You might also like
- GCSE (9-1) Y9 Science Final Exam 15 - 16 With Mark SchemeDocument31 pagesGCSE (9-1) Y9 Science Final Exam 15 - 16 With Mark SchemePaul Burgess50% (4)
- Asme BPVC Sec Ix WledingDocument15 pagesAsme BPVC Sec Ix WledingAkhilesh KumarNo ratings yet
- Car ParkingDocument18 pagesCar ParkingYash SinghNo ratings yet
- Dust Collector Installation ProcedureDocument9 pagesDust Collector Installation Procedureadil shidiq100% (1)
- GRP - GRE - GRV Pipes and FittingDocument6 pagesGRP - GRE - GRV Pipes and FittingrajaNo ratings yet
- E 399Document31 pagesE 399H_DEBIANENo ratings yet
- Cylinder Head AssignmentDocument17 pagesCylinder Head Assignmentabhishek_m_moreNo ratings yet
- Chemical Formulae and Equations Part 2Document18 pagesChemical Formulae and Equations Part 2Mohd NorihwanNo ratings yet
- Asme Section Viii Div 2Document17 pagesAsme Section Viii Div 2nanivenkatgauravNo ratings yet
- Electrode Classification by Aws A 5.1 PDFDocument1 pageElectrode Classification by Aws A 5.1 PDFVenkatesh NatlaNo ratings yet
- Thermal Insulation Products - Jacketing & CladdingDocument15 pagesThermal Insulation Products - Jacketing & CladdingSreekumar K SNo ratings yet
- Asme B16.5-2003 Interpretations Interpretation No. 4Document48 pagesAsme B16.5-2003 Interpretations Interpretation No. 4massusenoNo ratings yet
- Flange Inspection - Part1Document5 pagesFlange Inspection - Part1safwanNo ratings yet
- ASTM A333 Grade 6 SpecificationDocument9 pagesASTM A333 Grade 6 SpecificationmaldonadohansNo ratings yet
- Submerged Arc Welding (SAW)Document34 pagesSubmerged Arc Welding (SAW)Gaballah Aman0% (1)
- Asme Ix: Qualification Standard For Welding & Brazing Procedures, Welders, Brazers, and Welding and Brazing OperatorsDocument1 pageAsme Ix: Qualification Standard For Welding & Brazing Procedures, Welders, Brazers, and Welding and Brazing OperatorsWaqas WaqasNo ratings yet
- Asme Sec IX QuizDocument4 pagesAsme Sec IX QuizBalaji NarasimhanNo ratings yet
- Asme Section II A Sa-336 Sa-336mDocument10 pagesAsme Section II A Sa-336 Sa-336mAnonymous GhPzn1xNo ratings yet
- Floating Flange Rubber Expansion Joints: Series 980Document8 pagesFloating Flange Rubber Expansion Joints: Series 980Roland Bon IntudNo ratings yet
- Saudi Cranes CatalogueDocument21 pagesSaudi Cranes CatalogueNarayan PrasadNo ratings yet
- Smith Gasket BrochureDocument29 pagesSmith Gasket BrochureJeesan MathewNo ratings yet
- 19 - Weld Fit Up Inspection Employee TrainingDocument10 pages19 - Weld Fit Up Inspection Employee TrainingManoj KumarNo ratings yet
- Steel Pipes Tubes Eng PDFDocument21 pagesSteel Pipes Tubes Eng PDFsintaprisilliaNo ratings yet
- ASTM F1545 Plastic Lined Pipe 0803 PDFDocument6 pagesASTM F1545 Plastic Lined Pipe 0803 PDFdavi rodriguesNo ratings yet
- Lesson 11 Corrosion CalculationsDocument33 pagesLesson 11 Corrosion Calculationsعزت عبد المنعمNo ratings yet
- Codes and Standards DocumentDocument4 pagesCodes and Standards DocumentOvaisNo ratings yet
