Professional Documents
Culture Documents
MISGuidelines PalmOilIndustry
Uploaded by
Jan VelascoOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
MISGuidelines PalmOilIndustry
Uploaded by
Jan VelascoCopyright:
Available Formats
CONTENTS
1 PALM OIL INDUSTRY IN THAILAND 1-1
1.1 BACKGROUND INFORMATION 1-1
1.2 MANAGEMENT OF ENVIRONMENTAL IMPACTS FROM PALM OIL INDUSTRY 1-5
1.3 BUSINESS PERSPECTIVES IN PALM OIL INDUSTRY IN THAILAND 1-8
2 PALM OIL PRODUCTION PROCESS & MATERIAL FLOWS 2-1
2.1 PALM OIL PRODUCTION PROCESS 2-1
2.2 MATERIAL FLOW 2-6
3 MIS INTRODUCTION 3-1
3.1 BACKGROUND 3-1
3.2 OBJECTIVES OF MIS APPLICATION 3-1
3.3 BENEFITS OF MIS APPLICATION 3-2
3.4 MIS PRINCIPLES 3-2
4 APPLYING MIS PROCESS TO PALM OIL INDUSTRY 4-1
4.1 PRODUCTION PROCESS MODEL 4-1
4.2 DATA COLLECTION AND CONSOLIDATION 4-4
4.3 DATA PROCESSING 4-21
4.4 INFORMATION REPORTING & ANALYSIS 4-29
LIST OF TABLES
Table 1.1a Oil Palm Plantation in Thailand 1-2
Table 1.1b List of Palm Oil Factories and Milling Capacity 1-2
Table 1.2a Examples of Eco-Efficiency improvement 1-6
Table 3.4a Suggested Tools for MIS Implementation with their Pros and Cons 3-14
Table 4.2a Proposed Data Collection Scheme for Primary Production Process
Section (Section#1) 4-7
Table 4.2b Proposed Data Collection Scheme for Oil Room Section (Section#2) 4-10
Table 4.2c Proposed Data Collection Scheme for Dry Process Section (Section#3) 4-13
Table 4.2d Proposed Data Collection Scheme for Wastewater Treatment and
Biogas System Section (Section#4) 4-16
Table 4.2e Proposed Data Collection Scheme for Utility Section (Section#5) 4-19
Table 4.2f Proposed Data Collection Scheme for Internal Control Values 4-20
Table 4.3a Management Information derived from Data Processing 4-22
Table 4.4a Summary of Management Information 4-34
LIST OF FIGURES
Figure 1.1a Distribution of Thailands Vegetable Oil Production 1-1
Figure 2.1a Standard Palm Oil Mill Process 2-1
Figure 2.2a Material Flow of Palm Oil 2-7
Figure 2.2b Material Flow of Water 2-8
Figure 2.2c Material Flow of Energy 2-9
Figure 3.4a General MIS Information Flow Diagram 3-8
Figure 3.4b Examples of Tools Used for MIS Process 3-13
Figure 4.1a Production Process Model for Palm Oil Industry 4-3
Figure 4.2a Locations of Data Collection in Primary Production Process (Section#1) 4-6
Figure 4.2b Locations of Data Collection in Oil Room (Section#2) 4-9
Figure 4.2c Locations of Data Collection in Dry Process (Section#3) 4-12
Figure 4.2d Locations of Data Collection in Wastewater Treatment and
Biogas System (Section#4) 4-15
Figure 4.2e Locations of Data Collection in Utility (Section#5) 4-18
LIST OF ABBREVIATIONS
AFTA Asean Free Trade Area
BOD Biological Oxygen Demand
COD Chemical Oxygen Demand
CPO Crude Palm Oil
DG Diesel Generator
DIW Department of Industrial Works
EFB Empty Fruit Bunch
ERP Enterprise Resource Planning
FFA Free Fatty Acids
FFB Fresh Fruit Bunch
GTZ German Society for Technical Cooperation
GUI Graphical User Interface
ICT Information & Communication Technology
IPPCS Integrated Pollution Prevention and Control Strategy
IT Information Technology
KPI Key Performance Indicators
LAN Local Area Network
MIS Management Information Systems
MRP Manufacturing Resource Planning
MS Access Microsoft Access
MS Excel Microsoft Excel
NOx Oxide of Nitrogen
PEA Provincial Electricity Authority
PC Personal Computer
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
INTRODUCTION
The Department of Industrial Works (DIW) is implementing a project on
Management Information Systems (MIS) for Industrial Pollution Prevention
and Control Project, supported by German Society for Technical Cooperation
(GTZ). Main objectives of the MIS Project are to establish environmental
information database at the DIW, to introduce an MIS for improving eco-
efficiency of selected industries, to make consultancy services available to
industries locally, and to establish public information centre on industrial
pollution.
As part of this MIS Project, ERM-Siam has been commissioned to undertake
a study on Elaboration of User Requirements and Capacity Assessment of
Palm Oil and Native Starch Industries. The study results provide necessary
inputs for the design and development of MIS for enhancing competitiveness
and eco-efficiency for these two industries. One element of the study tasks is
to establish MIS guideline for improving eco-efficiency and competitiveness
for palm oil and native starch industries.
Scope of this guideline addresses the application of MIS for eco-efficiency
improvement for palm oil industry. The principal objectives of this
guideline are:
To allow management representatives of palm oil factories to realise
the importance, principles and benefits of using MIS for improving
eco-efficiency and enhancing business competitiveness;
To encourage palm oil factories for collecting and analysing eco-efficiency
data, and making use of information to aid decision-making of the
management; and
To provide introductory guidance for applying MIS for improving
eco-efficiency in palm oil industry.
Contents of this MIS guideline comprise background information on palm oil
industry in Thailand, standard production process and material flows, MIS
introduction, MIS principles and MIS application for palm oil industry.
Aim of the guideline is to support the development and implementation of
a meaningful MIS for improving environmental performance and eco-
efficiency in palm oil industry.
For further information, please feel free to contact the Bureau of Water
Technology and Industrial Pollution Management of the Department of
Industrial Works, Ministry of Industry.
Chapter 1
Palm Oil Industry
in Thailand
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
1-1
1 PALM OIL INDUSTRY IN THAILAND
1.1 BACKGROUND INFORMATION
Palm oil production is one of the important agro-industries in Thailand with
major contribution to the countrys development during the past 20 years.
Palm oil is an agro industrial product, which has been listed for free trade by
Asean Free Trade Area (AFTA). However, Thailand had to request for
suspension of free trade in palm oil for a period of time, to give the palm oil
mill industry a chance to become more competitive, particularly with its
neighbouring countries Malaysia and Indonesia. Oil Palm tree varieties,
plantation management, extraction and refinery technology as well as down-
stream utilisation has to be developed and improved further to be competitive
with other palm oil producers in South East Asia.
