFamiliarisation of PP-3 Power PlantsPushpendra Mishra100% (1)
- Simetal Meros Plant enDocument8 pagesSimetal Meros Plant enLuigi OlivaNo ratings yet
- BTEX in GDUDocument19 pagesBTEX in GDUAnonymous QSfDsVxjZNo ratings yet
- First Upstream Projects-Epc PlanDocument13 pagesFirst Upstream Projects-Epc PlanRccg DestinySanctuaryNo ratings yet
- CyrogenicDocument4 pagesCyrogenicBayu SaputraNo ratings yet
- CHE 2002 Process Equipment Design and Economics Laboratory School of Chemical Engineering (SCHEME)Document3 pagesCHE 2002 Process Equipment Design and Economics Laboratory School of Chemical Engineering (SCHEME)HHNo ratings yet
- SCL ETP VOC Emission 2021Document3 pagesSCL ETP VOC Emission 2021shubhamNo ratings yet
- CATALYSTSDocument21 pagesCATALYSTSJhon Jairo Rico CerqueraNo ratings yet
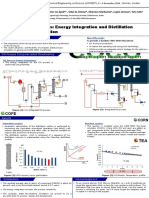
- 06 - SCORE Optimum RecoveryDocument10 pages06 - SCORE Optimum RecoveryAbhimanyu SharmaNo ratings yet
- Vapor Power System (Rankine Cycle)Document42 pagesVapor Power System (Rankine Cycle)KhoirulAnwarNo ratings yet
- Diva Envitec VapoZEMDocument6 pagesDiva Envitec VapoZEMThe Sur StudioNo ratings yet
- HdpeDocument19 pagesHdpesupriya guptaNo ratings yet
- Nuclear System Engineering: Cho, Hyoung Kyu Cho, Hyoung KyuDocument22 pagesNuclear System Engineering: Cho, Hyoung Kyu Cho, Hyoung KyuNadeem ShaukatNo ratings yet
- Learning AreaDocument11 pagesLearning AreaRavish RathoreNo ratings yet
- Building Customer-Centric OrganizationsDocument58 pagesBuilding Customer-Centric Organizationscamitercero7830No ratings yet
- How Digital Tech Affects MemoryDocument3 pagesHow Digital Tech Affects MemoryfatimaNo ratings yet
- HVAC-Indoor AC-LG-Cassette 4 Way 2x2Document4 pagesHVAC-Indoor AC-LG-Cassette 4 Way 2x2Ashar HassanNo ratings yet
- What Is An IP AddressDocument5 pagesWhat Is An IP AddressM.h. PulokNo ratings yet
- 3BUA000135R5001 DCI ConfigDocument34 pages3BUA000135R5001 DCI ConfigCristi CrseNo ratings yet
- MFL Floormap - How To Scan and Get DataDocument18 pagesMFL Floormap - How To Scan and Get DataNguyen PhucNo ratings yet
- Solis 10K PDFDocument15 pagesSolis 10K PDFVictor Rios GarciaNo ratings yet
- IrctcDocument2 pagesIrctcSaurabh SinghNo ratings yet
- Mdaemon enDocument865 pagesMdaemon enYadi RachmanNo ratings yet
- DTS 50 TL3 1MPPT en Rev 6-27-13Document2 pagesDTS 50 TL3 1MPPT en Rev 6-27-13Javad NaserbakhtNo ratings yet
- Haier Biomedical General Catalogue 2019 PDFDocument96 pagesHaier Biomedical General Catalogue 2019 PDFJean TorreblancaNo ratings yet
- Kandi. Sai Pavan Kumar: Career ObjectiveDocument2 pagesKandi. Sai Pavan Kumar: Career ObjectiveSai PavanNo ratings yet
- Motorola Moto G (2014) ManualDocument68 pagesMotorola Moto G (2014) ManualXBNo ratings yet
- GNSS Processing Report for TDTV MarkerDocument9 pagesGNSS Processing Report for TDTV MarkerJoshua Paskah NugrahaNo ratings yet
- Public Participation in Decision-Making ProcessesDocument10 pagesPublic Participation in Decision-Making ProcessesGenniyaNo ratings yet
- Resume of Jhune Perez RTDocument2 pagesResume of Jhune Perez RTByahe Ni GeloNo ratings yet
- Student's ReflectionDocument2 pagesStudent's ReflectionRex MagsipocNo ratings yet
- Air Matic W222Document4 pagesAir Matic W222Văn Chung LêNo ratings yet
- Linear IC Voltage RegulatorsDocument11 pagesLinear IC Voltage RegulatorsJavier Avalos GallosNo ratings yet
- WIRING DIAGRAM Wifi VendoDocument5 pagesWIRING DIAGRAM Wifi VendoDikdik PribadiNo ratings yet
- Edelson 2021Document27 pagesEdelson 2021juliopanzNo ratings yet
- Sunny Brochure 16 Pages 23102018 PDFDocument8 pagesSunny Brochure 16 Pages 23102018 PDFSunilNo ratings yet
- 3 - MT 103 - 202 Base Procedure For Receiver Review and Comments AoDocument4 pages3 - MT 103 - 202 Base Procedure For Receiver Review and Comments Aouink wowNo ratings yet
- Study of IT Systems at Ashok LeylandDocument3 pagesStudy of IT Systems at Ashok LeylandSiddhant SalilNo ratings yet