You might also like
- SPTR Rev Check ListDocument5 pagesSPTR Rev Check ListSAKTHIVEL ANo ratings yet
- PFMEA Ranking Table Rating Criteria Action GuidelineDocument10 pagesPFMEA Ranking Table Rating Criteria Action GuidelineEnrico Miguel AquinoNo ratings yet
- APQP Responsibility MatrixDocument3 pagesAPQP Responsibility MatrixSuraj RawatNo ratings yet
- Meenakshi Molding Private Limited Process FMEA: Form No - FM/7.1/01/09Document4 pagesMeenakshi Molding Private Limited Process FMEA: Form No - FM/7.1/01/09ilaya rajaNo ratings yet
- Books For GATE Mechanical EngineeringDocument9 pagesBooks For GATE Mechanical EngineeringNikhilChauhanNo ratings yet
- CP20200804-A Model Control Plan - FoundationsDocument6 pagesCP20200804-A Model Control Plan - Foundationsmanno200No ratings yet
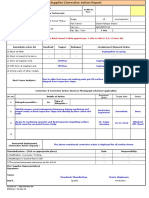
- Cohrance Audit Summary Report: Date:-Part Name:-PIN BALANCER Part Number: - Customer NameDocument2 pagesCohrance Audit Summary Report: Date:-Part Name:-PIN BALANCER Part Number: - Customer NamePrakash kumarTripathiNo ratings yet
- Fmea Alignment Aiag and Vda - EngDocument6 pagesFmea Alignment Aiag and Vda - EngAnkurNo ratings yet
- Control PlanDocument6 pagesControl PlanFahmy Khoerul HudaNo ratings yet
- Bgl-Fm-Qa - Red Bin Analysis RuleDocument1 pageBgl-Fm-Qa - Red Bin Analysis RuleMohit SinghNo ratings yet
- PFMEA Question PaperDocument4 pagesPFMEA Question PaperGarv The PrideNo ratings yet
- Skill CriteriaDocument1 pageSkill CriteriaDinesh Kumar100% (1)
- APQP (27) ElementsDocument31 pagesAPQP (27) Elementssam1hi5No ratings yet
- Best of BangaloreDocument283 pagesBest of Bangaloresven100% (5)
- Polite Form and Verb Stems: Not Being Rude in JapanDocument84 pagesPolite Form and Verb Stems: Not Being Rude in Japaneulea larkaroNo ratings yet
- NcManagement - SA1 - 2021Document13 pagesNcManagement - SA1 - 2021Nagarajan100% (1)
- QMS Formats PDFDocument11 pagesQMS Formats PDFBhavin SukhadiyaNo ratings yet
- Product Part Approval Process: Automotive Quality Management SystemDocument3 pagesProduct Part Approval Process: Automotive Quality Management SystemrajaNo ratings yet
- Surface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODDocument7 pagesSurface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODBALACHANDAR SNo ratings yet
- Part Name: Sample Size: Part No.: Date: Customer:: Verificatio NDocument25 pagesPart Name: Sample Size: Part No.: Date: Customer:: Verificatio Nsatrughana patraNo ratings yet
- CARA NC Management Tool Instructions For Client: IATF OversightDocument8 pagesCARA NC Management Tool Instructions For Client: IATF OversightOBSC PerfectionNo ratings yet
- 2004 Schuhly Major Herbs of Ayurveda E M Williamson Ed Churchill Livingstone New York 2002 361pp Price 49 95 ISBN 0 443 07203 5 HCDocument2 pages2004 Schuhly Major Herbs of Ayurveda E M Williamson Ed Churchill Livingstone New York 2002 361pp Price 49 95 ISBN 0 443 07203 5 HCnermal93No ratings yet
- Fmea (Failure Modes and Effects Analysis)Document11 pagesFmea (Failure Modes and Effects Analysis)Oswaldo VallesNo ratings yet
- Past Defect History 2021Document10 pagesPast Defect History 2021RahulNo ratings yet
- Agile Essentials You Always Wanted To Know: Self Learning ManagementFrom EverandAgile Essentials You Always Wanted To Know: Self Learning ManagementNo ratings yet
- Iatf 16949:2016 Qms Audit ChecklistDocument8 pagesIatf 16949:2016 Qms Audit ChecklistAddinda Zurainie100% (1)
- Q411 - 8D ReportDocument13 pagesQ411 - 8D ReportAnandha VasanNo ratings yet
