You might also like
- Hartle SolutionsDocument389 pagesHartle SolutionsJorge Ramos78% (60)
- USBR 7300-89 Constant Head Permeability LapanganDocument10 pagesUSBR 7300-89 Constant Head Permeability Lapanganafif haqyNo ratings yet
- Geometric Knit Blankets: 30 Innovative and Fun-to-Knit DesignsFrom EverandGeometric Knit Blankets: 30 Innovative and Fun-to-Knit DesignsRating: 5 out of 5 stars5/5 (2)
- Axminster AC1950B ManualDocument44 pagesAxminster AC1950B Manualj_abendstern4688No ratings yet
- T4 - Corrections in Taping PDFDocument34 pagesT4 - Corrections in Taping PDFAngelica TalandronNo ratings yet
- Module 2 Measurement of Horizontal DistancesDocument16 pagesModule 2 Measurement of Horizontal DistancesSkyNo ratings yet
- Measurement of HorizontalDocument8 pagesMeasurement of HorizontalVerlyn Kate Pang-ayNo ratings yet
- T4 Correction in Taping PDFDocument23 pagesT4 Correction in Taping PDFgei anchetaNo ratings yet
- CE 2121 - Module 2Document9 pagesCE 2121 - Module 2ria jean camangianNo ratings yet
- Using Acoustic Pulse Reflectometry For Quality Control of Heat Exchanger CleaningDocument5 pagesUsing Acoustic Pulse Reflectometry For Quality Control of Heat Exchanger CleaningardiNo ratings yet
- Ton Miles 1Document8 pagesTon Miles 1aowsNo ratings yet
- The Effect On Well Productivity of Formation Penetration Beyond Perforated CasingDocument4 pagesThe Effect On Well Productivity of Formation Penetration Beyond Perforated CasingFairuz AthallahNo ratings yet
- 2A FS TemplateDocument11 pages2A FS TemplateArnel GattocNo ratings yet
- Prediction of Wave Reflection From Rock Structures: An Integration of Field & Laboratory DataDocument10 pagesPrediction of Wave Reflection From Rock Structures: An Integration of Field & Laboratory Datamarufuddin0No ratings yet
- Module-2 Fundamentals of SurveyingDocument2 pagesModule-2 Fundamentals of Surveyingnonononoway100% (1)
- Ce268 General Surveying Corrections in TapingDocument16 pagesCe268 General Surveying Corrections in TapingCasalta Kenneth100% (2)
- Surveying NotesDocument19 pagesSurveying NotesRhyza J RodrigoNo ratings yet
- Tang1996 GustGenerator JoA-3.46914Document10 pagesTang1996 GustGenerator JoA-3.46914Paul BaumannNo ratings yet
- Logging Logging of Drilled Lti (JD: Introd (Jction To Induction and Application To Wells With Oil BaseDocument15 pagesLogging Logging of Drilled Lti (JD: Introd (Jction To Induction and Application To Wells With Oil BaseFaisal AzizzNo ratings yet
- ASAJ021a 0477 1Document2 pagesASAJ021a 0477 1Morena SlpNo ratings yet
- PRS Product BrochureDocument8 pagesPRS Product BrochureMuhammad RofiqNo ratings yet
- Lesson 1.4: Pacing and Taping: Unit IDocument18 pagesLesson 1.4: Pacing and Taping: Unit ICarlo CabanusNo ratings yet
- CE101 LEC5 Tape CorrectionDocument35 pagesCE101 LEC5 Tape CorrectionGerard Co100% (1)
- Diffraction 1Document4 pagesDiffraction 1fubufubuNo ratings yet
- Sunneset & Al (1989) - Evaluation of Soil Parameters FromDocument14 pagesSunneset & Al (1989) - Evaluation of Soil Parameters FromJennifer MillerNo ratings yet
- Radiation Therapy: Khan BentelDocument9 pagesRadiation Therapy: Khan BentelMark M. AlipioNo ratings yet
- NE of The Most Important Applications Of: Generalized Plane Wave Horn TheoryDocument13 pagesNE of The Most Important Applications Of: Generalized Plane Wave Horn TheoryBob BeduneauNo ratings yet
- Errors in Measurement:: Lecture ModuleDocument4 pagesErrors in Measurement:: Lecture ModuleJacob SantosNo ratings yet
- Learning Module 2 CE 245Document20 pagesLearning Module 2 CE 245Benmark JabayNo ratings yet
- Articulo OriginalDocument4 pagesArticulo OriginalCesar Canales MinayaNo ratings yet
- Parametric Study of The Effects of A Tubercle's Geometry On Wing Performance Through The Use of LLT Bolzon 2016Document13 pagesParametric Study of The Effects of A Tubercle's Geometry On Wing Performance Through The Use of LLT Bolzon 2016RNo ratings yet
