You might also like
- Weld GaugesDocument15 pagesWeld GaugesHaleemUrRashidBangashNo ratings yet
- PronunciationDocument166 pagesPronunciationSteven Donahue94% (52)
- Welding DefectsDocument94 pagesWelding DefectsesamhamadNo ratings yet
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Gray Shades PDFDocument1 pageGray Shades PDFbgonzalez1981No ratings yet
- Prof. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMDocument43 pagesProf. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMKeristiyantoNo ratings yet
- Bolt Torque ASME B16.5 Flanges - Spiral Wound GasketsDocument31 pagesBolt Torque ASME B16.5 Flanges - Spiral Wound Gasketsbakelly100% (5)
- O-RING Cross Section in MMDocument10 pagesO-RING Cross Section in MMSuresh Kumar MittapalliNo ratings yet
- Welding Gauge: Crown Height Fillet Weld Leg HeightDocument1 pageWelding Gauge: Crown Height Fillet Weld Leg Heightabhics67No ratings yet
- Geometric shape welding imperfections causes and typesDocument12 pagesGeometric shape welding imperfections causes and typesbipete69No ratings yet
- 1 WELDING INSPECTION - STEELSDocument115 pages1 WELDING INSPECTION - STEELSrahim_335162856100% (3)
- Welding Gauges PDFDocument4 pagesWelding Gauges PDFsopan kharcheNo ratings yet
- Welddefects As Per Iso 5817Document40 pagesWelddefects As Per Iso 5817shruthiNo ratings yet
- Weld DefectsDocument47 pagesWeld DefectsPratikNo ratings yet
- Everything You Need to Know About WeldingDocument49 pagesEverything You Need to Know About WeldingproxywarNo ratings yet
- Submerged Arc Welding of Mild Steel Pipes - Amrish PatelDocument17 pagesSubmerged Arc Welding of Mild Steel Pipes - Amrish PateltangouzeNo ratings yet
- Grade 11 Plan I. Objectives: Different Types of WeldingDocument3 pagesGrade 11 Plan I. Objectives: Different Types of WeldingCrisTopher L CablaidaNo ratings yet
- ISO 5817 WELD INSPECTIONDocument59 pagesISO 5817 WELD INSPECTIONaravindan100% (1)
- Qap Wo 7 r0 (Ion Exchange)Document1 pageQap Wo 7 r0 (Ion Exchange)KailasNo ratings yet
- Draft Wps Astm A 743 GR - Ca6nmDocument2 pagesDraft Wps Astm A 743 GR - Ca6nmIlham PaneNo ratings yet
- Intoduction To WeldingDocument334 pagesIntoduction To WeldingAsad Bin Ala QatariNo ratings yet
- Weld Defects TWIDocument96 pagesWeld Defects TWISabir Shabbir100% (7)
- Cordon Off - 4 (00000003)Document1 pageCordon Off - 4 (00000003)Anonymous PlyxbQ3tNo ratings yet
- EIS-ESL-Engine ECU - ISM-VGS Connection PinoutDocument19 pagesEIS-ESL-Engine ECU - ISM-VGS Connection Pinoutalaa100% (5)
- LamelerDocument5 pagesLamelerPrasetyaOne NugraHantoeNo ratings yet
- Overview of NDT Methods & ApplicationsDocument7 pagesOverview of NDT Methods & Applicationsgeorgescribd1103No ratings yet
- Chap 4 PDFDocument35 pagesChap 4 PDFKamarul Nizam100% (1)
- Position of Welds ComparisonDocument3 pagesPosition of Welds ComparisonYuvaraj SathishNo ratings yet
- Welding & Cutting ProcessDocument16 pagesWelding & Cutting ProcesscvNo ratings yet
- Significance of Defects in WeldsDocument9 pagesSignificance of Defects in Weldsssk48100% (1)
- Geometric shape imperfections types and causes reviewDocument18 pagesGeometric shape imperfections types and causes reviewamit4709No ratings yet
- Primavera P6 ManualDocument230 pagesPrimavera P6 ManualDionne Solito MonteloyolaNo ratings yet
