You might also like
- Builders Guide To TrussesDocument48 pagesBuilders Guide To TrussesSimjan D. FloresNo ratings yet
- Repair and Rehabilitation of Concrete ST PDFDocument214 pagesRepair and Rehabilitation of Concrete ST PDFМіша Гудь100% (1)
- DBR Structural Design Basis Report AvignaDocument8 pagesDBR Structural Design Basis Report AvignaswapnilNo ratings yet
- Design and Calculation Methods For Uniflow Cyclones Mar19 - SP PDFDocument11 pagesDesign and Calculation Methods For Uniflow Cyclones Mar19 - SP PDFSteve Wan100% (1)
- IFC Profile.r4 PDFDocument110 pagesIFC Profile.r4 PDFhameed6101986100% (1)
- Filter Separator Revised Feb 19 2004Document1 pageFilter Separator Revised Feb 19 2004motalebyNo ratings yet
- Separator Sizing SpreadsheetDocument40 pagesSeparator Sizing SpreadsheetRidho MuhtadiNo ratings yet
- 1 05 Presentation ExxonMobil Gas Lift ChallengesDocument18 pages1 05 Presentation ExxonMobil Gas Lift ChallengesNisar KhanNo ratings yet
- CFD Modeling Analysis of A Vertical Gas Liquid SeparatorDocument9 pagesCFD Modeling Analysis of A Vertical Gas Liquid SeparatorTanweer HussainNo ratings yet
- Features/Benefits: Production Testing Solutions Three-Phase Test SeparatorDocument1 pageFeatures/Benefits: Production Testing Solutions Three-Phase Test SeparatorJayesh SanganiNo ratings yet
- PWS2014 Rawlins DesanderStudyRDocument10 pagesPWS2014 Rawlins DesanderStudyRJhon Henry Segundo LlaguentoNo ratings yet
- Basket Strainer HD 003 1Document9 pagesBasket Strainer HD 003 1Natalie Ordoñez KandiaNo ratings yet
- SPT Mozley Desanding Hydrocyclones BrochureDocument2 pagesSPT Mozley Desanding Hydrocyclones BrochureperrychemNo ratings yet
- Design Data: 2" Threadolet CalculationDocument2 pagesDesign Data: 2" Threadolet Calculationgrabetty50% (2)
- Cpi O&m ManualDocument36 pagesCpi O&m Manualprasad336No ratings yet
- Direct Shear TestDocument11 pagesDirect Shear Testshahrolhazrien91% (34)
- @@@@API Technical Data Book Tanques Bombas y Tuberías PDFDocument78 pages@@@@API Technical Data Book Tanques Bombas y Tuberías PDFjorge pajonNo ratings yet
- Ebook Introduction Gala4.1Document24 pagesEbook Introduction Gala4.1Lê Ngọc-HàNo ratings yet
- Wellhead Desander BrochureDocument2 pagesWellhead Desander Brochurecepong89100% (1)
- KU-TWK-10-ME-DTS-0304 Rev 2 Data Sheet For Common Electrostatic Coalescer Package PDFDocument7 pagesKU-TWK-10-ME-DTS-0304 Rev 2 Data Sheet For Common Electrostatic Coalescer Package PDFRexx Mexx100% (1)
- Validated SheetDocument12 pagesValidated SheetrohitkushNo ratings yet
- Vane Separator (Brochure PEERLESSMFG)Document6 pagesVane Separator (Brochure PEERLESSMFG)Julio OrtegaNo ratings yet
- Guidance On Eng. MTD Separator DSGNDocument55 pagesGuidance On Eng. MTD Separator DSGNLeonard AlvinNo ratings yet
- Din HandbooksDocument9 pagesDin HandbooksTalha DikenNo ratings yet
- 8572570Document32 pages8572570ShakerMahmoodNo ratings yet
- SAS Engineering Process PackagesDocument54 pagesSAS Engineering Process PackagesDewa Yuniardi FullNo ratings yet
- Characterization of Portland Cement Concrete of Portland Cement Concrete CoefficientDocument115 pagesCharacterization of Portland Cement Concrete of Portland Cement Concrete CoefficientJaphet Charles Japhet Munnah100% (1)
- CPI SeparatorDocument3 pagesCPI SeparatorRajdeepsinhNo ratings yet
- E OilGas Upstream Wellhead Desander Cyclones enDocument2 pagesE OilGas Upstream Wellhead Desander Cyclones enyamen-691904No ratings yet
