You might also like
- ASME B31.3 (2022) - PWHT RequirementDocument4 pagesASME B31.3 (2022) - PWHT RequirementTactical Blackhawk Batam100% (1)
- Past Mechanical Engineering Board Exam QuestionDocument3 pagesPast Mechanical Engineering Board Exam QuestionCreation Your80% (5)
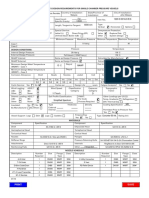
- Form U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsDocument2 pagesForm U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsAmit Sharma100% (1)
- Tube-to-Tubesheet Joints - BaherDocument51 pagesTube-to-Tubesheet Joints - BaherNAMO100% (3)
- How To Review PV Elite Design Report PDFDocument9 pagesHow To Review PV Elite Design Report PDFprocess process100% (1)
- ASME Section II Part CDocument30 pagesASME Section II Part CHashim GT67% (3)
- Summary of ASME Section VIIIDocument3 pagesSummary of ASME Section VIIIAMALENDU PAUL100% (2)
- Asme ViiiDocument88 pagesAsme ViiiAnonymous jtbdj73W100% (15)
- Pip Vefv1102Document1 pagePip Vefv1102ParkerNo ratings yet
- ASTM A269 Specification PDFDocument7 pagesASTM A269 Specification PDFrahulNo ratings yet
- Asme Section Viii Div.1Document87 pagesAsme Section Viii Div.1balu100% (7)
- Mesc Spe 76.212 2010Document12 pagesMesc Spe 76.212 2010Andy Yoon50% (2)
- Asme Section Viii Div-1,2,3Document73 pagesAsme Section Viii Div-1,2,3me2437090% (39)
- UG-39 - Flat Head ReinforcementDocument3 pagesUG-39 - Flat Head ReinforcementAshish DhokNo ratings yet
- User Design Spec - Rev1Document5 pagesUser Design Spec - Rev1John NashNo ratings yet
- Asme Section II A-2 Sa-612 Sa-612mDocument4 pagesAsme Section II A-2 Sa-612 Sa-612mAnonymous GhPzn1xNo ratings yet
- Peso Interview QuestiionsDocument3 pagesPeso Interview QuestiionsrajeshNo ratings yet
- Mesc Spe 74 014 2016 PDFDocument15 pagesMesc Spe 74 014 2016 PDFSalahuddin FarooquiNo ratings yet
- ASME Section I and Section VIII-FundamentalsDocument52 pagesASME Section I and Section VIII-Fundamentalsmirzacogo100% (1)
- HMT PinjoreDocument45 pagesHMT PinjoreJaskiratSinghNo ratings yet
- Post Weld Heat TreatmentDocument51 pagesPost Weld Heat Treatmenttbmari97% (32)
- ASME Sec VIII Div 1Document27 pagesASME Sec VIII Div 1Devoh100% (2)
- ASME Section VIII, Division 2Document23 pagesASME Section VIII, Division 2Saeed Rehman100% (1)
- Short Checklist To Complete A Design Calculation According To The ASME Boiler and Pressure Vessel Code Section VIIIDocument3 pagesShort Checklist To Complete A Design Calculation According To The ASME Boiler and Pressure Vessel Code Section VIIIRamesh sivanNo ratings yet
- WRC-107 (WRC-537) and WRC-297. (WELDING RESEARCH COUNCIL)Document1 pageWRC-107 (WRC-537) and WRC-297. (WELDING RESEARCH COUNCIL)miteshpatel191No ratings yet
- Heat Exchanger Fabrication Tolerances Section 2Document3 pagesHeat Exchanger Fabrication Tolerances Section 2Rizqy Azhar100% (2)
- Pressure Vessel Fabrication & InspectionDocument103 pagesPressure Vessel Fabrication & InspectionMangalraj Madasamy100% (2)
- ASME Section VIII Div-1Document24 pagesASME Section VIII Div-1The Normal Heart100% (1)
