Capacity and Facility
Strategy
Capacity
Capacity is the maximum output or volume a system can
produce, the maximum work that a system is capable of
doing in a given period of time.
By calculating the capacity, the company can determine
if they are capable of completing the project within the
timeframe required.
Capacity
The basic questions in capacity planning are:
What kind of capacity is needed?
How much is needed?
When is it needed?
Capacity
Capacity and facility in manufacturing decision areas
includes:
1. Timing
2. Amount
3. Type
4. Location
5. Size
6. Focus
Capacity
Design or total capacity
Maximum output rate or service capacity an operation,
process, or facility is designed for
Effective capacity
Design capacity minus allowances such as meetings,
maintenance and scrap
Actual output
Rate of output actually achieved, cannot exceed
effective capacity. It minus all avoidable losses.
Capacity
Capacity Cushion:
The amount of reserved capacity that a firm
maintains to handle sudden increases in demand
or temporary losses of production capacity.
Capacity Cushion = 1 - Utilization
Efficiency and Utilization
Efficiency: It is the measure of how well a facility or
machine is performing when used
Actual output
Efficiency =
Effective capacity
Utilization: It is the measure of planned or actual capacity
usage of a facility, work center, or machine
Actual output
Utilization =
Total capacity
Both measures are expressed as percentages
Efficiency
Actual output
Effective capacity
3724
4134
90.08%
=
=
=
Efficiency
Actual output
Effective capacity
4622
5437
85.01%
=
=
=
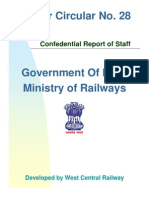
Ice Cream Division Canned Food Division
Total
Capacity
7896 hrs
Planned
Loss
3762 hrs
Effective
Capacity
4134 hrs
Actual
Output
3724 hrs
Avoidable
Loss
410
hrs
Total
Capacity
7896 hrs
Planned
Loss
2459 hrs
Effective
Capacity
5437 hrs
Actual
Output
4622 hrs.
Avoidable
Loss
815
hrs
Utilization
Actual output
Total capacity
3724
7896
47.16%
=
= =
Utilization
Actual output
Total capacity
4622
7896
58.54%
=
= =
Utilization and efficiency measures for two divisions of a
food processing company
Capacity Strategy Formulation
Capacity strategy for long-term demand will depend on ..
Expected demand patterns
Expected growth rate and variability of demands
Facilities
Cost of building and operating
Technological changes
Rate and direction of technology changes
Behavior of competitors
Availability of capital and other inputs
In the real world, we need to manage this
capacity
but this is too complex to
start out with
How to learn capacity management by
meditating about
Funnel Sand
The Metaphor
CAPACITY =
200 grains of sand/minute
RAW
MATERIALS
FACTORY
CAPACITY
FACTORY
OUTPUT
What are the problems with these two
production systems?
200 grains/minute
100 grains/minute
DEMAND = 200 grains/minute
100 grains/minute
200 grains/minute
DEMAND = 100 grains/minute
Creating a balanced production system can be fairly
easy in simple systems
200 grains/minute
200 grains/minute
each
100 grains/minute
200 grains/minute
Bottleneck processing stage is defined by
400 grains/minute
200 grains/minute
100 grains/minute
100
100
100
200
200
200
400
400 400
Easy to identify the bottleneck stage(s) by
observing where inventory builds up
200
200
200
400
100
100
400
100
400
Basic funnel management questions of
interest?
How much sand should we allow into the system
of funnels?
Should we limit the amount of sand that we
put in?
How many funnels should we have?
How big should our funnels be?
What kind of funnels should they be?
When should we add funnels?
There are several ways to increase capacity
100 grains/minute
modify your funnel or
get a bigger funnel
400 grains/minute
scale up
4 funnels X 100 grains/minute = 400 grains/minute
scale out
get more funnels
change technology
to big-mouth funnel
400 grains/minute
Typical Questions to Adjust Capacity
How many machines should be purchased?