The palm oil industry has a high potential for biomass energy utilisation and
therefore is one of the industrial sectors, which can contribute substantially to
the supply of alternative sources of energy. To be more competitive and to
ensure supply of alternative sources of energy the palm oil mills therefore
have to introduce suitable measures for eco-efficiency improvement including
improved energy/environmental management.
Total area for Oil palm plantation in Thailand is currently (2005) about 1.93
million Rai, allowing the production of about 4 million tones of Crude-Palm-
Oil (CPO) in 2005, which is an 8% increase compared with the CPO
production in 2003.
The share of palm oil in Thailands vegetable oil industry is about 58%,
indicating the importance of palm oil for the countrys supply of edible oil.
Details of vegetable oil production distribution are shown in Figure 1.1a.
Figure 1.1a Distribution of Thailands Vegetable Oil Production
Thailand Vegetable Oil Production 2003
822,397 Million Tons Refined Oil
Palm 58%
Soybean 21%
Palm Kernel 11%
Coconut 4%
Sunflower 3%
Rice Bran 3%
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
1-2
The majority (98%) of oil palm plantation and palm oil mill industry in
Thailand is located in the South of Thailand, only one palm oil mills is located
in the Central Region i.e. Chonburi province. The provinces with large
plantation areas are Krabi, Surat Thani, Chumporn, Satun and Trang.
Details of oil palm plantation during 2002 2004 are provided in Table 1.1.a.
Table 1.1a Oil Palm Plantation in Thailand
Plantation Area (Rai
*
) Province
2002 2003 2004
Krabi 563.908 575,148 595,517
Surat Thani 460,567 502,966 545,365
Chumporn 317,648 352,853 374,921
Satun 73,508 74,524 77,752
Trang 55,828 63,410 73,535
Prachuab Khiri Khan 40,545 50,165 52,055
Chonburi 35,866 50,987 59,523
Pang Nga 31,241 39,031 48,068
Nakorn Si Thammarat 24,593 26,464 29,825
Songkla 13,389 14,529 14,529
Ranong 13,002 19,133 25,264
Rayong 6,106 7,597 9,088
Trad 3,600 10,146 10,971
Naradhiwas 1,671 7,171 11,556
Others 2,389 5,269 7,123
Total 1,643,861 1,799,393 1,935,092
Source: Agricultural Economic Office, Ministry of Agriculture (2005)
* 1 Rai = 1,600 Square metres
Currently there are a total of 38 palm oil factories using standard wet process
located in eight (8) provinces of Thailand. Total milling capacity is 1,610 ton-
FFB per hour. A list of the palm oil factories is provided in Table 1.1b below.
Table 1.1b List of Palm Oil Factories and Milling Capacity
Name of Palm Oil Mill Milling Capacity
(ton- FFB/hr)
Krabi Province
1. Thai Oil Palm Industry & Estate Co., Ltd (Univanich 1) 60
2. Siam Palm Oil & Refinery Industry Co., Ltd. (Univanich 2) 30
3. United Palm Oil Industry PCL 60
4. Asian Palm Oil Co., Ltd. 45
5. Srijaroen Palm Oil Co., Ltd 45
6. Siam Modern Palm Co., Ltd. 45
7. Nam Hong 45
8. Andaman Palm Oil Co., Ltd. 15
9. The Krabi Oil Palm Farmers Cooperative Federation Limited 45
10. Palmorich Co., Ltd. 15
11. Univanich Palm Oil PCL (Lamtap: Univanich 3) 45
12. Wong Bandit 10
Sub-total 460
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
1-3
Name of Palm Oil Mill Milling Capacity
(ton- FFB/hr)
Chumporn Province
1. Chumporn Palm Oil Industry Public Co., Ltd. 60
2. Vichitbhan Palm Oil Co., Ltd. 60
3. Swee Palm 45
4. Thung Thong 45
5. Lang Suan Cooperative (LSC) 15
6. Taweesilp Palm Oil Co., Ltd. 45
Sub-total 270
Surat Thani Province
1. The Southern Palm I (TSP I) 45
2. The Southern Palm II 60
3. Unipalm Co., Ltd. 60
4. Thai Talow & Oil I 45
5. Thai Talow & Oil II 90
6. Green Glory 45
7. Thachana Palm Oil 30
8. The Natural Palm 60
9. Jiras Palm 45
10. SPO Agro-industry 60
11.Kanjanadit 15
12. Ta Chang Palm 60
Sub-total 615
Ranong Province
1. Jaroen Palm Rachagroot 10
Sub-total 10
Trang Province
1. Trang Palm Oil Co., Ltd. 45
2. Lam Soon (Thailand) PCL 45
3. Otaco 45
Sub-total 135
Satun Province
1. Thai Palm Development Co., Ltd. 30
2. Satun Industries Co., Ltd. 15
Sub-total 45
Chonburi Province
1. Suksomboon Palm Oil Co., Ltd. 30
Sub-total 30
Prachuab Khiri Khan Province
1. AST Palm 45
Sub-total 45
Total 1,610
Source: Department of Alternative Energy Development and Efficiency (DEDE) & GTZ (2004)
Surat Thani province has a total of 12 palm oil mills, which is the highest number
of factories in a single province. Total production capacity of the mills in Surat
Thani province is 615 FFB per hour, followed by Krabi, Chumporn and Trang.
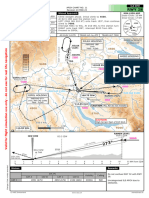
Locations of palm oil factories are close to the oil palm plantations, as shown in
Figure 1.1b.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
1-4
Figure 1.1b Palm Oil Factory Distribution
More than 10 factories
6 - 10 Factories
1 5 Factories
Chonburi
Songkla
Naradhiwas
Ranong
Surat Thani
Nakhon Si Thammarat
Pang Nga
Phuket
Krabi
Trang
Pattalung
Satun
Pattanee
Yala
Chumporn
Prachuab Khiri Khan
Numbers of Factories in each Province
Source: Department of Alternative Energy Development and Efficiency (DEDE) & GTZ (2004)
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
1-5
1.2 MANAGEMENT OF ENVIRONMENTAL IMPACTS FROM PALM OIL
INDUSTRY
Palm oil production is characterised by the generation of substantial amount
of by-products accounting to more than 60% of the total production capacity
in terms of raw material input. Associated environmental impacts occur due
to the oil extraction process by steaming palm fruit, separating kernel and
extracting oil from the fruit (pericarp). A significant amount of water is used
in the production process, resulting in wastewater with high organic load
(BOD 30,000 mg/l, COD 90,000 mg/l and SS 34,000 mg/l).
The generated by-products are empty fruit bunch (EFB), fibre, shell, and
decanter sludge. In addition palm kernel are generated and subsequently used
for kernel oil production.
