You might also like
- Analiza Mjernih SistemaDocument12 pagesAnaliza Mjernih SistemaAidaNo ratings yet
- AutoCAD 2000 Osnove - Pog 01 PDFDocument20 pagesAutoCAD 2000 Osnove - Pog 01 PDFDuško NikolićNo ratings yet
- Lastek UputstvoDocument66 pagesLastek Uputstvopetroviccaa50% (2)
- Mjerni Lanci PrimjeriDocument7 pagesMjerni Lanci PrimjeriramaNo ratings yet
- Optimizacija Troškova AlataDocument3 pagesOptimizacija Troškova AlataAnonymous exmTdKV2oNo ratings yet
- Projektiranje Proizvodnih Sustava: Predavanja: Zoran KunicaDocument24 pagesProjektiranje Proizvodnih Sustava: Predavanja: Zoran KunicaAlenSlijepčevićNo ratings yet
- Afp KPDocument36 pagesAfp KPAmraNo ratings yet
- Zadaci CNC Struganje I CNC GlodanjeeeeDocument29 pagesZadaci CNC Struganje I CNC GlodanjeeeeAndja VeljkovicNo ratings yet
- Latex Upute FinoDocument1 pageLatex Upute FinoUna DrakulićNo ratings yet
- Zavarivanje Laserom (Laser Welding)Document24 pagesZavarivanje Laserom (Laser Welding)csvmiNo ratings yet
- Rezimi ObradeDocument3 pagesRezimi ObradeBranimir TadićNo ratings yet
- Knjiga Iz AU Sa Spiskom PitanjaDocument245 pagesKnjiga Iz AU Sa Spiskom PitanjanbgdnikolaNo ratings yet
- Upute Za Koristenje Programskog Paketa STEP 7Document8 pagesUpute Za Koristenje Programskog Paketa STEP 7katja kafkaNo ratings yet
- PPS Seminar S Neorijentiranom MatricomDocument29 pagesPPS Seminar S Neorijentiranom MatricomKarloNo ratings yet
- Racunalniske Vaje-Regulacijska TehnikaDocument34 pagesRacunalniske Vaje-Regulacijska TehnikarklemenNo ratings yet
- Magistarski v7.1Document77 pagesMagistarski v7.1Sara TokicNo ratings yet
- Osnove CNC U Preradi DrvetaDocument41 pagesOsnove CNC U Preradi DrvetaBljana100% (1)
- PiUP Seminarski Rad Ante Kurić 2. Dio PDFDocument82 pagesPiUP Seminarski Rad Ante Kurić 2. Dio PDFAnte KurićNo ratings yet
- PiUP Dio UP Predavanja PDFDocument289 pagesPiUP Dio UP Predavanja PDFNikolaCroGamerNo ratings yet
- CAD-CAM Tehnologije 3.satDocument6 pagesCAD-CAM Tehnologije 3.satMarijanNo ratings yet
- Uvod U C++Document51 pagesUvod U C++Tarik Sabanovic100% (1)
- Vrste Telekomunikacijskih SignalaDocument28 pagesVrste Telekomunikacijskih SignalaDragan JanjicNo ratings yet
- MonitoriDocument14 pagesMonitoriNezirevic MehmedNo ratings yet
- Obrade Visokim BrzinamaDocument9 pagesObrade Visokim BrzinamaSlavko TitanNo ratings yet
- Kako Napraviti Svoj Internet RadioDocument9 pagesKako Napraviti Svoj Internet RadioМасал Обрад0% (1)
- NUAS CB RDocument195 pagesNUAS CB Ryoda67No ratings yet
- Seminar CAMDocument28 pagesSeminar CAMtihoskrNo ratings yet
- CNC OsnoveDocument20 pagesCNC Osnovemecanica2000No ratings yet
- POUZDANOSTDocument100 pagesPOUZDANOSTGood Cat100% (1)
- 3 D PrinterDocument17 pages3 D PrinterMersiha317No ratings yet
- L1 1 0 Mjerna NesigurnostDocument7 pagesL1 1 0 Mjerna NesigurnostMirnes MesicNo ratings yet