- CQI-9Special Process: Heat Treat System AssessmentDocument25 pagesCQI-9Special Process: Heat Treat System AssessmentSaâdi Sahbi100% (1)
- Loads Dead Loads Imposed Loads Floor Roof Determining Load Per M and m2 WindDocument58 pagesLoads Dead Loads Imposed Loads Floor Roof Determining Load Per M and m2 Windwaheedopple3998No ratings yet
- Layered Process Audit Checklist (LPA)Document5 pagesLayered Process Audit Checklist (LPA)ALBERTO ALVARADO CARRILLONo ratings yet
- IATF Rules Dec2016Document14 pagesIATF Rules Dec2016anthony dunnNo ratings yet
- 04 Alternate Process ControlDocument24 pages04 Alternate Process ControlRaja DuraiNo ratings yet
- 02 Manufacturing Process Design InputsDocument3 pages02 Manufacturing Process Design InputsRaja DuraiNo ratings yet
- DK Qap QHS 12-FR 03-R6 - CarDocument1 pageDK Qap QHS 12-FR 03-R6 - CarErlan Gus HermawanNo ratings yet
- Lesson LearnedDocument1 pageLesson LearnedR KumarNo ratings yet
- PFEMA Attachment B Rev 16fe15Document1 pagePFEMA Attachment B Rev 16fe15Saulo TrejoNo ratings yet
- FIR-garments PDFDocument4 pagesFIR-garments PDFTarun PariharNo ratings yet
- F-QC-05 Deviation NoteDocument1 pageF-QC-05 Deviation NoteKaran MalhiNo ratings yet
- Rmi CMRT 6.31Document188 pagesRmi CMRT 6.31Anjali DeshpandeNo ratings yet
- CQI 9 Internal Audit Observations 07.04.11Document2 pagesCQI 9 Internal Audit Observations 07.04.11Asif AliNo ratings yet
- Deviation Request: Deviation Request Is For Temporary Changes Only. Submission Is Only Valid With An 8D ReportDocument3 pagesDeviation Request: Deviation Request Is For Temporary Changes Only. Submission Is Only Valid With An 8D ReporttrungNo ratings yet
- Appendix - 9 - APQP - Timing - PlanDocument1 pageAppendix - 9 - APQP - Timing - PlanChandru JattiNo ratings yet
- Checksheet Error ProofingDocument4 pagesChecksheet Error ProofingEzhilarasan DhoniNo ratings yet
- Bureau Veritas India (Iatf 16949) (Page 3 of 6) OptionalDocument9 pagesBureau Veritas India (Iatf 16949) (Page 3 of 6) Optionalashish mehtaNo ratings yet
- Example To Be Adapted To Manufacturing Process (Technology) and Number of Operations Per WorkstationDocument1 pageExample To Be Adapted To Manufacturing Process (Technology) and Number of Operations Per WorkstationTHANGNo ratings yet
- Manufacturing Process Audit: RatingDocument3 pagesManufacturing Process Audit: Ratingrajesh.bNo ratings yet
- Test Paper: Fifo & TraceabiltyDocument2 pagesTest Paper: Fifo & TraceabiltyAtul SharmaNo ratings yet
- Die Inward Inspection ReportDocument2 pagesDie Inward Inspection ReportRahul DevkateNo ratings yet
- Updates Dec09 AIAG FMEA-Ranking-TablesDocument3 pagesUpdates Dec09 AIAG FMEA-Ranking-TablesSuresh Velu100% (1)
- BGL-FM-HR-38 Training Cum Effectiveness Record 01Document2 pagesBGL-FM-HR-38 Training Cum Effectiveness Record 01Mohit SinghNo ratings yet
- SOP of MachinesDocument2 pagesSOP of MachinesSangram Kandekar100% (1)
- APQPStatus Reporting GuidelinesDocument19 pagesAPQPStatus Reporting GuidelinesskluxNo ratings yet
- Test Paper: Name: DateDocument2 pagesTest Paper: Name: DateDhinakaranNo ratings yet
- Keerthi Engineering: Initial Production Part TagDocument2 pagesKeerthi Engineering: Initial Production Part Tagkeerthi EngineeringNo ratings yet
- Corrective Actions For Not Ok Charcteristics: Months - July13Document1 pageCorrective Actions For Not Ok Charcteristics: Months - July13shobha shelarNo ratings yet
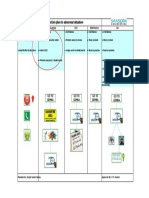