Good environmental management is necessary to ensure sustainability of the
palm oil producing industry. To achieve reduced environmental impacts
from palm oil processing, the environmental management practice has to be
integrated into the production process management system and include
efficient use of natural resources.
1.2.1 Considerations for Improvements in the Production Process
To avoid excessive generation of free fatty acids from enzymatic activities,
which would deteriorate the palm oil quality, the harvested Fresh Fruit
Bunches (FFB) have to be processed within 72 hours.
Losses in the production process can be avoided by, for example controlling
steam pressure and time during sterilisation to save energy, monitoring empty
fruit bunches to collect remaining palm fruits for re-sterilisation, controlling
the pressure during screw pressing to get maximum oil from fibre, etc.
Using inefficient types of equipment, insufficient machinery and plan
maintenance (including leakages/spillages) are major sources of oil loss in the
palm oil mills. This can be improved by the introduction of preventive
maintenance schemes ensuring that all equipment/machinery is in good
condition at all times.
Some examples of achieving improved eco-efficiency are shown in Table 1.za.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
1-6
Table 1.2a Examples of Eco-Efficiency improvement
Processing
Step
Detail Step Prevention and Control Results
Raw
Material
Handling
- Raw material should be
processed within 72 hrs
Easy to extract and
provide better quality
oil
Sterilisation - Steam pressure and time
should be controlled
Saving energy and time
Steriliser condensate
should not be mixed with
wastewater from oil room
Easy to separate oil
since it contains low
concentration of
suspended solids
Bunch
Stripping
- Fruit bunches containing
palm fruits should be
collected and re-sterilised
Increasing oil yield
Oil
Extraction
Screw
pressing
Pressure should be
controlled to get
maximum oil out of the
fibre and minimise the
cracking of palm seed
Minimising oil loss
with fibre
Filtration Vibrating screen should be
in good condition
Separating small fibre;
Reducing the solid load
in crude oil; and
Reducing water
consumption
Oil
Separation
Settling tank
Retention time of oil in
settling tank has to be
controlled to avoid FFA
increase
Oil quality improved
Desanding
Wash wastewater should
be examined; and
Desander should be
washed as scheduled
Reducing oil loss
Decanter-
centrifuging
Decanter should be used;
and
Decanter should be
checked and washed as
scheduled
Reducing oil loss;
Reducing water
consumption; and
Reducing solids in
wastewater
Final Oil
Trapping
Steriliser
condensate
Condensate should be
separated from other
wastewater
Easy to separate oil
Wastewater
from decanter
(or separator)
One more separator
should be added into the
system
Reducing oil loss
Washing and
cleaning
water
Water should be
minimised: and
Detergent usage should be
minimised
Reducing water
consumption; and
Reducing
emulsification
Cooling water
from boiler
and
evaporator
oil collection
Water should be collected
for washing and cleaning
with routine collection; or
automatic skimmer should
be used for routine
control; and equipment
should be checked,
maintained and repaired
as soon as possible
Recover good quality
oil back to the process;
Reducing equipment
damage; and
Reducing oil loss
through leakage and
accident
Source: Environmental Management Guideline for Palm Oil Industry (1997)
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
1-7
1.2.2 Utilisation of Palm Oil Mill By-products and Residues
Solid residues from palm oil mill include empty fruit bunch (EFB), fibre, shell
and decanter cake. Liquid residue is palm oil mill effluent. Utilisation of
these residues could reduce factorys waste disposal costs and reduce impacts
to the receiving environment simultaneously.
EFB can be used as organic fertiliser and soil conditioner as it maintains
humidity of the soil. It can be sold to local farmers for using as a substrate for
mushroom cultivation. Some mills introduce EFB pressing techniques to achieve
lower moisture content in the EFB, which can subsequently be used as biomass
fuel in suitable boiler systems for steam/electricity production.
Almost all fibre generated by the mills is used internally as fuel in the boiler for
steam and electricity generation. The amount of fibre generated by the palm oil
mills is sufficient to satisfy all steam and electricity requirements for Crude
Palm Oil (CPO) production. If excess fibre is generated, it can also be sold as
biomass fuel to other industries (i.e. cement and power plants).
Since the amount of fibre is generally sufficient as energy source for an individual
the palm oil mill, the majority of shells generated is sold to other industries (i.e.
cement and power plants) as biomass fuel or for the production of activated
carbon.
Decanter cake from the oil separation process is either dumped as solid waste
or sold to farmers to be used as fertilisers or animal feed ingredient.
Wastewater generated from the palm oil mill has a high organic and nutrient
(Nitrogen) content and therefore can be used after suitable treatment for
irrigation in the oil palm plantation. Some mills are using the raw wastewater for
biogas generation, which is subsequently used for electricity production.
Utilisation of raw wastewater for biogas and electricity generation is discussed in
Section 2.1.9.
Details of the integrated environmental management approach in palm oil
mills including the Integrated Pollution Prevention and Control Strategy
(IPPCS) are provided in the Environmental Management Guideline for Palm Oil
Industry Department of Industrial Works, Ministry of Industry (1997).
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
1-8
1.3 BUSINESS PERSPECTIVES IN PALM OIL INDUSTRY IN THAILAND
Information provided by the Thai-German E3Agro Project indicate that the total
installed production capacity of all existing palm oil mills is around 43% higher
than the existing supply of fresh fruit bunch (FFB) from the available oil palm
plantation area. Since the supply of FFB does not meet the demand of palm oil
mills shortages of raw material (FFB) and FFB price increases obstruct
competitiveness and further development of the palm oil industry in Thailand.
As a result, the profit margin of palm oil mills is comparatively small.
Product quality requirements by customers have increased in recent years, which
require the palm oil mills to introduce and apply stringent quality monitoring
systems. In addition, the palm oil mills have to address environmental concerns
by both the customers and the population surrounding the mills by introducing
pro-active environmental management systems. Increased competitiveness is
therefore of major concern to the palm oil mills which is supported by several
governmental agencies for example through the active technical & financial
promotion of biogas system application, the improved utilisation of by products,
and measures for overall eco-efficiency improvement.
1.3.1 Introduction to Biogas System
In recent years, a biogas system has been introduced to palm oil industry as its
application is proven to be economically viable. Process wastewater from the
palm oil production process is used as input to a system to generate biogases
mainly methane. Biogases are fed into gas engine to generate electricity, which
can be sold to the Provincial Electricity Authority (PEA). This is one of the
means that palm oil industry can generate additional revenue apart from crude
palm oil production. The application of biogas system can also reduce the
organic loading of the process wastewater and eventually minimise effect on
water pollution.