- K2 Aditivne Tehnologije SkriptaDocument4 pagesK2 Aditivne Tehnologije SkriptadamjansbNo ratings yet
- PLC CNCDocument77 pagesPLC CNCDanijel Knezevic100% (1)
- Ultrazvucno Mjerenje Nivoa I ProtokaDocument8 pagesUltrazvucno Mjerenje Nivoa I ProtokaEdin FazlićNo ratings yet
- Industrijska Praksa IIDocument47 pagesIndustrijska Praksa IITanja ProtićNo ratings yet
- UvodDocument14 pagesUvodLidijaMioč-ŠimićNo ratings yet
- Merni LanciDocument20 pagesMerni LanciAleksandar PrelićNo ratings yet
- ROBERT RENJO Diplomski RadDocument81 pagesROBERT RENJO Diplomski RadNemanja ArandjelovicNo ratings yet
- Automatsko Programiranje CNC StrojevaDocument7 pagesAutomatsko Programiranje CNC StrojevaM HasanovicNo ratings yet
- Feral 20 03 2008 1172Document66 pagesFeral 20 03 2008 1172Zlatko KožulNo ratings yet
- Modeliranje Klipnjace Belmin MerdanDocument47 pagesModeliranje Klipnjace Belmin MerdanBelminMerdanNo ratings yet
- Određivanje Protrombinskog Vremena Po QuickuDocument15 pagesOdređivanje Protrombinskog Vremena Po QuickuSadika HasanovicNo ratings yet
- Preporuke Za Konstruisanje Alata Za PPDocument9 pagesPreporuke Za Konstruisanje Alata Za PPstarca19No ratings yet
- Vitla NOVA PrevodDocument39 pagesVitla NOVA Prevodbeladonabb33No ratings yet
- Programiranje-Cnc-tokarenje I GlodanjeDocument224 pagesProgramiranje-Cnc-tokarenje I GlodanjeMaja KosićNo ratings yet
- LaTeX RP1 PDFDocument27 pagesLaTeX RP1 PDFМили ВегоNo ratings yet
- Pokretanje EMCO Concept Mill 450 PDFDocument31 pagesPokretanje EMCO Concept Mill 450 PDFdjuka65No ratings yet
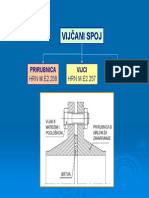
- Vijčani Spoj: Vijci Prirubnica BrtvaDocument25 pagesVijčani Spoj: Vijci Prirubnica BrtvasadadassNo ratings yet
- CAM - GT-ukratko+primjeriDocument73 pagesCAM - GT-ukratko+primjeriFranjo DominkovićNo ratings yet
- Seminarski-Uvod U Automatizaciju ProcesaDocument17 pagesSeminarski-Uvod U Automatizaciju ProcesaIzudin Hasic100% (1)
- TKM8Document4 pagesTKM8Sanel GalijasevicNo ratings yet
- Xbar I R Karta Primjeri UradjeniDocument23 pagesXbar I R Karta Primjeri UradjenizadacaNo ratings yet
- Kontrolne Karte Za NumerickeDocument20 pagesKontrolne Karte Za NumerickeAida ČelikovićNo ratings yet
- JE2 SPC KontrolneKarte SE 2Document35 pagesJE2 SPC KontrolneKarte SE 2hajraNo ratings yet
- 1 Kontrolne KarteDocument38 pages1 Kontrolne KarteMatej ĆurićNo ratings yet
- 07-Alati I Metode Za Upravljanje Kvalitetom 2018-19Document45 pages07-Alati I Metode Za Upravljanje Kvalitetom 2018-19Perko VujicicNo ratings yet
- 12 Kontrolne KarteDocument9 pages12 Kontrolne KarteSivaAvisPula100% (1)
- 2 Kolokvij - Proizvodna MjernaDocument19 pages2 Kolokvij - Proizvodna MjernaHaris KlisuraNo ratings yet
- Kontrolne Karte I Novi Alati Za Upravljanje KvalitetoDocument15 pagesKontrolne Karte I Novi Alati Za Upravljanje KvalitetoSamir PoljicNo ratings yet