- Shell and Tube Heat Exchangers (API 660 vsTEMA)Document3 pagesShell and Tube Heat Exchangers (API 660 vsTEMA)Aravind MadhuNo ratings yet
- Asme Sec Viii D1 Nma App L PDFDocument57 pagesAsme Sec Viii D1 Nma App L PDFADRIANNo ratings yet
- Head Types of VesselsDocument5 pagesHead Types of Vesselsalokbdas100% (2)
- 01 ASME Sec VIII Div 1 - GEN PresentationDocument112 pages01 ASME Sec VIII Div 1 - GEN Presentationinatt101No ratings yet
- Skirt & Anchor Bolt BROWNELL & YOUNG Process Equip. DesignDocument15 pagesSkirt & Anchor Bolt BROWNELL & YOUNG Process Equip. DesignImthiyaz HNo ratings yet
- Lethal Service - Quick GuideDocument3 pagesLethal Service - Quick GuideNasir Khan Jadoon0% (1)
- Specification For General Requirements For Steel Plates For Pressure VesselsDocument34 pagesSpecification For General Requirements For Steel Plates For Pressure Vesselsedisson_barreraNo ratings yet
- Asme Sec Viii HighlightsDocument10 pagesAsme Sec Viii HighlightsANILNo ratings yet
- Pressure Vessel Inspection and DesignDocument48 pagesPressure Vessel Inspection and DesignMohammed Raje100% (2)
- ASTM A537 Class 1 Carbon Steel Plates Are Engineered To Be Used in Pressure Vessel ApplicationsDocument7 pagesASTM A537 Class 1 Carbon Steel Plates Are Engineered To Be Used in Pressure Vessel Applicationsvalli rajuNo ratings yet
- Asme PTB-2 - 2022Document349 pagesAsme PTB-2 - 2022emfsp011No ratings yet
- Astm A262-98Document16 pagesAstm A262-98Nadhira100% (1)
- 6-15-0003 Rev 4Document9 pages6-15-0003 Rev 4cynideNo ratings yet
- Special Requirements For Hydrogen ServiceDocument5 pagesSpecial Requirements For Hydrogen ServiceMastram HatheshNo ratings yet
- Satr A 2010Document2 pagesSatr A 2010nadeem shaikhNo ratings yet
- ASME DIV 2 Class 1 Vs Class 2Document3 pagesASME DIV 2 Class 1 Vs Class 2Idris SiddiquiNo ratings yet
- Summary of ASME BPVC Section VIII Div 1 (Part 1) - Welding & NDTDocument11 pagesSummary of ASME BPVC Section VIII Div 1 (Part 1) - Welding & NDTTin Aung KyiNo ratings yet
- ASME Sec VIII Div 1Document120 pagesASME Sec VIII Div 1kanchanabalaji96% (23)
- TDC For Pipes - Sa 106 GR.BDocument2 pagesTDC For Pipes - Sa 106 GR.BRenny DevassyNo ratings yet
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistphilipyapNo ratings yet
- ASME PCC-1 Appendix-O-CalculationDocument23 pagesASME PCC-1 Appendix-O-Calculationvpjagannaath50% (2)
- Design Life of Pressure VesselsDocument5 pagesDesign Life of Pressure VesselsChanchal GuptaNo ratings yet
- PV Elite Manual PDFDocument39 pagesPV Elite Manual PDFDarshJhaNo ratings yet
- Variable Design Point Method.Document56 pagesVariable Design Point Method.jwochNo ratings yet
- Pressure Vessel Code Asme Section Viii D PDFDocument85 pagesPressure Vessel Code Asme Section Viii D PDFNhật Quang PhạmNo ratings yet
- ASME Sec8-D1 - ZLiuDocument27 pagesASME Sec8-D1 - ZLiuTC Mehmet KarabulutNo ratings yet
- Section Viii Div 1 Div 2 Div ComparisonDocument2 pagesSection Viii Div 1 Div 2 Div Comparisonapparaokr100% (5)
- Asme Sec Viii Div 1 Vs Asme Viii Div 2Document3 pagesAsme Sec Viii Div 1 Vs Asme Viii Div 2Jignesh ShahNo ratings yet