1.3.2 Utilisation of By-products as Biomass Fuel
The palm oil industry has a high potential for biomass energy utilisation and
therefore is one of the industrial sectors, which can contribute substantially to the
supply of alternative sources of energy. Unused materials or by-products from
palm oil mills can be used as biomass fuel and sold to other industries, such as
shells, palm fibre and empty fruit bunch (EFB). Maximising the utilisation of
these by-products can contribute in improving business performance and provide
a competitive advantage to the palm oil industry.
1.3.3 Eco-efficiency Improvement
At present, there are a number of drivers, which encourage industries to pay
more attention to eco-efficiency improvement. Such drivers include cost
reduction, responsibility to communities, managing environmental risks and
liability, maintaining market share, profitability, customer demands for
greener product, and regulations. Therefore, improving eco-efficiency by
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
1-9
promoting the creation of products while optimising resource use and
reducing wastes and pollution, can accommodate the business needs together
with enhancing the business competitiveness.
In recent years, palm oil industry in Thailand has started to realise the
importance and benefits gained from eco-efficiency improvement. For
instance, palm oil mills have focused theirs efforts more on the management
of saleable by-products (i.e. shells and fibre), installation of biogas system, and
resource conservation activities.
Chapter 2
Palm Oil Production
Process & Material Flows
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
2-1
2 PALM OIL PRODUCTION PROCESS & MATERIAL
FLOWS
2.1 PALM OIL PRODUCTION PROCESS
The principle of palm oil production process is to extract the oil from palm
fruit using steam and pressing machine. The oil is then purified by the
application of gravity inducing oil separation. A schematic flow diagram of
the standard process of palm oil mills is shown in Figure 2.1a.
Details of process are described in the following sections.
Figure 2.1a Standard Palm Oil Mill Process
Sterilization
Threshing
Digestion
Screw Pressing
Vibrating Screen
Desanding
Decanter-Separator
Settling Tank
Fiber-Nut
Separation
Nut Drying and
Cracking
Underflow
Decanter Cake Wastewater
Purifier
Dryer
Crude Palm Oil
Storage
Sold
Wastewater
Treatment
Plant
Effluent
Biogas
Shell-Kernel
Separation
Kernel Drying
Fibre
Nuts
Shells
Palm
kernels
Fresh Fruit Bunch (FFB)
Condensate
Empty Fruit
Bunch (EFB)
Steam
Generator
Electricity used or sold
to Grid
Steam
Press Cake Oil
Crude Oil
Boiler Steam
Hot Water
Stream
Turbine
Water
Blowdown Sludge Emission
Electricity
Chemical
Biogas
Plant
Pre-treated
wastewater
Diesel
Generator
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
2-2
2.1.1 Arrival and Storage of Fresh Fruit Bunches (FFB)
In order to avoid an excessive production of free fatty acids due to a natural
enzymatic process in the mesocarp, transportation of the fresh fruit bunches
(FFB) from harvesting to sterilising should not exceed 72 hours. In normal
conditions, palm oil of fresh fruits contains about 1% free fatty acids (FFA).
This content tends to increase rapidly with the maturation of the fruits and
thus, could affect the value of the oil.
2.1.2 Sterilisation
FFB are sterilised in order to inactivate the natural enzymatic activity and
loosen the fruit, as well as to soften the mesocarp, resulting in easier
extraction of oil. Sterilisation is carried out in autoclaves of 20 to 30 tons FFB
capacity, with the application of live steam, at temperature of 130
Celsius
and pressure of 3.1 bars, during 90 minutes.
2.1.3 Threshing
The sterilised FFB are sent to rotary drum threshers to separate the sterilised
fruits from the bunch stalks. The generated residues from this process
include empty fruit bunches (EFB) which contain moisture. EFB can be used
as organic fertiliser and soil conditioner as it maintains humidity of the soil.
It can be sold to local farmers for using as a substrate for mushroom cultivation.
Some mills introduce EFB pressing techniques to achieve lower moisture content
in the EFB, which can subsequently be used as biomass fuel in suitable boiler
systems for steam/electricity production.
2.1.4 Digestion
The separated fruits are discharged into vertical steam-jacketed drums
(digesters) and treated mechanically to convert them into a homogeneous oily
mash. Hot water is added to the digester to facilitate homogenisation.
This mash is subsequently put into the oil extraction press (screw press).
2.1.5 Screw Pressing
Screw pressing is a process to extract palm oil from mash. The extracted oil
phase is collected and discharged to the purification section while the solid
parts comprising fibre and nuts are separated by physical means.
This recovery process is further detailed in Section 2.1.8.
2.1.6 Oil Purification (Clarification and Drying)
The process of oil purification is divided into four (4) sub-processes during
which the suspended matter is dissociated from the raw crude oil.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
2-3
Vibrating Screen of Raw Crude Oil
Screening of raw crude oil is carried out in order to separate large size of
solids such as dirt, fibres and fragments of the pericarps from the liquid phase.
Water is added to the raw oil and passed through a vibrating screen (Johnson-
Screen or Sweco-Screen) in order to improve the separation process. After
sieving, the oil still contains small size solids and water. Due to large surfaces
of contact of oil with air, the oil quality can be affected as an oxidation process
can occur.
Separation of Suspended Solids from Oil
The process is carried out to produce raw crude oil with expected composition
of 90%oil and 10% water.
The conventional procedure of separation of oil from water and suspended
solids is the oil separation tank method. Oil is heated either by the
introduction of live steam or with closed steam heating coils which facilitates
gravity separation. Depending on the applied settling tank surface loading
rate and retention time, this procedure has a low-separation efficiency, which
is about 50%. As a result, either the separated oil still contains a high
concentration of suspended solids or the settled residue (settling tank bottom
sludge) contains a high content of oil. In addition, long retention times
combined with high temperature can also reduce oil quality. To improve the
separation process, some mills switch from the settling tank system to a more
efficient oil clarification system using a three-phase centrifuge (decanter).
The separated oil floating on top of the settling tank is then collected by
a funnel system and sent to the oil purification system. The settling tank
underflow is collected in the sludge tank and subsequently treated for
recovery of oil.
Purification
Purification is a final process during which fine suspended solids are
separated and removed from crude oil.
Raw crude oil from the settling tank (top oil) is combined with recovered oil
from the treatment of the settling tank underflow. This results in a total
crude-oil production of about 163 kg per ton of FFB being processed.
Centrifuges carry out this final oil purification step (solids removal).
For improved operation efficiency, these centrifuges are equipped with
an automatic cake discharge and cleaning system. As the suspended solids
content in raw crude oil is low, generated volumes of solid residues are
negligible leading to a lower impact on the environment.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
2-4
Oil Drying and Cooling
Due to high content of water in the purified crude oil, a treatment process
referred as oil drying and cooling is required.
The purified crude oil goes into a vacuum evaporation system. Subsequently,
the dried crude oil is kept in storage tanks and sold to an oil refinery.
