You might also like
- Carr and Latham's Technology of Clothing ManufactureFrom EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerRating: 4 out of 5 stars4/5 (1)
- Colour FastnessDocument37 pagesColour FastnessSivakumar K100% (1)
- Determining Fabric Quality: Prepared By: Riza Leigh I. FiguesDocument55 pagesDetermining Fabric Quality: Prepared By: Riza Leigh I. FiguesRizaLeighFiguesNo ratings yet
- Textile Testing: Presented By: Nisha Sangle Ankita Desai Poonam Patil Gayathri RangnathanDocument23 pagesTextile Testing: Presented By: Nisha Sangle Ankita Desai Poonam Patil Gayathri RangnathanChaaya AaldarNo ratings yet
- Colour Fastness - ppt1Document55 pagesColour Fastness - ppt1agga1111100% (1)
- Testing Procedures For Fabrics and TrimsDocument48 pagesTesting Procedures For Fabrics and Trimsshivanift100% (1)
- On Textile TestingDocument17 pagesOn Textile TestingGourav Arora100% (2)
- Dyeing FaultsDocument100 pagesDyeing FaultsNaim UddinNo ratings yet
- Textile Yarn Dyed Tips & TechniqueDocument23 pagesTextile Yarn Dyed Tips & TechniqueMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Dyeing Defects and Their RemediesDocument5 pagesDyeing Defects and Their RemediesMuhammad ImranNo ratings yet
- Textile Wet Processing UNIT-4Document6 pagesTextile Wet Processing UNIT-4Chaarvi SaranyaNo ratings yet
- 3) Theory of DyeingDocument12 pages3) Theory of DyeingSanaullah MuradNo ratings yet
- Chemical Testing For FabricDocument24 pagesChemical Testing For FabricParth Dev Verma100% (3)
- FINISHINGDocument26 pagesFINISHINGNeha SinghNo ratings yet
- SpiralityDocument9 pagesSpiralitySenthil KumarNo ratings yet
- Continous Dyeing ProjectDocument147 pagesContinous Dyeing ProjectAamir Shabbir83% (6)
- Knitted Fabric Analysis CalculationDocument5 pagesKnitted Fabric Analysis Calculationmbstutextile75% (4)
- Textile DocumentDocument28 pagesTextile DocumentKhandaker Sakib FarhadNo ratings yet
- Controlling and Check Points in Spinning ProcessDocument10 pagesControlling and Check Points in Spinning ProcessBithy Paul100% (1)
- Common Dyeing Faults and Their Remedies in Knit DyeingDocument7 pagesCommon Dyeing Faults and Their Remedies in Knit Dyeingশামস ভাইNo ratings yet
- Wet Processing 1Document47 pagesWet Processing 1Rahul ThomasNo ratings yet
- University of Management and Technology: Textile Labs Wet Processing Lab Manual TX-232Document16 pagesUniversity of Management and Technology: Textile Labs Wet Processing Lab Manual TX-232Safdar ZafarNo ratings yet
- AATCC Test Method 15Document2 pagesAATCC Test Method 15Tauqeer RazaNo ratings yet
- Soptextilefinishing 170316114830Document73 pagesSoptextilefinishing 170316114830Mohammed Tanjil Morshed remonNo ratings yet
- Unit - II DyeingDocument88 pagesUnit - II Dyeinggagan mahawar100% (2)
- DyeingDocument21 pagesDyeingTanavi KhandpurNo ratings yet
- Process Flow Chart of Knitting: A. Stitch LengthDocument9 pagesProcess Flow Chart of Knitting: A. Stitch LengthAushru HasanNo ratings yet
- Finishing (Textiles) : OriginalDocument11 pagesFinishing (Textiles) : OriginalChandru TG100% (1)
- Point System For Evaluating Quality in TextilesDocument115 pagesPoint System For Evaluating Quality in TextilesBenjamin OchoaNo ratings yet