How many workers should be hired?
Consequences of a 20% increase in demand?
How many counters should be opened to maintain
customer wait below 10 minutes?
How many assembly stations are needed to maintain
backorders below 20?
How often will all 6 operating rooms be full?
How will congestion at Jinnah International Airport
change if 10th runway is built?
Adjustments to Capacity
Increase capacity by:
Adding extra shifts
Scheduling overtime or weekends
Adding equipment and/or personnel
Reduce load by:
Reducing lot sizes
Holding work in production control
Subcontracting work to outside suppliers
Adjustments to Capacity
Reduce capacity by:
Temporarily reassigning staff
Reducing the length of shifts
Eliminating shifts
Increase load by:
Releasing orders early
Increasing lot sizes
Making items in the facility which is normally outsourced
Economies of Scale
Economies of scale is the best operating level.
It is the point where it costs less per unit to produce high
levels of output.
It occurs when fixed costs are spread over large number
of units
The more products a work center can produce while not
increasing the fixed costs maximizes the profit.
23
Output rate (patients per week)
Economies & Diseconomies of
Scale
250-bed
hospital
A
v
e
r
a
g
e
u
n
i
t
c
o
s
t
(
d
o
l
l
a
r
s
p
e
r
p
a
t
i
e
n
t
)
500-bed
hospital
Economies
of scale
750-bed
hospital
Diseconomies
of scale
Diseconomies of Scale
Diseconomies of scale occurs when fixed costs increase
with number of units being produced, examples:
Higher rework
More equipment breakdown
It occurs when higher production results in increased
costs.
For example, by operating the machinery at 100% of the
time may increase profits for a period of time, if the
practice is continued the machinery will eventually break
down which will ultimately increase costs.
Capacity Timing and Sizing
Following are the common capacity strategies:
1. Capacity Lead Strategy
(Expansionist strategy)
2. Capacity Lag Strategy
(Wait-and-see strategy)
3. Average Capacity Strategy
(Combination of strategies)
Capacity Lead Strategy
In anticipation of demand, capacity is increased.
This is an aggressive strategy and is used to lure
customers away from competitors.
Units
Capacity
Time
Demand
Capacity lead strategy
Capacity Lead Strategy
For example, a hospital may decide to hire more
registered nurses that is need in anticipation of increased
need in the future. This strategy is used to lure customers
away from the competitors who may not be anticipating the
demand or who cannot meet the demand.
The hospital may decide to hire the registered nurses
before a competing hospital hires them. The hospital would
have hire costs with the increased staff but they may
decide it is worth the higher costs to ensure the staff will be
there when needed.
Capacity Lag Strategy
Increase capacity after demand has increased.
This is a conservative strategy and may result in loss of
customers.
You assume customers will return after capacity has
been met.
Maintains little or no capacity cushion
Units
Capacity
Time
Demand
Capacity lag strategy
Capacity Lag Strategy
If the output of the company is unique and competition is very
weak, the company may choose to use this strategy. If
competition is great and the customer would have other options
to obtain the product from, the company would benefit from
using a different strategy.
Example: If the hospital used this strategy they wouldnt hire
registered nurses until they had an increased census in patients.
The hospital would save the money in salaries; however, they
would take a chance on not being able to hire any registered
nurses. They have to send patients to other facilities or admit
them and provide lesser quality care because they wouldnt have
the staff to care for the patients.
Average Capacity Strategy
Average expected demand is calculated and capacity is
increased accordingly.
This is the most moderate strategy.
Trying to match capacity and demand
Units
Capacity
Time
Demand
Average capacity strategy
Example: Using this
strategy, the hospital would
hire registered nurse
gradually as the patient
census started to increases.
What is a load?
Load refers to the standard hours of work
(or equivalent units of production) assigned to a
facility.
Load percent is the ratio of load to capacity.
Load
Load percent = x 100%
Capacity
What is load percent?