This crude oil drying process-step has a lower environmental impact.
2.1.7 Recovery of Oil Separator Tank Underflow (Bottom Sludge)
The recovery process comprises two (2) sub-processes, which are carried out
in order to recover oil and to decrease the organic load of the liquid residue.
The bottom sludge from the oil separation tank is characterised by high oil
content (around 14%), high concentration of organic substances (both in the
dissolved form and suspended solids) and water-soluble substances.
In addition, the water phase contains fine fibres and sand.
Desanding
Desanding is a process to pre-clean the bottom sludge prior to being passed to
the decanter. Desanding is implemented to protect the equipment in the
subsequent process steps (in particular centrifuges) against clogging.
The bottom sludge is pre-cleaned by means of microstrainers/ hydrocyclones.
These desanders are frequently cleaned by discharging the accumulated
solids to the drain, followed by the injection of fresh water. Washwater
consumption for desanding is normally around 5 litres per ton of FFB.
Decanting-Separating
Decanting process recovers the oil contained in bottom sludge from separation
tank. The oil is then returned to oil separation tank.
The output of desanding process is discharged into decanter and separator,
producing recovered oil, decanter cake and wastewater, which is treated at
wastewater treatment plant.
2.1.8 Kernel Recovery Plant
After the solids parts leave the screw press, fibre and nuts are separated by
physical means. The fibre is used as biomass fuel in boiler on-site, whereas
the nuts are sent to the nutcracker or ripple mill section for recovery of palm
kernel, which is another product of palm oil mill besides crude palm oil
(CPO). The shell is separated from the kernel and collected for sale as fuel to
other industries. Only a small portion of shells is used as boiler fuel at
the palm oil mill.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
2-5
2.1.9 Utilities
The main utility system in palm oil mill includes boiler, wastewater treatment
plant and biogas system (which is applicable to some of the palm oil mills).
Boiler
Steam is utilised in various sub-process of palm oil production; for example,
sterilisation and digestion. Raw water is treated in a softener plant for
removal of Ca-hardness and subsequently used as boiler feed water. Fibre is
typically used as boiler fuel. Shell can also be used as boiler fuel in case of
fibre shortage.
Wastewater Management
Generated wastewater from the palm oil mill typically goes to a biological
wastewater treatment process to ensure that effluent quality meets industrial
standard. However, in some palm oil mills, this generated wastewater with
high organic content (BOD 30,000 mg/l, and COD 90,000mg/l) undergoes
anaerobic digestion process as part of the biogas system for generating
electricity. Details are provided in the following section.
Environmental Management Guideline for Palm Oil Industry (1997) has provided
a review of suitable wastewater treatment technologies for palm oil industry,
including primary wastewater treatment, secondary wastewater treatment
and nitrogen removal.
Biogas System
Since palm oil wastewater has high organic load, it is suitable for producing
biogas by using an anaerobic treatment system. In the past, the most popular
wastewater treatment plant was pond treatment system, comprising anaerobic
pond, facultative pond, and polishing pond. Biogas generated from anaerobic
ponds was neither captured nor utilised. As energy price has significantly
increased in recent years, a biogas system has been introduced to palm oil
industry in order to reduce the cost of purchased energy.
Typically 1 m
3
of palm oil wastewater can produce 12-16 m
3
of biogas.
Consequently, biogas generated from the system is used for generating electricity
and selling back to grid. For example, 1 m
3
of biogas generally can generate
around 1-1.2 units of electricity. Moreover, biogas generated from 1 m
3
of treating
palm oil wastewater can generate around 29-39 Baht contributing to additional
revenue to palm oil industry (assuming that 70% peak and 30% off-peak is
applied, and average electricity price is 2.44 baht/unit).
In addition, organic loading of the processed wastewater can be reduced, which
eventually minimises effect on water pollution.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
2-6
2.2 MATERIAL FLOW
Performance of the palm oil production process can be determined by
considering the materials flows of production process. The materials include
inputs to the process (i.e. raw materials and energy) and outputs from the
process (products, wastes and emissions). A concept of material flows is
employed to identify, quantify and improve characteristics of products,
technical processes and eco-efficiency. Through this concept, analysis of
inventory based on balances of material and energy flows, and balance
evaluation are applied.
Assessment of production performance is made possible by material flows.
Thus material flow incorporates itself as a key decisive making factor in
production process. An example of how material flow is inclusive in decision-
making includes decision on response plans or tasks to be employed in order
to improve or solve any particular problems of production process.
In a typical palm oil mill, key materials influencing the eco-efficiency
performance are crude palm oil (CPO), water, and energy. These key
materials can reflect the causes of under-performing production. Material
flows associated with CPO, water and energy are shown in Figure 2.2a - 2.2c.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
2-7
Figure 2.2a Material Flow of Palm Oil
Thru CPO production since entering fresh fruit bunches (FFB) into production
process, losses of CPO occur in various sub-processes. Losses are via empty
fruit bunches (EFB), fibre, wastewater and decanter cake. According to
Environmental Management Guideline for Palm Oil Industry (1997), about 56% of
the oil loss is through solid residues i.e. EFB and fibre, while the other 44 % is
discharged along with the liquid residues (mainly oil-room effluent).
R
e
c
o
v
e
r
e
d
O
i
l
O
i
l
l
o
s
s
i
n
W
a
s
t
e
w
a
t
e
r
O
i
l
l
o
s
s
i
n
D
e
c
a
n
t
e
r
c
a
k
e
C
P
O
t
o
s
e
l
l
O
i
l
i
n
F
F
B
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
2-8
Figure 2.2b Material Flow of Water
Fresh water is converted into steam by boiler operation. Steam is mainly used
for sterilisation, and is used for digestion of fruit bunches. The steam is
partially lost in the exhaust of the sterilisation stage. Vibrating screen and
settling tank in the oil room section also require water to aid the processes.
Process wastewater mainly comes from the oil room section prior to being
treated, and discharged as effluent from the wastewater treatment plant.
H
o
t
w
a
t
e
r
E
f
f
l
u
e
n
t
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
2-9
Figure 2.2c Material Flow of Energy
Remark
Oil room section consumes the highest electricity, compared with the other sections.
All machinery and equipment in all sections of the palm oil production
process consume electricity. Electricity is mainly generated by the steam
turbine to sustain the production process, and in absence of plant operations
electricity is generated from the diesel generator. In some factories with
a biogas system electricity is produced mainly for selling and distributing to
*
W
A
S
T
E
W
A
T
E
R
B
I
O
G
A
S
S
Y
S
T
E
M
D
R
Y
P
R
O
C
E
S
S
O
I
L
R
O
O
M
P
R
I
M
A
R
Y
P
R
O
D
U
C
T
I
O
N
P
R
O
C
E
S
S
U
T
I
L
I
T
Y
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
2-10
the Provincial Electricity Authority (PEA). The oil room section consumes the
highest electricity, compared with the other sections.