- Asme Ii Sfa 5. 32Document16 pagesAsme Ii Sfa 5. 32yogliolivares100% (1)
- Duct Leakage& Leakage TestingDocument5 pagesDuct Leakage& Leakage Testinghoangdungd12No ratings yet
- Astm A193/a 193MDocument13 pagesAstm A193/a 193MCLEMENTNo ratings yet
- Codes and StdsDocument46 pagesCodes and StdsRamesh mudunuri100% (1)
- Work Instruction FOR: Tensile TestDocument4 pagesWork Instruction FOR: Tensile TestmahendraNo ratings yet
- Repair Welding of Pressure Vessels With TemperDocument10 pagesRepair Welding of Pressure Vessels With Tempersarath6725No ratings yet
- PQR Asme Ix - CompletedDocument3 pagesPQR Asme Ix - CompletedCarlos Nombela Palacios100% (1)
- Welding Presentation by NoreastDocument78 pagesWelding Presentation by Noreastravi00098No ratings yet
- UG-100 Pneumatic TestDocument2 pagesUG-100 Pneumatic TestInaamNo ratings yet
- Econ Gate ValvesDocument22 pagesEcon Gate ValvesRiyas Udheen100% (1)
- Agenda Item: 650-2024: Coating Prior To Hydrostatic TestingDocument4 pagesAgenda Item: 650-2024: Coating Prior To Hydrostatic Testinggigiphi1No ratings yet
- Fluid Service CategoriesDocument5 pagesFluid Service CategoriesKodali Naveen Kumar100% (1)
- WPS D9.1Document1 pageWPS D9.1pjbedelNo ratings yet
- Appendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Document24 pagesAppendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Tahir AliNo ratings yet
- Lesson 15 Wps PQR New2Document96 pagesLesson 15 Wps PQR New2Tarek YehiaNo ratings yet
- API 510 PC 20 31 Aug05 Mid Session OpenDocument7 pagesAPI 510 PC 20 31 Aug05 Mid Session OpenCss SfaxienNo ratings yet
- The Pressure Decay Test Method PDFDocument3 pagesThe Pressure Decay Test Method PDFYew LoongNo ratings yet
- Hydrualic Tube Expansion Vs Metallic Tube ExpansionDocument3 pagesHydrualic Tube Expansion Vs Metallic Tube ExpansionNath BoyapatiNo ratings yet
- Shell RollinggDocument26 pagesShell RollinggwenigmaNo ratings yet
- Asme Section II A Sa-299 Sa-299mDocument4 pagesAsme Section II A Sa-299 Sa-299mAnonymous GhPzn1xNo ratings yet
- Api 653 QuestionsDocument28 pagesApi 653 Questionskorichi100% (1)
- WPS PDFDocument1 pageWPS PDFSarah DeanNo ratings yet
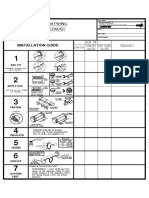
- ControTrace Installation Checklist PipeDocument1 pageControTrace Installation Checklist PipeEnoch TwumasiNo ratings yet
- Astm A181-2001 PDFDocument3 pagesAstm A181-2001 PDFMohammed TariqNo ratings yet
- Conversion ASME Unit ConversionDocument3 pagesConversion ASME Unit ConversionMohdBadruddinKarimNo ratings yet
- Safety Training Brochure MetaboDocument4 pagesSafety Training Brochure MetaboJonathan DouglasNo ratings yet
- HPCL STD Spec For Storage TanksDocument16 pagesHPCL STD Spec For Storage TanksnagtummalaNo ratings yet
- 0145E16598760151 - 1 - Def - Selecton Internal Floating Roofs v1.1 May 2014Document42 pages0145E16598760151 - 1 - Def - Selecton Internal Floating Roofs v1.1 May 2014Manuel Alejandro González MarcanoNo ratings yet
