You might also like
- Sulfur Recovery Combustion Solutions: Proven SRU Performance For Seamless System IntegrationDocument3 pagesSulfur Recovery Combustion Solutions: Proven SRU Performance For Seamless System IntegrationlpczyfansNo ratings yet
- Kleenheat Presentation 2014Document32 pagesKleenheat Presentation 2014scata1117No ratings yet
- CO2 Presentation LAM 2003 06 PDFDocument81 pagesCO2 Presentation LAM 2003 06 PDFzikhail93No ratings yet
- Skikda Training CDU (Goal Content)Document26 pagesSkikda Training CDU (Goal Content)Mohamed OuichaouiNo ratings yet
- Ammonias Operator Training GBHDocument57 pagesAmmonias Operator Training GBHGeorge Van BommelNo ratings yet
- Hydrocracking Unit PDFDocument9 pagesHydrocracking Unit PDFcrili69No ratings yet
- Baumgardner - Industry PerspectiveDocument40 pagesBaumgardner - Industry PerspectiveAPE MKTNo ratings yet
- FLUXOGRAMA DE TODA REFINARIADocument19 pagesFLUXOGRAMA DE TODA REFINARIAMário Silva NetoNo ratings yet
- Reforming and Naphtha SplitterDocument32 pagesReforming and Naphtha Splittercedric100% (5)
- Vacuum Systems in Vegetable Oil RefiningDocument50 pagesVacuum Systems in Vegetable Oil RefiningMaicon Espindola Dos SantosNo ratings yet
- 11 M Bester The Application of Regenerative Feed Water Heating To Power CyclesDocument19 pages11 M Bester The Application of Regenerative Feed Water Heating To Power CyclesAbraham.CastilloNo ratings yet
- Urea ComparisionsDocument4 pagesUrea ComparisionsMK GandhiNo ratings yet
- Gas Treating by AmineDocument161 pagesGas Treating by Aminerahul ck100% (5)
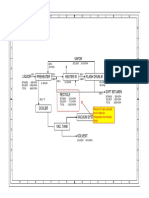
- Vapor: Recycle Ini Apa Yaa Pak, KRN Ini Tidak Bs Dmasukkan Ke Simulasi HysysDocument1 pageVapor: Recycle Ini Apa Yaa Pak, KRN Ini Tidak Bs Dmasukkan Ke Simulasi Hysyst_i_f_anoNo ratings yet
- Simulation and Maximum Energy Recovery of a Methanol Production ProcessDocument29 pagesSimulation and Maximum Energy Recovery of a Methanol Production ProcessPhilani MkhonzaNo ratings yet
- Coal Processing PlantsDocument16 pagesCoal Processing PlantsSORIN AVRAMESCUNo ratings yet
- SANYO's CO2 Heat Pump Technology Seminar in NorwayDocument32 pagesSANYO's CO2 Heat Pump Technology Seminar in NorwayIka YuliyaniNo ratings yet
- Sanyo Technologies: at Ahlsell Seminar in NorwayDocument32 pagesSanyo Technologies: at Ahlsell Seminar in Norwayika yuliyani murtiharjonoNo ratings yet
- Hexane Polymerisation: Data SheetDocument3 pagesHexane Polymerisation: Data SheetHamid Vahedi LarijaniNo ratings yet
- Bare and Lagged Pipes PDFDocument11 pagesBare and Lagged Pipes PDFlee diquiatcoNo ratings yet
- CmaiDocument17 pagesCmaiharvin95No ratings yet
- Failure of REFORMED GAS Boiler Tubes: A Learning in Harder WayDocument7 pagesFailure of REFORMED GAS Boiler Tubes: A Learning in Harder Wayvaratharajan g rNo ratings yet
- Oil Analysis Charge and Cleaning: Item Unit Test Method LimitDocument1 pageOil Analysis Charge and Cleaning: Item Unit Test Method LimitJose Yebra DeaunaNo ratings yet
- Thermal performances for one boilerDocument1 pageThermal performances for one boilerJosé Pedro MagalhãesNo ratings yet
- Heat Exchanger Network Design Using Pinch Analysis PDFDocument25 pagesHeat Exchanger Network Design Using Pinch Analysis PDFAhmed Mohamed KhalilNo ratings yet
- 06 - Reservoir Fluid StudiesDocument18 pages06 - Reservoir Fluid StudiesRamez MaherNo ratings yet
- HexaneDocument3 pagesHexaneIan RidzuanNo ratings yet
- Thermal Conversion ProcessesDocument24 pagesThermal Conversion ProcessesAl JawadNo ratings yet
- Managing Boil Off Gas from LNG CarriersDocument30 pagesManaging Boil Off Gas from LNG CarrierskhenzyNo ratings yet
- Acid Gas Sweetening With DEADocument20 pagesAcid Gas Sweetening With DEAEfer Cuadros BNo ratings yet