Example - 1
A local road construction company needs to develop engineering
specifications prior to doing any pre-surfacing preparation. The
company has been awarded the bid on four projects. They have one
engineer. It takes 4 hours per mile to develop the engineering
specifications. The first project is 30 miles long and must be completed
by March 15
th
. The second project is 20 miles long and must be
completed by April 1
st
. The third project is 5 miles long and must be
completed by May 1
st
. The fourth project is 15 miles long and must be
completed by May 23
rd
. It is now February 15
th
. The engineer works a
40 hours week and is very experienced so he operates at 100%
efficiency. Assume one project can not be started until the previous
project is completed.
Does the engineer have enough time to accomplish the
specifications on time?
Engineering Calculations (Capacity)
Numbers of hours = 40
Shifts = 1
Efficiency = 100%
Utilization = 4/5 = 80%
Capacity = 40 x 1 x 0.8 x 1.00 = 32 hours
Project 1 capacity = 4 (weeks) x 32 = 128
Project 2 capacity = 2 (weeks) x 32 = 64
Project 3 capacity = 4 (weeks) x 32 = 128
Project 4 capacity = 3 (weeks) x 32 = 96
Engineering Calculations (Load)
Project 1 = 30 x 4 hours per mile = 120 hours
(start by February 15
th
must be completed by March 15
th
)
Project 2 = 20 x 4 hours per mile = 80 hours
(start March 16
th
must be completed by April 1
st
)
Project 3 = 5 x 4 hours per mile = 20 hours
(start April 2
nd
must be completed by May 1
st
)
Project 4 = 15 x 4 hours per mile = 60 hours
(start by May 2
nd
must be completed by May 23
rd
)
Engineering Calculations (Load %)
Project 1 = 120/128 = 94%
Can be completed
Project 2 = 80/64 = 125%
Can not be completed on schedule unless load/capacity
adjustments are made.
Project 3 = 20/128 = 16%
Can be completed
Project 4 = 60/96 = 63%
Can be completed
Systems with a Load Percent over 100 will not complete
assignments on time without adjustments to the system.
Solutions to Overloaded Conditions
Eliminate unnecessary requirements.
Reroute jobs or labor.
Splitting the job between two systems.
Increase normal capacity.
Subcontract.
Increase efficiency.
Steps in the Capacity Planning
Process
1. Estimate capacity requirements
2. Evaluate capacity gaps
3. Identify alternatives
4. Conduct financial analysis
5. Assess key qualitative issues
6. Select one alternative and implement
7. Monitor results
Systematic Approach to Capacity
Decisions
For one service or product processed at one operation
with a one year time period, the capacity requirement, M,
is
Capacity
requirement
=
Processing hours required for years demand
Hours available from a single capacity unit
(such as an employee or machine) per year,
after deducting desired cushion
M=
Dp
N[1 (C/100)]
where
D = demand forecast for the year (number of customers serviced or
units of product)
p = processing time (in hours per customer served or unit produced)
N = total number of hours per year during which the process operates
C = desired capacity cushion (expressed as a percent)
Setup times may be required if multiple products
are produced
Capacity
requirement
=
Processing and setup hours required for
years demand, summed over all services
or products
Hours available from a single capacity unit
per year, after deducting desired cushion
M=
[Dp + (D/Q)s]
product 1
+ [Dp + (D/Q)s]
product 1
+
+ [Dp + (D/Q)s]
product n
N[1 (C/100)]
where
Q = number of units in each lot
s = setup time (in hours) per lot
Systematic Approach to Capacity
Decisions
Example 2 : Estimate Capacity
Requirements
A copy center prepares bound reports for 2 clients. The center
makes multiple copies (the lot size) of each report. The processing
time to run, collate, and bind each copy depends on the number of
pages.
The center operates 250 days/year, 8 hours/day. Management
believes that a capacity cushion of 15%is best.
Based on the following table of information, determine how many
machines are needed at the copy center?