- Textil Testing Manual-Gihan RanganaDocument16 pagesTextil Testing Manual-Gihan RanganaGihan RanganaNo ratings yet
- Fabric Defects and InspectionDocument141 pagesFabric Defects and InspectionAlokKumarNo ratings yet
- M&S Method of Test P5A - 2007-08Document4 pagesM&S Method of Test P5A - 2007-08xtrayang100% (1)
- Wet Processing TechnologyDocument32 pagesWet Processing TechnologyProfessorTextechNo ratings yet
- Defects in Dyeing and PrintingDocument37 pagesDefects in Dyeing and Printingagga1111100% (1)
- Spreading and Cutting of Apparel ProductsDocument43 pagesSpreading and Cutting of Apparel ProductsDaniela JakimovaNo ratings yet
- Fabric Defects: - Causes - Types - 4 Point System For MeasuringDocument8 pagesFabric Defects: - Causes - Types - 4 Point System For MeasuringTarang MathurNo ratings yet
- Wale and Course Count of Weft Knitted Fabrics: Standard Test Method ForDocument6 pagesWale and Course Count of Weft Knitted Fabrics: Standard Test Method ForjiandapaNo ratings yet
- Dyeing Flow ChartDocument2 pagesDyeing Flow ChartMobin AkhandNo ratings yet
- Jigger Dyeing Machine:: Fabric PreparationDocument2 pagesJigger Dyeing Machine:: Fabric PreparationnaaomaiNo ratings yet
- Disperse DyesDocument23 pagesDisperse DyesPratik Minj100% (3)
- Dyeing Faults & RemediesDocument13 pagesDyeing Faults & RemediesSHEIKH SADI100% (1)
- Heat B SettingDocument18 pagesHeat B SettingharisNo ratings yet
- Dyeing and Printing DefectsDocument25 pagesDyeing and Printing DefectsMustafa Cuneyt GezenNo ratings yet
- Definition:: ScouringDocument13 pagesDefinition:: Scouringপ্রমিত সরকারNo ratings yet
- Tinting or OverdyeingDocument4 pagesTinting or OverdyeingDelwar Hossain67% (3)
- MercerizationDocument3 pagesMercerizationsyed asim najamNo ratings yet
- Denim Garment ProcessingDocument12 pagesDenim Garment ProcessingSyed Adnan NaqviNo ratings yet
- "Eco-Textiles": A New Concept Is Causing The Textile Industries To Rethink Their StrategiesDocument17 pages"Eco-Textiles": A New Concept Is Causing The Textile Industries To Rethink Their StrategiesMehedi Hassan EvanNo ratings yet
- Textile Dyeing ProcessDocument10 pagesTextile Dyeing ProcessMohammed Atiqul Hoque ChowdhuryNo ratings yet
- A Practical Guide To Textile TestingDocument133 pagesA Practical Guide To Textile TestingMohammed shohag islamNo ratings yet
- Dyeing LabDocument12 pagesDyeing LabImtiaz Ahmed100% (1)
- Wet ProcessingDocument51 pagesWet ProcessingSenelisile MoyoNo ratings yet
- Dyeing Lab Department Calculation and Others - TEXTILE TECHNOLOGY ( ) PDFDocument10 pagesDyeing Lab Department Calculation and Others - TEXTILE TECHNOLOGY ( ) PDFshakilsai100% (1)
- Assignment On Different Kinds of Knitting Faults Causes and Their RemediesDocument4 pagesAssignment On Different Kinds of Knitting Faults Causes and Their RemediesRaihan Moner Manush0% (2)
- Fabric Testing & ApprovalDocument51 pagesFabric Testing & ApprovalOjasvi Agarwal100% (1)
- Quality Aspects of Garment - A ReviewDocument4 pagesQuality Aspects of Garment - A ReviewSazid RahmanNo ratings yet
- QA ManualDocument11 pagesQA ManualFazle Riaz Khan100% (1)
- Fqa 3Document24 pagesFqa 3Nabarupa BoseNo ratings yet