- Lead Apron InspectionDocument4 pagesLead Apron InspectionPP043No ratings yet
- 03 - Measurement of Horizontal DistancesDocument29 pages03 - Measurement of Horizontal DistancesRenzhel Mae CabalunaNo ratings yet
- Connection Strength Testing (Allan Block)Document2 pagesConnection Strength Testing (Allan Block)ALEXlol95No ratings yet
- 1966- (简单解析解) Pulse-Testing A New Method for Describing Reservoir Flow Properties Between WellsDocument6 pages1966- (简单解析解) Pulse-Testing A New Method for Describing Reservoir Flow Properties Between WellsddqylxgNo ratings yet
- Atmospheric Vapor Compensation Spectrum 100 TCHDocument4 pagesAtmospheric Vapor Compensation Spectrum 100 TCHNAdreaNo ratings yet
- N. V. V. Mason: K. SaatjianDocument12 pagesN. V. V. Mason: K. SaatjianaowsNo ratings yet
- Successfully Specify 3 Phase SeparatorsDocument12 pagesSuccessfully Specify 3 Phase Separatorsmyself_ritesh0% (1)
- Successfully Specify Three-Phase: SeparatorsDocument12 pagesSuccessfully Specify Three-Phase: SeparatorsjrfmlNo ratings yet
- Performance Variations of Leading-Edge Tubercles For Distinct Airfoil Pro FilesDocument10 pagesPerformance Variations of Leading-Edge Tubercles For Distinct Airfoil Pro FilesBanuNo ratings yet
- Chu 1947Document14 pagesChu 1947Sophia Petrea NogueiraNo ratings yet
- SPE 89598 Modeling Coiled Tubing Drag Forces - Small Factors Have A Big ImpactDocument6 pagesSPE 89598 Modeling Coiled Tubing Drag Forces - Small Factors Have A Big ImpactabodolkuhaaNo ratings yet
- Casing & Cementing ConventionalDocument1 pageCasing & Cementing ConventionalDeepak TandonNo ratings yet
- Handbook de 30 A 44Document15 pagesHandbook de 30 A 44srgokuNo ratings yet
- Characteristic Impedance of Shielded Stripline PDFDocument6 pagesCharacteristic Impedance of Shielded Stripline PDFLarry StellNo ratings yet
- Economic Pipe SizeDocument4 pagesEconomic Pipe SizeAndreamNo ratings yet
- Impedance Measurements in Coaxial Waveguide Systems: R. L. Jesch R. M. JicklingDocument12 pagesImpedance Measurements in Coaxial Waveguide Systems: R. L. Jesch R. M. JicklingRizkya RahmandhitaNo ratings yet
- DC 950045 001Document1 pageDC 950045 001Abu Anas M.SalaheldinNo ratings yet
- DC 950045 001Document1 pageDC 950045 001Abu Anas M.SalaheldinNo ratings yet
- Plates ExampleDocument1 pagePlates Example2240335No ratings yet
- Lesson 6 Tape Corrections PDFDocument27 pagesLesson 6 Tape Corrections PDFMikeNo ratings yet
- T Ceet226 Lec7Document14 pagesT Ceet226 Lec7ちやんChaesueNo ratings yet
- ACM-100 Web Operating InstructionsDocument4 pagesACM-100 Web Operating InstructionsEmmanuel BocheNo ratings yet
- Sur em en TDocument38 pagesSur em en TShah PreetNo ratings yet
- Tran 1993 0262Document3 pagesTran 1993 0262Particle Beam Physics LabNo ratings yet
- Navigation & Voyage Planning Companions: Navigation, Nautical Calculation & Passage Planning CompanionsFrom EverandNavigation & Voyage Planning Companions: Navigation, Nautical Calculation & Passage Planning CompanionsNo ratings yet
- Turbulent Buoyant Jets and Plumes: HMT: The Science & Applications of Heat and Mass Transfer. Reports, Reviews & Computer ProgramsFrom EverandTurbulent Buoyant Jets and Plumes: HMT: The Science & Applications of Heat and Mass Transfer. Reports, Reviews & Computer ProgramsNo ratings yet
- Total Cross-Section Measurements: Progress in Nuclear PhysicsFrom EverandTotal Cross-Section Measurements: Progress in Nuclear PhysicsNo ratings yet
- Answer Keys: NCERT Booster Programme For NEET-2024 (XII Studying) - Physics - Poll-08Document14 pagesAnswer Keys: NCERT Booster Programme For NEET-2024 (XII Studying) - Physics - Poll-08Rohit LokvaniNo ratings yet