Item Client X Client Y
Annual demand forecast (copies) 2,000 6,000
Standard processing time (hours/copy) 0.5 0.7
Average lot size (copies per period) 20 30
Standard setup time (hours) 0.25 0.40
Estimate Capacity Requirements
D
i
= number of units forecast per year, item i
P
i
= processing time (hours per unit or
customer), item i
Q
i
= lot size, item i
S
i
= set-up time, item i
N = total number of hours per year during
which process operates,
C = desired capacity cushion.
) . J ) . J
)
100
C
1 ( N
S Q / D p D S Q / D p D
M
2 2 2 2 2 1 1 1 1 1
+ + +
=
) . J ) . J
. 4 12 . 3
)
100
15
1 ( ) day / hours 8 ( .) yr / days 250 (
40 . 0 30 / 000 , 6 7 . 0 000 , 6 25 . 0 20 / 000 , 2 5 . 0 000 , 2
M < =
+ + +
=
Estimate Capacity Requirements
Rounding up to the next integer gives a requirement of four
machines.
Example-3: Identify Gaps
Arizona Grill is experiencing a boom in business. The
owner expects to serve a total of 80,000 meals this year.
Although the kitchen is operating at 100% capacity, the
dining room can handle a total of 105,000 diners/year.
Forecasted demand for the next 5 years is as follows:
What are the capacity gaps in Arizona Grills kitchen
and dining room through year 5?
Year 1 90,000 meals Year 4 120,000 meals
Year 2 100,000 meals Year 5 130,000 meals
Year 3 110,000 meals
Solution: The kitchen is currently the bottleneck at a capacity
of 80,000 meals/year. Based on the forecast, the capacity gap
for the kitchen is:
Before year 3, the capacity of the dining room (105,000) is
greater than demand. In year 3 and subsequently, there are
capacity gaps for the dining room:
Year 1 90,000-80,000 =10,000 Year 4 120,000-80,000 =40,000
Year 2 100,000-80,000 =20,000 Year 5 130,000-80,000 =50,000
Year 3 110,000-80,000 =30,000
Year 3 110,000-105,000 =5,000
Year 4 120,000-105,000 =15,000
Year 5 130,000-105,000 =25,000
Example-3: Identify Gaps
Develop Alternative
The next step is to develop alternative plans to
cope with projected gaps.
One alternative, called the base case, is to do
nothing and simply lose orders from any
demand that exceeds capacity.
Other alternatives are various timing and
sizing options for adding new capacity.
Tools for Capacity Planning
Quantitative Approaches
Break-even Analysis
Decision Tree Analysis
Present-value Analysis
Computer Simulation
Waiting Line Analysis
Linear Programming.
Break-even Analysis
Break-even analysis is based on categorizing production
costs between those which are "variable" (costs that
change when the production output changes) and those
that are "fixed" (costs not directly related to the volume
of production).
Total variable and fixed costs are compared with sales
revenue in order to determine the level of sales volume
or production at which the business makes neither a
profit nor a loss (the "break-even point").
Break-even Analysis
In this diagram, the line OA
represents the variation of
income at varying levels of
production activity
("output").
OB represents the total
fixed costs in the business.
Break-even Analysis
Fixed costs are those business costs that are not directly
related to the level of production or output. In other words,
even if the business has a zero output or high output, the
level of fixed costs will remain broadly the same. In the
long term fixed costs can alter.
Examples of fixed costs:
- Rent and rates
- Research and development
- Marketing costs
- Administration costs
Break-even Analysis
Variable costs are those costs which vary directly with the
level of output. A distinction is often made between
"Direct" variable costs and "Indirect" variable costs.
Direct variable costs are those which can be directly
attributable to the production of a particular product or
service and allocated to a particular cost centre. Raw
materials and the wages those working on the production
line are good examples.
Indirect variable costs cannot be directly attributable to
production but they do vary with output. e.g. machine
hours, maintenance and certain labour costs.