- SPE-171415-MS Increasing Sales Gas Output From Glycol Dehydration PlantsDocument7 pagesSPE-171415-MS Increasing Sales Gas Output From Glycol Dehydration Plantsnguyenphuoc258No ratings yet
- MP60P70Document28 pagesMP60P70903352No ratings yet
- Calculos DemisterDocument2 pagesCalculos DemistermoviedohNo ratings yet
- Idbc-Ts-Przzz-C00004 Rev 2 Chemical System StudyDocument45 pagesIdbc-Ts-Przzz-C00004 Rev 2 Chemical System StudyTifano Khristiyanto100% (2)
- Savvy Separator: The Ghosts of Separators Past, Present, and FutureDocument7 pagesSavvy Separator: The Ghosts of Separators Past, Present, and FutureDeepblue09100% (1)
- SeparatorsDocument140 pagesSeparatorsmatteo2009No ratings yet
- Structural Tanks and ComponentsDocument19 pagesStructural Tanks and ComponentsRodolfo Olate G.100% (1)
- Gas Liquid Separators Bothamley JM CampbellDocument9 pagesGas Liquid Separators Bothamley JM CampbellLTORRESMNo ratings yet
- Designing Shotcrete As Primary Support in TunnelsDocument6 pagesDesigning Shotcrete As Primary Support in TunnelsAnonymous VkzquW39No ratings yet
- SWS GPSA Engineering Data Book 12th EdDocument3 pagesSWS GPSA Engineering Data Book 12th Edfaisalmurad67% (3)
- Forced Evaporation Ponds DesignDocument10 pagesForced Evaporation Ponds Designfotikos100% (1)
- Separation Design and Operation Tools For Transfering Best PracticesDocument7 pagesSeparation Design and Operation Tools For Transfering Best PracticesGabriela UrdanetaNo ratings yet
- Static MixerDocument8 pagesStatic MixerEric ToroNo ratings yet
- Test Separator WT 16Document4 pagesTest Separator WT 16jairaso2950No ratings yet
- AspenHYSYSV7 Hydrate Formation Utility PDFDocument16 pagesAspenHYSYSV7 Hydrate Formation Utility PDFAndrés Daniel GotopoNo ratings yet
- ITTC - Recommended Procedures and Guidelines: Practical Guidelines For Ship Self-Pro-pulsion CFDDocument10 pagesITTC - Recommended Procedures and Guidelines: Practical Guidelines For Ship Self-Pro-pulsion CFDcataiceNo ratings yet
- VGS Vane Separators Are Recommended ForDocument1 pageVGS Vane Separators Are Recommended ForSanthu PeelaNo ratings yet
- Test Separator Trailer Prices 2013Document3 pagesTest Separator Trailer Prices 2013hermit44535No ratings yet
- Gas Flowmeter SizingDocument1 pageGas Flowmeter SizingtungluongNo ratings yet
- Appendix A - DATASHEET - BilectricDocument11 pagesAppendix A - DATASHEET - BilectricChakravarthy BharathNo ratings yet
- H07127 ThreePhaseHorzSepDocument2 pagesH07127 ThreePhaseHorzSepGuillermo Manuel SchödlNo ratings yet
- Cameron PureMEG BrochureDocument8 pagesCameron PureMEG Brochureopenid_ZrfbXb06No ratings yet
- 3-Phase SeparatorDocument6 pages3-Phase SeparatorToniNo ratings yet
- Separator Design: Rev Description Date Prepared by Client ApprovalDocument18 pagesSeparator Design: Rev Description Date Prepared by Client ApprovalUsɱâñ Måâñ100% (1)
- Acrobat Document2 PDFDocument15 pagesAcrobat Document2 PDFKhepa BabaNo ratings yet
- Ensuring LNG Liquefaction Facilities Sys PDFDocument12 pagesEnsuring LNG Liquefaction Facilities Sys PDFdhurjatibhuteshNo ratings yet
- 332 Cyclone SeparatorsDocument2 pages332 Cyclone SeparatorsJoshi DhvanitNo ratings yet
- Quick Opening ClosuresDocument4 pagesQuick Opening ClosuresJuan CarvajalNo ratings yet
- Desalter Package 1.2 User ManualDocument10 pagesDesalter Package 1.2 User ManualPervaiz RizviNo ratings yet
- Rigorous Method For Fire CaseDocument4 pagesRigorous Method For Fire CaseFlorin Daniel AnghelNo ratings yet
- DeepFlex Overview March-2014Document32 pagesDeepFlex Overview March-2014bzkxt100% (1)
- M24 Phisical Properties GPSADocument42 pagesM24 Phisical Properties GPSAPawan ChaturvediNo ratings yet