To improve eco-efficiency, materials flows need to be established and
employed in order to understand the inputs and outputs of the production
process. The result is the identification of improvement opportunities within
the process. The material balancing flows function as pointer of where
the data should be collected and behave as balancing evaluation of material
inventory. For instance, through material balancing flow, oil loss within
the production process could be identified including where the loss is
occurring.
However, data and information on eco-efficiency in palm oil industry are
not fully made available at present. Actual information on material balance
of water and energy usage is rarely available. As a consequence, most
information regarding eco-efficiency are not fully utilised by management
to aid decision-making.
Theoretically, analysis of material inventory and balance could be
successfully undertaken, when eco-efficiency data have been continuously
collected. Therefore, the development of data collection, verification,
evaluation and information reporting is of particular concern, and is
a starting point for management information process to support decision-
making.
In this Guideline, Management Information System (MIS) is introduced for
improving eco-efficiency in palm oil production. The following sections of
the Guideline will describe MIS concept, principles and how MIS could be
applied to palm oil production.
Chapter 3
Introduction to
MIS Application
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
3-1
3 MIS INTRODUCTION
3.1 BACKGROUND
Management Information System (MIS) is defined as a system or process that
manages the collection, analysis and presentation of information to assist
decision-making and to enhance business competitiveness. MIS is typically
used as a tool by management to assess and monitor business performance
and to help compare or identify possible business alternatives, i.e.
introduction of new activities and process modification in industries.
Basic functions of MIS are to systematically capture data from operations; to
analyse data and transform into meaningful information; and to report and
make use of information such as monitoring performance and improving any
given process or activities.
3.2 OBJECTIVES OF MIS APPLICATION
Since businesses have to face higher competition, Information Technology (IT)
has proven to be a crucial part of business decision making to obtain a leading
edge. Moreover, IT is also applied to other parts of the business such as
marketing, human resources, production process and eco-efficiency.
Specific objectives of MIS application depend on individual organisations
strategy. In this guideline, the main objective of MIS application in palm oil
industry is to improve eco-efficiency and competitiveness.
A number of internal and external drivers encourage organisations to focus on
eco-efficiency practices.
These internal drivers include:
Cost reduction;
Increasing quality of products and services;
Increasing innovations and employee motivation;
Responsibility to community;
Profitability;
Managing environmental risks and liability; and
Maintaining or increasing market share.
External drivers include:
Customer demands for more environmental-friendly products;
Competitive advantage by setting the trend or following market leader;
Shareholders demanding accountability and transparency;
Thai government regulations;
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
3-2
Public pressure for cleaner production; and
Government regulations and directives where products are exported to
overseas such as European Countries;
Market globalisation has influenced companies to greatly improve the quality
and environmental soundness of products and services they provide while at
the same time to produce goods at the lowest possible cost. In such a context,
eco-efficiency improvement by promoting the creation of products while
optimising resource use and reducing wastes and pollution, can answer
the increasing business needs together with enhancing the business
competitiveness.
In this perspective, the introduction of MIS can provide valuable support for
successful decision-making at the management level in palm oil industry.
With such a tool, eco-efficiency improvement can be achieved while at
the same time, competitiveness can be enhanced.
3.3 BENEFITS OF MIS APPLICATION
It is important to understand how MIS technology can support decision-
making and help to improve business competitiveness. However MIS can also
lead to a number of practical benefits for improving eco-efficiency.
These benefits include:
Encouraging palm oil industry to collect, analyse and transform
eco-efficiency data into meaningful information for the management in
a timely and systematic manner supporting order to support their
decision-making;
Allowing the management of palm oil factories to identify gaps for
improvement, to monitoring performance (either for their own internal
benchmarking or industry benchmarking), and also to compare various
alternatives such as process modification and installation;
Increasing palm oil productivity and maximising return on investment;
Cost reduction measures (and increasing revenue) through more efficient
use of materials, resources and energy;
Reducing risks and liabilities with appropriate environmental
management planning and avoiding the use of toxic substances;
Enhancing brand image through efforts on marketing and communication;
and
Improving environmental performance and reducing toxic emissions by
reusing and recycling unused materials.
3.4 MIS PRINCIPLES
Basic requirements for MIS application and implementation are categorised
into three (3) main elements comprising People, Implementation Process,
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
3-3
and Tools (hardware and software). Principles and relationship between
these elements are elaborated in this section.
3.4.1 People
The most important element in MIS is the people involved since all objectives
and benefits will be addressed by understanding personnel who will also
oversee MIS process, information and tools.
An MIS operation comprises of several tasks; therefore, it is necessary to
group such tasks, based on relevance, and assign roles and responsibilities to
fulfil them. By doing so will not only clearly define roles and responsibilities
to perform MIS processes but also assist plant owners to be able to select and
recruit suitable personnel.
It should be noted that the amount of MIS personnel is based on plant owner
consideration. Typical roles and responsibilities in MIS implementation are
described as follows.
Roles, Responsibilities and Qualifications:
In general, there are three (3) levels of roles and responsibilities for personnel
involved in MIS implementation, comprising management role, supervision
role, and operation role.
Management Role
Every successful MIS requires management support and involvement.
Without management, all data collection and analysis for decision making will
not be meaningful. The main role of management is to bind MIS and other
operation together to implement the decision made from MIS reports and/or
decision-making process. Also, management needs to take an active role in
facilitating the followings:
Use and interpret information from MIS reports for decision-making;
Align MIS strategy and policy with business strategy;
Guide MIS supervisors on objectives and benefits of implementing an MIS;
Provide and manage MIS budget and personnel;
Communicate the importance of MIS to all employees including
MIS personnel and all other department personnel; and
Provide support in further development and improvement of MIS in the
future.
Supervision Role
Personnel in charge of MIS supervision can be someone who posses an overall
understanding on how to reach the objectives and realise the benefits, while
manage and supervise MIS operation. Thus MIS supervisor is not necessarily
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
3-4
Information & Communication (ICT) trained or certified personnel. Typically,
the supervision role is undertaken by a plant manager, production manager,
or dedicated MIS supervisor. However, it will be beneficial if MIS supervisor
is comfortable with computer technology.
Supervision roles and responsibilities include:
Oversee all MIS processes, information and tools, are implemented in
a correct and good manner with clear understanding of realising the
objectives and benefits;
Introduce the MIS procedures and its objectives to MIS operation
personnel;
Analyse data and create useful information;
Report information findings and recommendations to management for
decision making; and
Organise maintenance, troubleshoot, and upgrade all MIS hardware and
software (optional).