- Umeb-S.A Three-Phase Squirrel Cage Induction Motors in Flameproof Enclosure Ex D IIC T4 or Ex de IIC T4 Type ASA 160M-4 11 KW, 1500 Rot/minDocument5 pagesUmeb-S.A Three-Phase Squirrel Cage Induction Motors in Flameproof Enclosure Ex D IIC T4 or Ex de IIC T4 Type ASA 160M-4 11 KW, 1500 Rot/minCARMEN DIMITRIUNo ratings yet
- Installation Instructions: Viper 2000 Control SystemDocument6 pagesInstallation Instructions: Viper 2000 Control SystemExtrat poisNo ratings yet
- Alkaline Activation of Synthetic Gehlenite Glasses: by J. DejaDocument14 pagesAlkaline Activation of Synthetic Gehlenite Glasses: by J. DejaomarnajimNo ratings yet
- Batch Cooling Crystallization of Xylitol Produced by Biotechnological RouteDocument7 pagesBatch Cooling Crystallization of Xylitol Produced by Biotechnological RouteRafael ScatolinNo ratings yet
- This Page Is About The Trigonometric Functions ofDocument37 pagesThis Page Is About The Trigonometric Functions ofSilvio MadetyNo ratings yet
- EWAQ-CWN CWP Product Flyer ECPEN17-443 EnglishDocument2 pagesEWAQ-CWN CWP Product Flyer ECPEN17-443 Englishsljiva11No ratings yet
- PC Omar LecturesDocument415 pagesPC Omar Lecturessteve.donovan.finadvisorNo ratings yet
- Activity 1 "Different Instrument Used in Physical Pharmacy and Its Function" Instrument Illustration FunctionDocument9 pagesActivity 1 "Different Instrument Used in Physical Pharmacy and Its Function" Instrument Illustration Functionhystexi caaaleNo ratings yet
- Quench and Partitioning OpportunityDocument9 pagesQuench and Partitioning OpportunityJoselo HRNo ratings yet
- Characterization and Dielectric Properties of Microwave Rare Earth Ceramics For TelecomunicationDocument126 pagesCharacterization and Dielectric Properties of Microwave Rare Earth Ceramics For TelecomunicationSebastião JuniorNo ratings yet
- Helium-Neon Laser - WikipediaDocument5 pagesHelium-Neon Laser - Wikipediantphuoc694No ratings yet
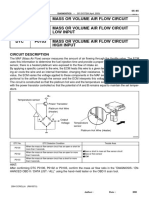
- DTC P0100 Mass or Volume Air Flow Circuit DTC P0102 Mass or Volume Air Flow Circuit Low Input DTC P0103 Mass or Volume Air Flow Circuit High InputDocument1 pageDTC P0100 Mass or Volume Air Flow Circuit DTC P0102 Mass or Volume Air Flow Circuit Low Input DTC P0103 Mass or Volume Air Flow Circuit High InputClodoaldo BiassioNo ratings yet
- ExerciseGOCDocument40 pagesExerciseGOCcubemakers2211No ratings yet
- Baumatic Oven ManualDocument32 pagesBaumatic Oven Manualswamilavan6344No ratings yet
- Tutorial 13Document2 pagesTutorial 137nx58s9dyhNo ratings yet
- TPEL Letter 2022 08 0434 - Proof - HiDocument5 pagesTPEL Letter 2022 08 0434 - Proof - HiLab EvseNo ratings yet
- 3014 LED PLW3014CA Series: Product DatasheetDocument14 pages3014 LED PLW3014CA Series: Product DatasheetfaberjetNo ratings yet
- Honeywell C554A Instruction (Eng)Document8 pagesHoneywell C554A Instruction (Eng)Wahyudi andhika comNo ratings yet
- Activity-1 7Document2 pagesActivity-1 7Jireh AlveyraNo ratings yet
- Building Electrical System FM ALL CHAPTERSDocument267 pagesBuilding Electrical System FM ALL CHAPTERSabrarulh522No ratings yet
- Lesson 2 Atoms, Molecules, & IonsDocument3 pagesLesson 2 Atoms, Molecules, & IonsRachel VillasisNo ratings yet
- Basic Metallurgy - A WalkthroughDocument129 pagesBasic Metallurgy - A WalkthroughPrasanth M CoolNo ratings yet
- Concept of Holes in Semi ConductorsDocument7 pagesConcept of Holes in Semi ConductorsSai lakshmi Sindhura100% (1)
- Pragathi Full Test 18 P1 Question PaperDocument23 pagesPragathi Full Test 18 P1 Question PaperEashvar SrinivasanNo ratings yet
- Picosecond User ManualDocument27 pagesPicosecond User Manualbasel zakiNo ratings yet
- Asco - Jkh8551g401mmsDocument4 pagesAsco - Jkh8551g401mmsBiến tần MICNONo ratings yet
- Activity 2 - Refrigeration and Air Conditioning cycle-MORADO, NANETTEDocument3 pagesActivity 2 - Refrigeration and Air Conditioning cycle-MORADO, NANETTENanette Morado100% (1)