- Tesab 1012t Parts Manual 2003 PDFDocument81 pagesTesab 1012t Parts Manual 2003 PDFMiroslav MomchilovNo ratings yet
- Comparison ASTM A 3388 & ISO 11496Document1 pageComparison ASTM A 3388 & ISO 11496Rahul MoottolikandyNo ratings yet
- Blank Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)Document1 pageBlank Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)GMNo ratings yet
- WeldingDocument193 pagesWeldingavutu_kunduruNo ratings yet
- Defect IIWDocument3 pagesDefect IIWPPMNo ratings yet
- How To Read Welding Gauges PDFDocument5 pagesHow To Read Welding Gauges PDFjimbox88No ratings yet
- Welding Notes 1Document4 pagesWelding Notes 1api-440145703No ratings yet
- BS 4190 PDFDocument30 pagesBS 4190 PDFquang thanhNo ratings yet
- Welding NotesDocument39 pagesWelding NotesSabir JadejaNo ratings yet
- Primavera TipsDocument5 pagesPrimavera TipsShital PatilNo ratings yet
- Welding Defect: Hydrogen EmbrittlementDocument8 pagesWelding Defect: Hydrogen EmbrittlementShajin Mohammed ShamsudhinNo ratings yet
- Casting DefectDocument8 pagesCasting DefectlabregopalNo ratings yet
- 1.2 Resistance and Special WeldingDocument14 pages1.2 Resistance and Special WeldingnikhilbathamNo ratings yet
- A General Review of The Causes and Acceptance of Shape ImperfectionsDocument7 pagesA General Review of The Causes and Acceptance of Shape ImperfectionsMuhammed SulfeekNo ratings yet
- Welding Defects Causes & SolutionsDocument30 pagesWelding Defects Causes & SolutionsAkshay Kumar100% (1)
- Spec Sheet - Handler 187Document4 pagesSpec Sheet - Handler 187Hobart Welding ProductsNo ratings yet
- Identify Welding Defects & DiscontinuitiesDocument21 pagesIdentify Welding Defects & DiscontinuitiesJoanna AprilNo ratings yet
- Wis5 TermsDocument29 pagesWis5 Termsravi00098No ratings yet
- Welding Standard Ver1Document4 pagesWelding Standard Ver1Sowmen ChakrobortyNo ratings yet
- Visual Examination Procedure: 1 - PurposeDocument4 pagesVisual Examination Procedure: 1 - PurposeElvin MenlibaiNo ratings yet
- 03 Welding Imperfections 30-03-07 (2Document20 pages03 Welding Imperfections 30-03-07 (2geokovoorNo ratings yet
- Welding Processes ExplainedDocument20 pagesWelding Processes ExplainedNawaz RafiqueNo ratings yet
- IS Standard Changes for Steel Grades and Chemical CompositionDocument2 pagesIS Standard Changes for Steel Grades and Chemical CompositionTuhin Subhra Mondal100% (4)
- 008a.rtfi - AbbrevationsDocument2 pages008a.rtfi - AbbrevationsVivekanandan JNo ratings yet
- Visual TestingDocument1 pageVisual TestingAnonymous GE8mQqxNo ratings yet
- Casting Material CA15BASD PDFDocument4 pagesCasting Material CA15BASD PDFAditya GuptaNo ratings yet
- General Level-II QuestionsDocument4 pagesGeneral Level-II QuestionsGomathi SankarNo ratings yet
- Ultrasonic NotesDocument5 pagesUltrasonic NotesannapoornaavulaNo ratings yet
- Ultrasonic Testing of Ferritic Steel Welds Under 40 CharactersDocument1 pageUltrasonic Testing of Ferritic Steel Welds Under 40 Characterssdmkl85No ratings yet
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 pagesDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- Cast Steel GradesDocument5 pagesCast Steel Gradessohan_miyawala1906No ratings yet