- Weld Weave WidthDocument4 pagesWeld Weave Widthapply19842371No ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- ASME IX ExplanationsDocument13 pagesASME IX ExplanationsManju Juno100% (4)
- Boon Asme Ix NotesDocument31 pagesBoon Asme Ix NotesPRAVEENNo ratings yet
- Essential and Non-Essential Variables For WPS - PQRDocument4 pagesEssential and Non-Essential Variables For WPS - PQRNatarajan MurugesanNo ratings yet
- Asme BriefDocument4 pagesAsme BriefRahulNo ratings yet
- Asme Sec 9Document12 pagesAsme Sec 9ckkashyap0007No ratings yet
- Procedure Qualification RecordDocument10 pagesProcedure Qualification Recordlamia97No ratings yet
- Procedure Qualification Record (PQR)Document2 pagesProcedure Qualification Record (PQR)Ankit KumarNo ratings yet
- Asme 9 TipsDocument13 pagesAsme 9 Tipsnasrpk100% (1)
- WPS 904a-3857-R1-1Document3 pagesWPS 904a-3857-R1-1H_DEBIANENo ratings yet
- Outershield 71 SupremeDocument1 pageOutershield 71 SupremeH_DEBIANENo ratings yet
- Outershield 71 Elite SuiteDocument1 pageOutershield 71 Elite SuiteH_DEBIANENo ratings yet
- Outershield 71 Elite: Conformances Key FeaturesDocument1 pageOutershield 71 Elite: Conformances Key FeaturesH_DEBIANENo ratings yet
- UltraCore SR 12M SuiteDocument1 pageUltraCore SR 12M SuiteH_DEBIANENo ratings yet
- UltraCore SR-12C SuiteDocument1 pageUltraCore SR-12C SuiteH_DEBIANENo ratings yet
- UltraCore HD-12M SuiteDocument1 pageUltraCore HD-12M SuiteH_DEBIANENo ratings yet
- Ultracore Sr-12C: Applications Key FeaturesDocument1 pageUltracore Sr-12C: Applications Key FeaturesH_DEBIANENo ratings yet
- Ultracore Sr-12M: Typical Applications Key FeaturesDocument1 pageUltracore Sr-12M: Typical Applications Key FeaturesH_DEBIANENo ratings yet
- UltraCore SR-12 SuiteDocument1 pageUltraCore SR-12 SuiteH_DEBIANENo ratings yet
- Ultracore Sr-12: Conformances Key FeaturesDocument1 pageUltracore Sr-12: Conformances Key FeaturesH_DEBIANENo ratings yet
- Ultracore 71c SuiteDocument1 pageUltracore 71c SuiteH_DEBIANENo ratings yet
- Ultracore 712A80: Conformances Key FeaturesDocument1 pageUltracore 712A80: Conformances Key FeaturesH_DEBIANENo ratings yet
- UltraCore712A80 H SuiteDocument1 pageUltraCore712A80 H SuiteH_DEBIANENo ratings yet
- UltraCore HD-12C SuiteDocument1 pageUltraCore HD-12C SuiteH_DEBIANENo ratings yet
- UltraCore 71A75 Dual SuiteDocument1 pageUltraCore 71A75 Dual SuiteH_DEBIANENo ratings yet
- UltraCore 712C SuiteDocument1 pageUltraCore 712C SuiteH_DEBIANENo ratings yet
- UltraCore 71A75 DualDocument1 pageUltraCore 71A75 DualH_DEBIANENo ratings yet
- Ultracore HD-C: Conformances Key FeaturesDocument1 pageUltracore HD-C: Conformances Key FeaturesH_DEBIANENo ratings yet
- UltraCore HD-M SuiteDocument1 pageUltraCore HD-M SuiteH_DEBIANENo ratings yet
- Ultracore HD-M: Conformances Key FeaturesDocument1 pageUltracore HD-M: Conformances Key FeaturesH_DEBIANENo ratings yet
- Ultracore 71a85 SuiteDocument1 pageUltracore 71a85 SuiteH_DEBIANENo ratings yet