Operation Role
Operation role can be assigned to any plant staff, who is involved in any
particular process that needs data collection. Typically, the plant personnel
taking the operational role come from different departments such as
production staff and laboratory staff. Understanding that data collection and
MIS procedure implementation are different tasks from regular operation
tasks, selecting personnel for this role requires those who understand and able
to perform MIS tasks with comprehension and care.
At the plant floor, implementing MIS procedures are secondary to operational
tasks unless acquire dedicated MIS personnel. MIS supervisors need to make
sure that MIS operation personnel are trustworthy and honest to their
responsibilities. Otherwise, MIS procedures and data collected will be skewed
and not present actual findings, which will lead to poor analysis, poor
reporting and poor decision making. Above all, it will not assist in realising
the objectives and benefits set out to implement MIS in the first place; hence,
careful selection and monitoring of MIS operation personnel is vital.
Operational roles and responsibilities include:
Implement MIS procedures and tasks at any particular process required;
Collect and enter data into provided system (i.e. software) accurately and
honestly; and
Organise maintenance and troubleshoot, and upgrade all MIS hardware
and software (optional).
It should be noted that dedicated MIS team/personnel is recommended to
supervise, monitor and implement MIS procedures, tasks and tools.
Nevertheless, this would depend on the plant owner insights, budget and
operations.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
3-5
3.4.2 MIS Implementation Process
People, as described in the previous section (Section 3.4.1), will need to adopt
MIS processes and understand the information flow to implement MIS, and
successfully meet its objectives and benefits. A methodology for applying an
MIS needs to be selected for MIS implementation.
Every industry is different and so are their processes, information flow and
methodology. Conversely, the MIS processes could be applied to the palm oil
industry. This section describes typical MIS processes, information flow and
methodologies for applying an MIS.
Typical MIS Processes
Preparation Stage
At this stage, people roles need to be assigned, tools need to be selected and
acquired; processes will need to be set and communicated to relevant
personnel and departments. Training is often required for personnel of
related process. Management shall take on the role in identifying the needs
for MIS implementation, setting the strategy, objectives, and the foundation
and its cooperation between internal departments and management, which in
turn determines the achievement of MIS commencement.
Personnel involved: Management, MIS, and Related Department Heads
Data Collection and Consolidation
Data collection and consolidation is a crucial process as it gathers actual data
from plant level. In most cases, this process is undertaken by existing plant
staff and not specifically dedicated MIS personnel; therefore, training and
reminders are often provided. To ensure the quality of data, a data audit
process shall be conducted from time to time.
After collection, data need to be consolidated and stored such as entering data
into software
1
to be systematically structured for further analysis.
This process is sensitive and is regarded as the most human error process in
MIS. Entering incorrect data, into the system would lead to poor analysis.
To prevent human error, data verification process based on each plants MIS
policy may need to be implemented.
Personnel involved: MIS Supervisor and Assigned Operator
Data Cleansing & Verification or Data Auditing
This process is optional depending on each plants MIS policy. This process
varies from industry to industry but is required for financial application
(1) Software-enabled method
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
3-6
processing such as credit card or loan. For palm oil industry, it varies from
plant to plant whether data collection and consolidation is adequate and
reliable. If not, MIS supervisors will need to allocate additional resources to
verify data collected. Consequently, this process will not be emphasized in
this guideline.
Data Processing
Processing of entered data will create sets of information that will allow
management to support decision-making. Each set of information will then be
compared and analysed to measure each production processes efficiency,
illustrated by key performance indicators (KPI), creating plant and industry
benchmarks. Data processing is generally carried out by software.
This process is viewed as the most vital process in MIS processes since data
processing will provide key information such as how efficient each process is,
how each data collected can help improve efficiencies, and how to initially
adjust each process for better throughput according to data analysis.
Personnel involved: MIS Supervisor and Management
Information Reporting and Analysis
Following analysis, set of information will need to be arranged in a
presentable format for reporting. The purpose is to formalise sets of
information in a simple visual format so that high-level executives or
management can easily review it.
In regards to time constraint on management to review the information, it is
critical to standardise reports so that management has little-to-no learning
curve understanding the information. MIS needs to design this displaying
information process into formatted reports while incorporating minimum
time usage as possible; automate such process will be ideal. Recent researches
indicate that significant MIS time and resources are allocated to report
creation rather than necessary processes.
Since different management require different information based on their
interests; therefore, MIS reports should be designed to provide necessary
information for decision-making in the viewpoint of their interests.
Decision-making
This process is mainly managements responsibility. MIS takes a supportive
role. Undeniably, this process is the pinnacle of MIS processes as it
summarises all MIS effort and allows MIS to make recommendations to
management based on analysed information.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
3-7
Despite the outcome, implementing managements decision is an assigned
departments responsibility which may need MIS support to fulfil such
implementation.
Information Flow
Relationship between MIS process and MIS roles and responsibilities is
summarised and shown by a typical information flow diagram in Figure 3.4a
as follows.
Methodologies
To capture and enter data through analyse and present information, all MIS
processes need to apply a methodology to centralise and store such data while
enable the information flow. Methodologies can be categorised as such:
Manual Method
This is the most labour intensive approach to carry out any process.
It requires involved personnel to utilise basic tools such as paper forms and a
calculator to perform process tasks. Filing of gathered or even analysed
information is at the heart of each method. The manual method requires
paper-based filing (storing) as actual working documents while act as back-up
copies at the same time.
This manual method requires the most resources when compare to the next
two methods but may present the most cost-effective approach due to low
investment in tools and low maintenance. However, this method presents
frequent human errors.
Unavoidably, as information technology becomes more sophisticated and
more economical, businesses grow to rely heavily on them; hence, the need of
continuity plan is becoming more important. It has been proven time and
time again, that when unforeseeable event occurs, technology cannot aid the
continuity of business processes. Although primitive technology-wise, this
method became the standard continuity process for MIS practice.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
3-8
Figure 3.4a General MIS Information Flow Diagram
Data collection
& consolidation
Decision
making
Data calculation
Data
verification
Information
reporting &
analysis
Data storage
MIS Operation
MIS Supervisor
Management
Production Control
Process Modification
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
3-9
Software-enabled Method
This method requires an interaction with software on a personal computer
(PC). A minimum set of a PC is at the base of this method.
As discussed in the section Data Collection and Consolidation, to
systematically structure entered data, the software interface (screen) is
extremely important. This part in software design is called Graphical User
Interface or GUI. GUI is not only formatting fields on a computer screen but it
is a psychological behaviour pattern that is interpreted into a screen layout so
that users can understand how to use it at best.
Decent GUI allows users to engage and interact with data whether entering,
formatting, calculating or so on with a low learning curve. However, good
GUI design also depends on the software functionality. If it serves simple and
straightforward functions such as data entry, it shall be designed to
accommodate the sequence of data to be entered for such industry specific
process.