- Surface Preparation & Painting ProcedureDocument9 pagesSurface Preparation & Painting ProcedureRam ThevarNo ratings yet
- Basic Weld MetallurgyDocument34 pagesBasic Weld Metallurgydaha333No ratings yet
- Positive Material IdentificationDocument2 pagesPositive Material IdentificationGovindKrishnanNo ratings yet
- GTAW Welding of CP Titanium and Ti6Al4VDocument1 pageGTAW Welding of CP Titanium and Ti6Al4VDeepak KumarNo ratings yet
- Astm A239Document4 pagesAstm A239Ngô Trung NghĩaNo ratings yet
- RESPONSIBILITY: G - Galvanized D - Designer B - Builder/Fabricator S - Steel Type/SurfaceDocument11 pagesRESPONSIBILITY: G - Galvanized D - Designer B - Builder/Fabricator S - Steel Type/SurfaceLaxit100% (1)
- DR 10.01 Instructions For Non-Destructive Testing of Welds REV 05 2011-07Document13 pagesDR 10.01 Instructions For Non-Destructive Testing of Welds REV 05 2011-07SasaNo ratings yet
- QAP Seamless PipeDocument2 pagesQAP Seamless Pipechetan85No ratings yet
- Difference between SS316 and SS316L Stainless Steel GradesDocument1 pageDifference between SS316 and SS316L Stainless Steel GradesSableen SinghNo ratings yet
- P Q R - 005Document2 pagesP Q R - 005Courtney DukeNo ratings yet
- Blasting &painting Pocedures MTD SOP 15 01Document1 pageBlasting &painting Pocedures MTD SOP 15 01vinothNo ratings yet
- Armstech Training Division Brochure NewDocument12 pagesArmstech Training Division Brochure NewAnoop ChandranNo ratings yet
- Home Education Resources NDT Course Material Ultrasound: Calibration MethodsDocument7 pagesHome Education Resources NDT Course Material Ultrasound: Calibration MethodspanduranganraghuramaNo ratings yet
- Advanced Project Management WorkbookDocument75 pagesAdvanced Project Management Workbooksharan67890% (1)
- CDC UP Project Charter TemplateDocument15 pagesCDC UP Project Charter TemplateDurán JoseNo ratings yet
- EVM Intent GuideDocument90 pagesEVM Intent Guidemarkgil21No ratings yet
- Duration TypesDocument1 pageDuration TypesbizhanjNo ratings yet
- Primavera P6 V3,1 - Ch5!10!19Document54 pagesPrimavera P6 V3,1 - Ch5!10!19gsolenoNo ratings yet
- Advanced Project Management WorkbookDocument75 pagesAdvanced Project Management Workbooksharan67890% (1)
- Automatically update activity progress using Apply Actuals or Update ProgressDocument5 pagesAutomatically update activity progress using Apply Actuals or Update ProgressbizhanjNo ratings yet
- Updating BaselinesDocument1 pageUpdating BaselinesbizhanjNo ratings yet
- Calculate Average Unit LabelDocument2 pagesCalculate Average Unit LabelHashim MuhammudNo ratings yet
- Assign BaselineDocument7 pagesAssign BaselinebizhanjNo ratings yet
- 001 Part2resourcesandcostsDocument19 pages001 Part2resourcesandcostsRic S. MalongaNo ratings yet
- Baselines/Updates Updating The Schedule P6Document14 pagesBaselines/Updates Updating The Schedule P6abhishekchoubeyNo ratings yet
- Changing P6 Settings To Import Budget Costs From Excel Into P6Document11 pagesChanging P6 Settings To Import Budget Costs From Excel Into P6Ahmed AmrNo ratings yet
- Des Tat UsDocument3 pagesDes Tat UsPaul W. BonkyNo ratings yet
- 001 Part1resourcesandcostsDocument20 pages001 Part1resourcesandcostsbizhanjNo ratings yet
- Slide 04Document16 pagesSlide 04nguyennd_56No ratings yet