Break-even Analysis
Break-even analysis is a useful tool to study the relationship
between fixed costs, variable costs and returns.
A break-even point defines when an investment will generate
a positive return.
Break-even analysis computes the volume of production at a
given price necessary to cover all costs.
Break-even Analysis
Example
A farmer wants to buy a new combine rather than hire a custom
harvester. The total fixed costs for the desired combine are
$21,270 per year. The variable costs (not counting the
operator's labor) are $8.75 per hour. The farmer can harvest 5
acres per hour. The custom harvester charges $16.00 per acre.
How many acres must be harvested per year to break-even?
Fixed costs (F) = $21,270
Savings (S) = $16/A
Variable costs (V) = $8.75/hr / 5 A/hr = $1.75/A
B-E = $21,270 / ($16/A - $1.75/A) = $21,270 / $14.25/A = 1,493
Acres
Decision Tree Analysis
Ref word file.
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- SsDocument4 pagesSsHafiz khalid0% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- New Generation Volvo Diesel Engine Fundamentals Classroom Training enDocument408 pagesNew Generation Volvo Diesel Engine Fundamentals Classroom Training enmliugong95% (43)
- Manufacturing StrategyDocument30 pagesManufacturing StrategywaqasalitunioNo ratings yet
- Project 2013 Quick ReferenceDocument2 pagesProject 2013 Quick ReferencewaqasalitunioNo ratings yet
- Project Management Training by TunyooDocument1 pageProject Management Training by TunyoowaqasalitunioNo ratings yet
- Controlling Quality by Waqas Ali TunioDocument24 pagesControlling Quality by Waqas Ali TuniowaqasalitunioNo ratings yet
- Hai Buri Yeh Gali (From Faizan-e-Muhabbat by Hazrat Maulana Shah Hakeem Muhammad Akhtar SB)Document1 pageHai Buri Yeh Gali (From Faizan-e-Muhabbat by Hazrat Maulana Shah Hakeem Muhammad Akhtar SB)waqasalitunioNo ratings yet
- Project ManagementDocument354 pagesProject ManagementKish Ore100% (1)
- The Reality of Worldly LifeDocument197 pagesThe Reality of Worldly LifeMoulana Mohammad Musa ShakirNo ratings yet
- Management of Service Supply Chains With A Service - Oriented Reference Model: The Case of Management Consulting - Research Review by Waqas Ali TunioDocument1 pageManagement of Service Supply Chains With A Service - Oriented Reference Model: The Case of Management Consulting - Research Review by Waqas Ali TuniowaqasalitunioNo ratings yet
- Formulation of Manufacturing StrategyDocument30 pagesFormulation of Manufacturing StrategywaqasalitunioNo ratings yet
- Value Stream MappingDocument33 pagesValue Stream Mappingwaqasalitunio100% (2)
- Motors (Electric, Hydraulic, Pneumatic) in Computer Integrated Manufacturing by Waqas Ali TunioDocument34 pagesMotors (Electric, Hydraulic, Pneumatic) in Computer Integrated Manufacturing by Waqas Ali TuniowaqasalitunioNo ratings yet
- Planning and ControlDocument27 pagesPlanning and ControlwaqasalitunioNo ratings yet
- Learning Curve CalculatorDocument2 pagesLearning Curve CalculatorwaqasalitunioNo ratings yet
- Planning and ControlDocument27 pagesPlanning and ControlwaqasalitunioNo ratings yet
- Decision TreeDocument7 pagesDecision TreewaqasalitunioNo ratings yet
- Learning & Experience CurveDocument28 pagesLearning & Experience CurvewaqasalitunioNo ratings yet