- 02 Mineral Processing PDFDocument37 pages02 Mineral Processing PDFLoraNo ratings yet
- Welding Funda PDFDocument70 pagesWelding Funda PDFbbgs_sup_mmdNo ratings yet
- Indian Institute of MetalsDocument75 pagesIndian Institute of MetalsKanchan Kumar AgrawalNo ratings yet
- C - LA Steel Market Analysis - 2011Mar10-FINALDocument14 pagesC - LA Steel Market Analysis - 2011Mar10-FINALSaurabhShrivastavaNo ratings yet
- Group9 Final TATA ScrapDocument28 pagesGroup9 Final TATA ScrapVipul MehtaNo ratings yet
- Clay Mineralogy BudhuDocument4 pagesClay Mineralogy BudhuMiriam WatermanNo ratings yet
- Digital Ultrasonic Thickness Testers Time TT130: SpecificationsDocument2 pagesDigital Ultrasonic Thickness Testers Time TT130: SpecificationsAnonymous PxySJR3HNo ratings yet
- Gold Alloy Spinnerets For The Production of Viscose RayonDocument8 pagesGold Alloy Spinnerets For The Production of Viscose RayonPhan MHanhNo ratings yet
- C1008 Vs ASTM A1008 PDFDocument3 pagesC1008 Vs ASTM A1008 PDFmtcengineeringNo ratings yet
- Chemistry Perfect Score Module Form 4 Set 2Document19 pagesChemistry Perfect Score Module Form 4 Set 2alanisln100% (1)
- Reactivity of Metals: Learning GoalDocument36 pagesReactivity of Metals: Learning GoalRyanNo ratings yet
- Indexable CarbideDocument258 pagesIndexable CarbideVK Morales0% (1)
- Iron Types (Page 1), Gray & Ductile Irons - Metal Casting InstituteDocument31 pagesIron Types (Page 1), Gray & Ductile Irons - Metal Casting InstituteWalid Ben AmirNo ratings yet
- 13 Principles of Metallurgybits PDFDocument2 pages13 Principles of Metallurgybits PDFAbdul BokhariNo ratings yet
- Test 1 Underground Mining: Question 1aDocument5 pagesTest 1 Underground Mining: Question 1aTamani MoyoNo ratings yet
- Haber ProcessDocument6 pagesHaber ProcessLuis Daniel Gil PachecoNo ratings yet
- Metallurgical Properties of Cast Irons: The Worlds Best ElementDocument21 pagesMetallurgical Properties of Cast Irons: The Worlds Best Elementa.bNo ratings yet
- Carbon and Alloy Steel PDFDocument52 pagesCarbon and Alloy Steel PDFmaz234100% (3)
- Mining Sector - KSA PDFDocument8 pagesMining Sector - KSA PDFLjubomir Jocic100% (1)
- FUNDAMENTALS OF ZINC RECOVERY FROM METALLURGICAL Wastes in The Enviroplas Process PDFDocument14 pagesFUNDAMENTALS OF ZINC RECOVERY FROM METALLURGICAL Wastes in The Enviroplas Process PDFManojlovic Vaso100% (1)
- WIS5 Course Notes 7 & 8Document15 pagesWIS5 Course Notes 7 & 8راجہ شہزاد انورNo ratings yet
- TKU 3023 ICT in Chemistry: Universiti Pendidikan Sultan IdrisDocument12 pagesTKU 3023 ICT in Chemistry: Universiti Pendidikan Sultan Idrissaye cantikNo ratings yet
- Orgonite EbookDocument46 pagesOrgonite EbookAlexandru Gygy100% (3)
- Alloys and PropertiesDocument8 pagesAlloys and PropertiesAna RivasNo ratings yet
- 2nd BDS Dental MaterialsDocument12 pages2nd BDS Dental MaterialsSandhya T SunnyNo ratings yet
- All About Batteries PDFDocument13 pagesAll About Batteries PDFAltinNo ratings yet