- Business Process Modeling Notation (BPMN)Document18 pagesBusiness Process Modeling Notation (BPMN)Sophia HasanNo ratings yet
- Road Maps: A Guide To Learning System DynamicsDocument16 pagesRoad Maps: A Guide To Learning System DynamicsbizhanjNo ratings yet
- Ibs 13 p16Document12 pagesIbs 13 p16bizhanjNo ratings yet
- Good Ref For System DynamicsDocument21 pagesGood Ref For System DynamicsbizhanjNo ratings yet
- Tools For Systems Thinking and Modeling: Dynamics: Graphs Over Time Structure: Causal-Loop DiagramsDocument38 pagesTools For Systems Thinking and Modeling: Dynamics: Graphs Over Time Structure: Causal-Loop DiagramsbizhanjNo ratings yet
- Introduction To L Tex: A Document Preparation System: Produced With L TEX by G Baker and G MoloneyDocument34 pagesIntroduction To L Tex: A Document Preparation System: Produced With L TEX by G Baker and G MoloneybizhanjNo ratings yet
- 000 VensimusersguideDocument298 pages000 Vensimusersguidek155meNo ratings yet
- Systems Causal LoopsDocument44 pagesSystems Causal LoopsbizhanjNo ratings yet
- Wel 23 BDocument8 pagesWel 23 BWilly UioNo ratings yet
- CE6002 CT Important Questions Iat 1Document2 pagesCE6002 CT Important Questions Iat 1Ñivéthã SùvíNo ratings yet
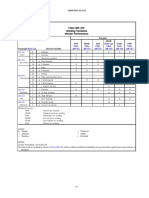
- Table - QW-416 Welding Variables For Welder Performance PDFDocument1 pageTable - QW-416 Welding Variables For Welder Performance PDFAnonymous VohpMtUSNNo ratings yet
- Welding Machine MonitorningDocument1 pageWelding Machine MonitorningmehdiNo ratings yet
- Iso 898-7:1992Document7 pagesIso 898-7:1992Anastasia Potapova50% (2)
- Arc Welding - Introduction and FundamentalsDocument30 pagesArc Welding - Introduction and FundamentalsweldmindNo ratings yet
- DR - 011123 - Project Fujimaki - EDKDocument2 pagesDR - 011123 - Project Fujimaki - EDKMuhammad RozaqNo ratings yet
- Resume Randy C. QuijanoDocument4 pagesResume Randy C. QuijanoKeneth Samson Del CarmenNo ratings yet
- 90° Anchor BoltDocument2 pages90° Anchor BoltJovito EdillonNo ratings yet
- Printer Friendly Page: Close WindowDocument2 pagesPrinter Friendly Page: Close WindowFerdnand RiverNo ratings yet
- Keyhole GTAW & GTAW Variants ExplainedDocument2 pagesKeyhole GTAW & GTAW Variants ExplainedThiago Ribeiro da SilvaNo ratings yet
- CN384 - A6 Hopper To Coin Mech Cable AssemblyDocument1 pageCN384 - A6 Hopper To Coin Mech Cable AssemblyAymen CheffiNo ratings yet
- Sheet No 10 - Concise title for structural steel sheet drawingDocument1 pageSheet No 10 - Concise title for structural steel sheet drawingKarikalan JayNo ratings yet
- 2G +5GDocument1 page2G +5GRahul Moottolikandy0% (1)
- ASME & ISO EN Welding Process Abbreviations PDFDocument1 pageASME & ISO EN Welding Process Abbreviations PDFkishortilekarNo ratings yet
- Er308l PDFDocument1 pageEr308l PDFnargissuhailNo ratings yet
- Boq Mei Isbl Refinery Glycerine Plant - For TenderDocument64 pagesBoq Mei Isbl Refinery Glycerine Plant - For TenderIsnanto AjaNo ratings yet
- OR O-Rings in Static Radial Sealing, Metric Sizes - TCM - 12-163250Document16 pagesOR O-Rings in Static Radial Sealing, Metric Sizes - TCM - 12-163250Sebastian AndreoliNo ratings yet
- 2014-07 RHI Reference List CARSIT SOL M10-6Document2 pages2014-07 RHI Reference List CARSIT SOL M10-6engr kazamNo ratings yet