- Water Handling and TreatmentDocument18 pagesWater Handling and Treatmentxion_mew2No ratings yet
- Sand Handling For Heavy OilDocument27 pagesSand Handling For Heavy OilJose MarquezNo ratings yet
- Norsok Standard Process SystemsDocument131 pagesNorsok Standard Process SystemsJohnNo ratings yet
- RHDHV Nereda EN PDFDocument8 pagesRHDHV Nereda EN PDFdmnNo ratings yet
- Pumps, Cyclones and Valves For The: Krebs®Document16 pagesPumps, Cyclones and Valves For The: Krebs®neshaNo ratings yet
- Archivo Adjunto 1 - Krebs CyclowashDocument2 pagesArchivo Adjunto 1 - Krebs Cyclowashalexander beltranNo ratings yet
- KREBS Cyclone CycloStack and CycloWashDocument8 pagesKREBS Cyclone CycloStack and CycloWashLuis LabradorNo ratings yet
- KIRK KSME Axial Cyclone Swirl Mist Eliminators PDFDocument4 pagesKIRK KSME Axial Cyclone Swirl Mist Eliminators PDFสิทธิไชย อรุณวํฒนชัยNo ratings yet
- gMAX® Hydrocyclones: Krebs®Document8 pagesgMAX® Hydrocyclones: Krebs®neshaNo ratings yet
- Mud-Concrete Slab System For Sustainable ConstructionDocument11 pagesMud-Concrete Slab System For Sustainable ConstructionrohanthaNo ratings yet
- Tyton Pipe OverviewDocument20 pagesTyton Pipe OverviewAkshat JainNo ratings yet
- Analisis Pengaruh Perubahan Lahan Terhadap Fungsi Hidrologis Sub Das CilamayaDocument20 pagesAnalisis Pengaruh Perubahan Lahan Terhadap Fungsi Hidrologis Sub Das CilamayaReyza ApriandiNo ratings yet
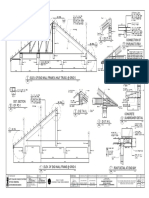
- Detail 6 Connection of Purlins To Rb-1 9Document1 pageDetail 6 Connection of Purlins To Rb-1 9Fritz NatividadNo ratings yet
- Edl Format Mainline Viaduct (SB) 91 100Document60 pagesEdl Format Mainline Viaduct (SB) 91 100Bee-thumb FairusNo ratings yet
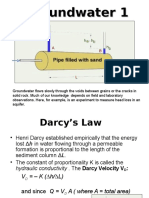
- Lecture 19w Groundwater 1 Darcy PowerpointDocument19 pagesLecture 19w Groundwater 1 Darcy PowerpointAmir ShahzadNo ratings yet
- 5.3 Inviscid Instability Mechanism of Parallel Ows: 5.3.1 Rayleigh's EquationDocument5 pages5.3 Inviscid Instability Mechanism of Parallel Ows: 5.3.1 Rayleigh's EquationRatovoarisoaNo ratings yet
- Aztecclassicandgold SalesDocument8 pagesAztecclassicandgold SalesEmilian Angelov AngelovNo ratings yet
- Suki Kinari Hydropower Project Feasibility Study Report Traffic DesignDocument8 pagesSuki Kinari Hydropower Project Feasibility Study Report Traffic DesignArshad MahmoodNo ratings yet
- Lusail Palaces Design and Build Project Shop Drawings TrasmittalsDocument7 pagesLusail Palaces Design and Build Project Shop Drawings TrasmittalsMohamedHanyNo ratings yet
- C17 Raapdx CDocument12 pagesC17 Raapdx ClavyNo ratings yet
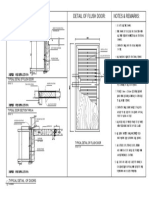
- Typical Detail of DoorDocument1 pageTypical Detail of DoorGlyza Tercero SerraNo ratings yet
- ACSON Rooftop Application ManualDocument195 pagesACSON Rooftop Application ManualJay KumarNo ratings yet
- Materials PropertiesDocument4 pagesMaterials PropertiesSultan RomiNo ratings yet
- Structural System To Resist Seismic Loads On HighDocument7 pagesStructural System To Resist Seismic Loads On HighEly Jane DimaculanganNo ratings yet
- Lecture-8 Fluming & CROSS-DRAINAGE WORKSDocument32 pagesLecture-8 Fluming & CROSS-DRAINAGE WORKSqasimhassanietNo ratings yet
- Direct 2nd Order Analysis R Liew 2013 PDFDocument42 pagesDirect 2nd Order Analysis R Liew 2013 PDFjohnkoh99No ratings yet
- Mobilization & Demobilization: Quantity Unit Description Material CostDocument21 pagesMobilization & Demobilization: Quantity Unit Description Material CostDERICK CANUELNo ratings yet