- Difference Between ASME Sec VIII Div. 1 and Div. 2 (With PDF) - What Is PipingDocument3 pagesDifference Between ASME Sec VIII Div. 1 and Div. 2 (With PDF) - What Is PipingCem DufourNo ratings yet
- ASME Sec VIII Div 1 vs. Div 2Document4 pagesASME Sec VIII Div 1 vs. Div 2autobahn123No ratings yet
- Div.1 Vs Div.2Document1 pageDiv.1 Vs Div.2maziar.ahmadpourNo ratings yet
- Literature CreepDocument10 pagesLiterature CreepKen SidhartaNo ratings yet
- Overview of Pressure Vessel Design Using ASME Boiler and Pressure Vessel Code Section VIII Division-1 and Division-2Document2 pagesOverview of Pressure Vessel Design Using ASME Boiler and Pressure Vessel Code Section VIII Division-1 and Division-2Ricardo Peña AraozNo ratings yet
- Fracture ToughnessiDocument49 pagesFracture ToughnessiJithuJohnNo ratings yet
- Standard Test Methods For Plane-Strain Fracture Toughness and Strain Energy Release Rate of Plastic MaterialsDocument9 pagesStandard Test Methods For Plane-Strain Fracture Toughness and Strain Energy Release Rate of Plastic MaterialskuthancNo ratings yet
- Crossby Shackles Catalog G-2130 PDFDocument1 pageCrossby Shackles Catalog G-2130 PDFSam LowNo ratings yet
- 474 PDFDocument1 page474 PDFSam LowNo ratings yet
- Deepwater Data Sheet I-RodDocument2 pagesDeepwater Data Sheet I-RodSam LowNo ratings yet
- Att2 - Long (X), Vert (Y) & Trans (Z) - Ship Calc (Ballast)Document5 pagesAtt2 - Long (X), Vert (Y) & Trans (Z) - Ship Calc (Ballast)Sam LowNo ratings yet
- Psp-Gtpogt-033 - Shipping and Packing ProcedureDocument53 pagesPsp-Gtpogt-033 - Shipping and Packing ProcedureSam LowNo ratings yet
- Lifting - Lug (Modification)Document11 pagesLifting - Lug (Modification)Sam LowNo ratings yet
- Unit ConversionDocument1 pageUnit ConversionSam LowNo ratings yet
- Rectangular TankDocument38 pagesRectangular TankSam LowNo ratings yet
- Inspection and TestingDocument22 pagesInspection and TestingSam LowNo ratings yet
- Weldable Structural SteelDocument22 pagesWeldable Structural SteelSam LowNo ratings yet
- 06 286 Flamelite SP Fire Hose (Type 3)Document1 page06 286 Flamelite SP Fire Hose (Type 3)Sam LowNo ratings yet
- 06 110 P-1H Fire Hose CabinetDocument1 page06 110 P-1H Fire Hose CabinetSam LowNo ratings yet
- 02 178 CO Series Rupture DiscDocument2 pages02 178 CO Series Rupture DiscSam LowNo ratings yet
- NFPA 15 SummaryDocument13 pagesNFPA 15 SummarySam Low100% (2)
- Spur GearDocument18 pagesSpur GearSam LowNo ratings yet
- NOMAD NTG80 Air Diaphragm PumpDocument16 pagesNOMAD NTG80 Air Diaphragm PumpSam LowNo ratings yet
- ERNiCrFeAl-1 (Alloy 693)Document1 pageERNiCrFeAl-1 (Alloy 693)haran2000No ratings yet
- EJ Handbook.A5Document261 pagesEJ Handbook.A5ElMacheteDelHuesoNo ratings yet
- Specifications 316 LDocument26 pagesSpecifications 316 LAlmir PendekNo ratings yet
- Sae Specifications: Sae No. C MN Si CR Ni Mo S en Eqvt PDocument26 pagesSae Specifications: Sae No. C MN Si CR Ni Mo S en Eqvt PNeeraj DhariaNo ratings yet