- Standard Reaction Plan To Abnormal Situation: Restart ProcessDocument1 pageStandard Reaction Plan To Abnormal Situation: Restart ProcessDeepak kumarNo ratings yet
- Procedure For Problem SolvingDocument3 pagesProcedure For Problem SolvingRavindra shindeNo ratings yet
- Supplier APQP TrainingDocument32 pagesSupplier APQP TrainingvivekNo ratings yet
- CSR - Audit ChecklistDocument2 pagesCSR - Audit Checklistmahesk_dmNo ratings yet
- Toaz - Info Red Bin Analysis Procedure PRDocument4 pagesToaz - Info Red Bin Analysis Procedure PRRohit QualityNo ratings yet
- Automotive Quality Management Systems A Complete Guide - 2020 EditionFrom EverandAutomotive Quality Management Systems A Complete Guide - 2020 EditionNo ratings yet
- Incy Wincy SpiderDocument16 pagesIncy Wincy SpiderOlarteCatalinaNo ratings yet
- BehaviourDocument16 pagesBehaviourIshita JainNo ratings yet
- Optimal Voltage RegulatorDocument8 pagesOptimal Voltage RegulatorARVINDNo ratings yet
- Technostream PDFDocument15 pagesTechnostream PDFraulkmainaNo ratings yet
- Chapter 3 - Basic Statistical ConceptsDocument16 pagesChapter 3 - Basic Statistical ConceptsChristian Alfred VillenaNo ratings yet
- NRB Bank ReportDocument49 pagesNRB Bank ReportTanvirBariNo ratings yet
- Punjab UNiversity MSC Hons. School Physics ElectronicsDocument41 pagesPunjab UNiversity MSC Hons. School Physics ElectronicsDarrenLovelockNo ratings yet
- TataDocument24 pagesTataNitin MauryaNo ratings yet
- Cobol Batch To Groovy ScriptDocument34 pagesCobol Batch To Groovy ScriptDavid BermudezNo ratings yet
- Rahul Prakash SalunkeDocument2 pagesRahul Prakash SalunkesalunkerahulNo ratings yet
- Circular QueueDocument10 pagesCircular QueuesalembalkiNo ratings yet
- C-Code Software Routines For Using The SPI Interface On The MAX7456 On-Screen DisplayDocument9 pagesC-Code Software Routines For Using The SPI Interface On The MAX7456 On-Screen DisplayVinay Ashwath100% (2)
- Tableau VM Tuning and Best PracticesDocument6 pagesTableau VM Tuning and Best Practicessrikanth_4allNo ratings yet
- IPT and DepressionDocument14 pagesIPT and DepressionReanna WaughNo ratings yet
- Geberit Case Study PDFDocument2 pagesGeberit Case Study PDFsapiencecorpNo ratings yet
- Belajar Bahasa Spanyol PDFDocument5 pagesBelajar Bahasa Spanyol PDFHimawan PrasojoNo ratings yet
- Name: Course/year:: Micro Asia College of Science and TechnologyDocument3 pagesName: Course/year:: Micro Asia College of Science and TechnologyTrisTan DolojanNo ratings yet
- B1 IF-Clauses IF006: WWW - English-Practice - atDocument2 pagesB1 IF-Clauses IF006: WWW - English-Practice - atAyeshaNo ratings yet
- Grade 10 Unit 3 Task 4 Power Point DNADocument2 pagesGrade 10 Unit 3 Task 4 Power Point DNAMohdFahdelNo ratings yet
- PF Chang's Health Inspection 6-21-19Document2 pagesPF Chang's Health Inspection 6-21-19Jimmy BentleyNo ratings yet
- Holliday - Native SpeakerismDocument3 pagesHolliday - Native SpeakerismDánisaGarderesNo ratings yet
- Cognitive Psychology - Write-Up TemplateDocument5 pagesCognitive Psychology - Write-Up TemplateRedkraynNo ratings yet
- Online Web Chat Application DocumentDocument8 pagesOnline Web Chat Application DocumentENGINEER HERENo ratings yet
- Southeast Asia in Political Science Theory, Region, and Qualitative AnalysisDocument19 pagesSoutheast Asia in Political Science Theory, Region, and Qualitative Analysisမင္း ဆရာNo ratings yet
- EOI - City Without SlumDocument38 pagesEOI - City Without Slumikeh wanNo ratings yet