- Flexible Manufacturing Systems (FMS)Document30 pagesFlexible Manufacturing Systems (FMS)waqasalitunio100% (2)
- Business Ethics and Sustainability in Steel Industry - Tata Steel by Waqas Ali TunioDocument25 pagesBusiness Ethics and Sustainability in Steel Industry - Tata Steel by Waqas Ali TuniowaqasalitunioNo ratings yet
- Decommissioning in Offshore World PDFDocument8 pagesDecommissioning in Offshore World PDFKenneth TanNo ratings yet
- November 2017 Surplus Record Machinery & Equipment DirectoryDocument728 pagesNovember 2017 Surplus Record Machinery & Equipment DirectorySurplus RecordNo ratings yet
- CRK Electric Wire HoistDocument12 pagesCRK Electric Wire HoistCV.Blatindoputra UtamaNo ratings yet
- 3 BCM MethodologyDocument59 pages3 BCM Methodologyivans2009100% (1)
- Jasper Soft ETL.v4 enDocument5 pagesJasper Soft ETL.v4 enharoonobNo ratings yet
- 01 ExxonMobil Surface Equipment Policy & Procedures - 5Document10 pages01 ExxonMobil Surface Equipment Policy & Procedures - 5sitemaster60No ratings yet
- ROM Product GuideDocument40 pagesROM Product Guidefadytm90630% (1)
- 09 92 00 Acoustic TreatmentDocument4 pages09 92 00 Acoustic TreatmentKiran D AnvekarNo ratings yet
- Philadelphia Bike Share Concept Study Feb 2010Document100 pagesPhiladelphia Bike Share Concept Study Feb 2010Brittany Giroux LaneNo ratings yet
- Humboldt Concrete ASTM SpecsDocument110 pagesHumboldt Concrete ASTM Specsyobani1969100% (2)
- PH72Document112 pagesPH72Gisa IkawaNo ratings yet
- Rele Ups CyberDocument4 pagesRele Ups CyberFrancisco Javier Duran MejiasNo ratings yet
- Sample Test ICOM - WWW - BooknStuff.comDocument8 pagesSample Test ICOM - WWW - BooknStuff.comyampireNo ratings yet
- HFM InstallDocument130 pagesHFM InstallFFIORE19780% (1)
- Efrem, Merga & Their Friends Busness Plan PDFDocument12 pagesEfrem, Merga & Their Friends Busness Plan PDFYãbeçk MâmNo ratings yet
- Stylish Serving TrayDocument7 pagesStylish Serving TrayAdnan HasanovicNo ratings yet
- 5-Westgard Quality Control 4 SlidesDocument9 pages5-Westgard Quality Control 4 SlidesPaul Avelino CallupeNo ratings yet
- Mill Test A36Document3 pagesMill Test A36Dang TranNo ratings yet
- SP10277 Dot4baDocument11 pagesSP10277 Dot4baPhan VinhNo ratings yet
- Employee Management System ReportDocument77 pagesEmployee Management System ReportAjay RohillaNo ratings yet
- SKF Wheel Bearing Installation Guide With Free End PlayDocument20 pagesSKF Wheel Bearing Installation Guide With Free End Play2bjornNo ratings yet
- Popular Science - December 2014 USADocument92 pagesPopular Science - December 2014 USALionhrt100% (5)
- Principles For Tunnel DesignDocument15 pagesPrinciples For Tunnel Designcklcon100% (1)
- Muthukumaran ResumeDocument3 pagesMuthukumaran ResumesperoNo ratings yet
- Jet Engines: What Is A Jet Engine?Document4 pagesJet Engines: What Is A Jet Engine?mrana_56100% (1)
- Classified2019 8 5321728Document4 pagesClassified2019 8 5321728Mohamed MaharNo ratings yet
- Annual Confidentila Rrports - Railways - MC28Document101 pagesAnnual Confidentila Rrports - Railways - MC28espee5375% (4)
- FC-MX-TAX-188 - Create in SAP A Withholding Tax Report For Mexico v2Document14 pagesFC-MX-TAX-188 - Create in SAP A Withholding Tax Report For Mexico v2Jose Luis Becerril Burgos100% (1)