- Green University of Bangladesh: Department of Textile EngineeringDocument9 pagesGreen University of Bangladesh: Department of Textile EngineeringGreen University TextileNo ratings yet
- Format For EquipmentDocument1 pageFormat For EquipmentMunazza SohailNo ratings yet
- 4 PDFDocument9 pages4 PDFRen'dy Dwi JayantoNo ratings yet
- Work Instruction Analytical BalanceDocument2 pagesWork Instruction Analytical BalanceMunazza SohailNo ratings yet
- 602-7 List of StaffDocument1 page602-7 List of StaffMunazza SohailNo ratings yet
- StanderizationDocument1 pageStanderizationMunazza SohailNo ratings yet
- Munazza Report Dec 2023Document3 pagesMunazza Report Dec 2023Munazza SohailNo ratings yet
- PT ActivitiesDocument1 pagePT ActivitiesMunazza SohailNo ratings yet
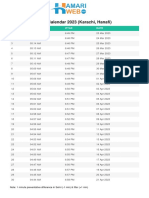
- Karachi Ramadan Calendar 2023 HamariwebDocument1 pageKarachi Ramadan Calendar 2023 HamariwebMunazza SohailNo ratings yet
- Rate List-Oils and Fats-2022Document4 pagesRate List-Oils and Fats-2022Munazza SohailNo ratings yet
- Sohail Reports PDFDocument2 pagesSohail Reports PDFMunazza SohailNo ratings yet
- Rancimat Oxidation Stability Test ApparatusDocument2 pagesRancimat Oxidation Stability Test ApparatusMunazza SohailNo ratings yet
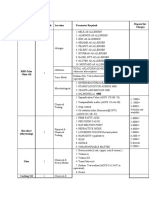
- Scope/ Product Name No. of Sample Location Parameter Required Request For ChargesDocument2 pagesScope/ Product Name No. of Sample Location Parameter Required Request For ChargesMunazza SohailNo ratings yet
- Clause 6.2 Personal FORMSDocument9 pagesClause 6.2 Personal FORMSMunazza SohailNo ratings yet
- Final PSQCA Rate List - Oil and Fats - 2022Document18 pagesFinal PSQCA Rate List - Oil and Fats - 2022Munazza SohailNo ratings yet
- New Technologies in Textile DyeingDocument4 pagesNew Technologies in Textile DyeingMunazza SohailNo ratings yet
- Interim Report Fats & Oil R-II 2022 PDFDocument17 pagesInterim Report Fats & Oil R-II 2022 PDFMunazza SohailNo ratings yet
- Ict Comprehensive Worksheet Term 1class 6 2018 AnswersDocument4 pagesIct Comprehensive Worksheet Term 1class 6 2018 AnswersMunazza SohailNo ratings yet
- A Brief On ReachDocument13 pagesA Brief On ReachMunazza SohailNo ratings yet
- A Brief On REACH LegislationDocument1 pageA Brief On REACH LegislationMunazza SohailNo ratings yet
- Geotextile 4 Mansoor IqbalDocument14 pagesGeotextile 4 Mansoor IqbalMansoor IqbalNo ratings yet
- KawabhataDocument8 pagesKawabhatano1gandhiNo ratings yet
- Qulaity TextileDocument1 pageQulaity TextileMunazza SohailNo ratings yet
- Training Report On Textile Wet ProcessingDocument38 pagesTraining Report On Textile Wet ProcessingMunazza SohailNo ratings yet
- A Brief On REACH LegislationDocument1 pageA Brief On REACH LegislationMunazza SohailNo ratings yet
- A Brief On REACH LegislationDocument1 pageA Brief On REACH LegislationMunazza SohailNo ratings yet
- CsiDocument9 pagesCsiyamanta_rajNo ratings yet
- Coatings For High Temperature ApplicationsDocument91 pagesCoatings For High Temperature ApplicationssupendiNo ratings yet
- Line History SheetDocument4 pagesLine History SheetBethel NdifonNo ratings yet
- An Analysis of Factors Affecting The Operation of Funtua Textile Industry in Funtua, Katsina State, NigeriaDocument6 pagesAn Analysis of Factors Affecting The Operation of Funtua Textile Industry in Funtua, Katsina State, NigeriaSaddamYusufSalehNo ratings yet