- DFMA AssignmentDocument1 pageDFMA AssignmentAtul AswarNo ratings yet
- General Requirements For Flat-Rolled Stainless and Heat-Resisting Steel Plate, Sheet, and StripDocument24 pagesGeneral Requirements For Flat-Rolled Stainless and Heat-Resisting Steel Plate, Sheet, and StripJeisson GómezNo ratings yet
- Experiment No. 2 - Group No. 2Document3 pagesExperiment No. 2 - Group No. 2Daniel AsongNo ratings yet
- Motivation Letter English VersionDocument2 pagesMotivation Letter English VersionShahid Ali Leghari100% (1)
- Paint Quantity Estimation: Application LossDocument4 pagesPaint Quantity Estimation: Application LossChethanNo ratings yet
- Manufacturing of Glass 1Document21 pagesManufacturing of Glass 1MonishNo ratings yet
- Steel EquivalencesDocument1 pageSteel EquivalencesJL SánzNo ratings yet
- Welders List For VesselDocument9 pagesWelders List For VesselHanuman RaoNo ratings yet
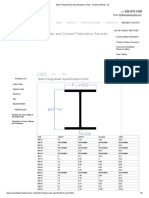
- Wide Flange Beam Specifications Chart - South El Monte, CADocument3 pagesWide Flange Beam Specifications Chart - South El Monte, CAToniNo ratings yet
- Vs Instrumentation ValvesDocument2 pagesVs Instrumentation ValvesAlberto DiazNo ratings yet
- DWG & SSC - In-1350073 Rnn-304080 Relocation of 4801 - 15m RTT - 3m X 3m Od Bts-SignedDocument9 pagesDWG & SSC - In-1350073 Rnn-304080 Relocation of 4801 - 15m RTT - 3m X 3m Od Bts-SignedwasdNo ratings yet
- Asl Enterprses LimitedDocument26 pagesAsl Enterprses LimitedMohamed ShabanNo ratings yet
- Chem MCQ MetalsDocument8 pagesChem MCQ MetalsArundathyNo ratings yet
- 00109-FWDS-0232 - Rev B-Economizer E-05, E-06ti, E-06l, E-O6u & E-07 See Drawing 00109 - 0232 - Rev BDocument4 pages00109-FWDS-0232 - Rev B-Economizer E-05, E-06ti, E-06l, E-O6u & E-07 See Drawing 00109 - 0232 - Rev BAlanka PrasadNo ratings yet
- Surface Vehicle Information: Rev. AUG81Document76 pagesSurface Vehicle Information: Rev. AUG81anupthattaNo ratings yet
- 3i Certain Implant System Ordering Information - ART1048Document16 pages3i Certain Implant System Ordering Information - ART1048Francois GaletNo ratings yet
- The Crystallography of Ferrous MartensitesDocument15 pagesThe Crystallography of Ferrous MartensitesLuiz Fernando VieiraNo ratings yet
- Welders Buying GuideDocument2 pagesWelders Buying GuidesuparnaNo ratings yet
- CTW TreatmentDocument42 pagesCTW TreatmentManeeshaNo ratings yet
- Astm B 30 06a Standard Specification For Copper Alloys in inDocument13 pagesAstm B 30 06a Standard Specification For Copper Alloys in inpablojorgesilvaNo ratings yet
- GIS 36-107 Integral Cladding Weld Overlay and Limited LooseDocument17 pagesGIS 36-107 Integral Cladding Weld Overlay and Limited LooseMarkoJovicin100% (5)
- Panduan Kemasukan Program Diploma Dan Diploma Lanjutan (Kemaskini Sep2010) ILJTM (ILP, ADTEC, JMTI)Document35 pagesPanduan Kemasukan Program Diploma Dan Diploma Lanjutan (Kemaskini Sep2010) ILJTM (ILP, ADTEC, JMTI)Nazrul Hilmi Mohammad100% (2)
- MWF Care and Maintenance GuideDocument2 pagesMWF Care and Maintenance GuideDennis Alexander Oseguera OsegueraNo ratings yet