- Mud Cooler ReportDocument14 pagesMud Cooler ReportAlok Singh100% (1)
- Engine Oil Test Results and Recommendations To Interkels - 07082019Document2 pagesEngine Oil Test Results and Recommendations To Interkels - 07082019Georgina SuleNo ratings yet
- Black Oil - CompressedDocument46 pagesBlack Oil - CompressedMuh AsharNo ratings yet
- Start Up and Shut Down For STG: Bharat Heavy Electricals Limited Hyderabad Wensday 17/03/2004Document29 pagesStart Up and Shut Down For STG: Bharat Heavy Electricals Limited Hyderabad Wensday 17/03/2004Tanju OralNo ratings yet
- VBE - Aug2008 Pressure Loss CalculatorDocument9 pagesVBE - Aug2008 Pressure Loss Calculatorakhilendraa4074No ratings yet
- NaphtaDocument2 pagesNaphtaVictor fajardoNo ratings yet
- CO2 RemovalDocument31 pagesCO2 Removalmamidi padmakar100% (5)
- Gas Sweetening Process Design and CalculationsDocument9 pagesGas Sweetening Process Design and CalculationsFlorin Daniel AnghelNo ratings yet
- PrintDocument7 pagesPrintHowon LeeNo ratings yet
- Refrigerated Gas Plant: Gas Processing With Propane Refrigeration LoopDocument12 pagesRefrigerated Gas Plant: Gas Processing With Propane Refrigeration LoopTamer LordNo ratings yet
- 02.understanding Process Equipment For Operators & Engineers-50Document5 pages02.understanding Process Equipment For Operators & Engineers-50rahulNo ratings yet
- Troubleshooting of ADGAS' Benfield HiPure Plant of Natural Gas Sweetening Using Process SimulationDocument15 pagesTroubleshooting of ADGAS' Benfield HiPure Plant of Natural Gas Sweetening Using Process SimulationBRUCE QUARENo ratings yet
- Diesel: Quality Control Tests of Finished Petroleum Products 3-Diesel FuelDocument12 pagesDiesel: Quality Control Tests of Finished Petroleum Products 3-Diesel Fuelعلي صباح ريسان جخمNo ratings yet
- Process Flow Diagram USTDocument1 pageProcess Flow Diagram USTKó ChitNo ratings yet
- Ahmedabad, Gujarat, India.: Cell No.+91 9898231676Document55 pagesAhmedabad, Gujarat, India.: Cell No.+91 9898231676valiuddinNo ratings yet
- MAZE Enviromental July 2021Document6 pagesMAZE Enviromental July 2021henry echeverriNo ratings yet
- Datasheet Isoparaffinsshellsoltdeurope PDFDocument3 pagesDatasheet Isoparaffinsshellsoltdeurope PDFmeNo ratings yet
- Acetone: Shell ChemicalsDocument3 pagesAcetone: Shell ChemicalsUzair BukhariNo ratings yet
- Gross Heat in Petroleum Coke: Instrument: AC600Document2 pagesGross Heat in Petroleum Coke: Instrument: AC600Alfredo MarcanoNo ratings yet
- AdapT ProTreat GuidelinesDocument7 pagesAdapT ProTreat GuidelinesAlek KrótkiNo ratings yet
- Low Grade Whu Potential-Textile SectorDocument20 pagesLow Grade Whu Potential-Textile SectorAna lisbeth Galindo NogueraNo ratings yet
- Ol715eng 2Document1 pageOl715eng 2Omar SaaedNo ratings yet
- Mud Cooler Report - Case StudyDocument14 pagesMud Cooler Report - Case StudyAlok Singh100% (1)
- BOWMAN - Exhaust Gas Heat ExchangerDocument8 pagesBOWMAN - Exhaust Gas Heat Exchangerryan pratiktoNo ratings yet
- Advanced Process Control: A Real World ExampleDocument26 pagesAdvanced Process Control: A Real World Exampleاحمد الدلالNo ratings yet
- Gasoline and Oil Stoves, "New Process" and "Standard." 1901From EverandGasoline and Oil Stoves, "New Process" and "Standard." 1901No ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Plumbing and Piping Systems Inspection Notes: Up to CodeFrom EverandPlumbing and Piping Systems Inspection Notes: Up to CodeRating: 3 out of 5 stars3/5 (2)
- Audel HVAC Fundamentals, Volume 2: Heating System Components, Gas and Oil Burners, and Automatic ControlsFrom EverandAudel HVAC Fundamentals, Volume 2: Heating System Components, Gas and Oil Burners, and Automatic ControlsNo ratings yet