- WS Services Pipes & Its Reference PDFDocument1 pageWS Services Pipes & Its Reference PDFbilal almelegyNo ratings yet
- SASG - CP - 1spDocument6 pagesSASG - CP - 1spSyed Abdul Shakoor GardeziNo ratings yet
- Final Exam Review QuestionsDocument9 pagesFinal Exam Review QuestionsSaurav DuttNo ratings yet
- DOP1000 PRC 002-0-02 Detail DesignDocument10 pagesDOP1000 PRC 002-0-02 Detail DesignkamlNo ratings yet
- Waste To Energy in AustriaDocument128 pagesWaste To Energy in AustriaPéter NovákNo ratings yet
- Enterprise Resource Planning - ERP: Kevin Cowell Natthawut Lertpitayakun Isabelle Mertha Xiaoguang YouDocument74 pagesEnterprise Resource Planning - ERP: Kevin Cowell Natthawut Lertpitayakun Isabelle Mertha Xiaoguang Youvishnuvr143100% (1)
- Linde Air HeaterDocument24 pagesLinde Air HeaterjmsmechNo ratings yet
- Small Industries Service Institute: Details of Major Extension Services Provided in The Institute Are Given BelowDocument5 pagesSmall Industries Service Institute: Details of Major Extension Services Provided in The Institute Are Given BelowMểểŕá PáńćhálNo ratings yet
- Project Management Life CycleDocument55 pagesProject Management Life CyclePagna Heng100% (1)
- Cupola FurnacesDocument8 pagesCupola Furnacesmiroslav2paunovNo ratings yet
- Datasheet Bidco Sealant C-56 For BC - TrelleborgDocument2 pagesDatasheet Bidco Sealant C-56 For BC - TrelleborggemotorresNo ratings yet
- Job CostingDocument28 pagesJob CostingAbi BieNo ratings yet
- Cable Tray SystemsDocument45 pagesCable Tray SystemsAmin Hasan AminNo ratings yet
- APVN HitoshiHoriDocument25 pagesAPVN HitoshiHoriGaurav VoraNo ratings yet
- Slab-On-Grade Reinforcing DesignDocument9 pagesSlab-On-Grade Reinforcing DesignAdam GreenlawNo ratings yet
- Name: Osama Mehmood Khan ID:16831 Course: Global International Business Subject: Assignment No. 01 Instructor: Muhammad Masood MirDocument10 pagesName: Osama Mehmood Khan ID:16831 Course: Global International Business Subject: Assignment No. 01 Instructor: Muhammad Masood MirLaiba ZaidiNo ratings yet
- SATO Auto-ID India PVT Ltd. Corporate ProfileDocument9 pagesSATO Auto-ID India PVT Ltd. Corporate ProfileYashvanth ShettyNo ratings yet
- 03 Validation Documentation PDFDocument57 pages03 Validation Documentation PDFAhmed MagdyNo ratings yet
- Colander ch09 Production&CostsIDocument71 pagesColander ch09 Production&CostsIJenil BetitoNo ratings yet
- CapsulesDocument60 pagesCapsulesprinceamitNo ratings yet
- KKMehta-Pilot Plant Scale Up TechniqueDocument84 pagesKKMehta-Pilot Plant Scale Up TechniqueAnkit PokarNo ratings yet
- What Is The Highly Optimized Manufacturing ProcessDocument3 pagesWhat Is The Highly Optimized Manufacturing ProcessSharmashDNo ratings yet
- 2 140716021917 Phpapp01Document87 pages2 140716021917 Phpapp01LK AnhDungNo ratings yet
- Cost Co' - A Supply Chain StudyDocument15 pagesCost Co' - A Supply Chain StudyPhuong NhungNo ratings yet
- Merchandising Job DescriptionDocument2 pagesMerchandising Job DescriptionAhmed KarimNo ratings yet
- M.E Thesis PresentationDocument45 pagesM.E Thesis PresentationPrakash NanthagopalanNo ratings yet