No matter how well designed-software GUI is, error occurs at the interaction
of human and PC since human performs data input. In addition, data
auditing and process monitoring are viable options to assure better data
quality and lower human errors.
Calculation and analysis including other MIS processes except decision-
making can adopt software usage in two approaches: file-based and
purchase.
File-based is where MIS personnel create or adopt file associated to each MIS
processes and deploy them on role usage basis. For instance, data entry at
sterilisation process may have one PC with a file to enter data for such
particular processes involved. This approach, although widely practice,
presents problems of storage, analysis and reporting since data are scattered
in files on multiple PCs. To solve this problem, MIS can customise
productivity software such as Microsoft Excel and Access to service the
information flow. Such approach is an in-house software design, which
requires time, tools (network, cable wiring, database, server and so forth) and
resources and is not standard but highly customised to that particular
business. Consideration to take this approach depends on MIS know-how
and skill.
A viable and standard alternative is to use purchased software, which is
created by reputable companies who have deep knowledge in industry
processes. Supporting information flow for a palm oil mill may require
software that interconnects from each production process to process. This
particular type of software is called Manufacturing Resource Planning or
MRP. MRP is industry standard software but needs to be customised to fit
each plants production process, financial and accounting, and required
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
3-10
information in other departments. It may be costly, but it is proven to be the
most productive tool to enable efficiency boosting.
Automated Method
A sophisticated approach, which entails investments beyond computer
hardware and software, requires control over each process using hardware
and electronics that are able to capture data, alert on out-of-setting events and
interconnect to a computer network. This method is generally controlled via
a network of electronic controls and computers. Details of this method vary
highly from process to process; therefore, will not be discussed in this
guideline.
3.4.3 Tools
This section introduces MIS tools from paper-based to sophisticated tool, and
their attributes to consider its suitability to adopt.
Paper, Pencil/Pen and Calculator
Paper, pencil/pen and calculator are the most basic tools for any business
operation, and also the fundamental tools for MIS. No matter how
sophisticated MIS implementation can be, these tools would always be
required in business, as they are extremely familiar to any level of business
operation and are mostly adopted. Thus, application of these basic tools in
MIS process is straightforward. The advantage of these tools is that they
require almost no explanation in usage. The manual methodology requires
these sets of tools as mentioned previously for business continuity planning
and support.
For MIS, these tools can be applied specifically to data collection and
calculation processes. Unavoidably, as manual it is, prone to errors it
becomes. Repetition and verification of each process may be required to
guarantee its correctness.
Personal Computer (PC) and Productivity Software
In the late 1970s and early 1980s the personal computer (PC) has made its way
into every business. The reason is because it can support several tasks in one
machine lending a lot of equipment obsolete such as the typewriter.
However, it is the software inside the PC that makes all the difference.
Software are computer programs designed to serve specific tasks. The most
widely adopted next to operating system (programs to make PC function) is
productivity software such as Microsoft Office.
In a package of productivity software combines a word processor,
spreadsheet, presentation, communication, small database version of software
for users to work on.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
3-11
The success of Microsoft Office made the standard productivity tools
synonymous with its brand name such as Microsoft Word, Microsoft Excel,
Microsoft PowerPoint, Microsoft Outlook and Microsoft Access respectively.
These software normally substitute any manual process due to its ease of use,
functionalities, and versatility; hence, it is standard for any business operation
to deploy PCs with productive software as it can serve any business.
File Cabinet and Database
The common purpose of these two is storage of data; the difference is in its
form. A file cabinet files paper-based documents, but database files digital
information in a digitally structured file cabinet.
A database is crucial to store data for data input such as entering data for data
collection and data output such as displaying data consolidation to perform
calculation or even as a report. Database is an electronic centralised place for
data storage. Normally the access of data is from many PCs; therefore, a
database is usually placed in a server on a network of PCs to access.
Before or after storing data electronically, the actual paper is used for writing
down data collection from any production process to print outs of data forms
to perform calculation or reports. All need a physical location to store, which
is the file cabinet.
File cabinets act as a backup location for databases data printouts whether in
forms of raw data, data tables or reports. File cabinets are proven inadequate
to serve data input and output like databases. Hence, in business practice,
both coexist due to dependability. Procedures to guarantee the safety of
business data are also critically required; backup procedures are commonly
adopted.
Server and Local Area Network (LAN)
A server is a regular PC but dedicated as a public PC to allow other PCs to
access information on it such as a database.
A Local Area Network (LAN) comprises of multiple PCs, servers and network
equipment (i.e. hub, router, switch, etc.) to enable communication with other
PCs. The purpose of communication is to exchange information whether
being email, documents, data, and any forms of electronic information.
There are two (2) types of networks, which are wired/cable and wireless.
Wired/Cable Network
Wired/Cable network will use a physical network cable to physically connect
each PC. The advantage of using cable is that data transmission is reliable,
fast and cost-effective.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
3-12
Wireless Network
Wireless Network will use radio emission as media to carry the data over the
air between each PC. The advantage of wireless is the flexibility of location if
within radio emission reach, but it will sacrifice speed. When compare similar
size of networks, wireless networks are more expensive than wired.
MRP and ERP
MRP stands for Manufacturing Resource Planning; similarly ERP stands for
Enterprise Resource Planning. Both are software designed to connect
business processes and facilitate information flow using PCs, servers, and
network.
Each industry has its own specific MRP/ERP as processes are different.
For a given industry, MRP/ERP attempts to consolidate most processes by
using MIS. Currently, the average business that implements MRP/ERP can
bind 20% of the overall operation. This is due to the complexity of each
department and the interconnectivity to facilitate information flow.
Each department has its own sets of processes, which can create a complex
flow of information within the department. Implementing MRP/ERP requires
the management to to emphasize to all departments for cooperation. Over the
past two decades, Key Performance Indicator seems to be the driving force for
department cooperation.
Figure 3.4b illustrates different tools at each MIS process in accordance with
information flow.
A misconception of tools is to select, acquire and utilise the most advanced or
up-to-dated hardware and software when, functionality-wise, a moderate set
of computer hardware and software can perform such tasks adequately.
Adopting overqualified tools always irrationally causes increase in MIS
budget.
It should be noted that tools are to facilitate people to carry MIS processes and
information flow; understanding the methodologies, nonetheless, is more
essential than selecting and acquiring tools. The reason being that with such
understanding, MIS can better select and apply suitable tools that support
process requirements.
Table 3.4a addresses suggested tools for different methodologies (Manual,
Software-enabled and Automated) associated with MIS processes.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
3-13
Figure 3.4b Examples of Tools Used for MIS Process
Data
verification
Data calculation
Decision making
Data storage
Information
reporting & analysis
Production Control
Process Modification
Management
MIS Supervisor
MIS Operation
Data collection & consolidation
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
3-14
Table 3.4a Suggested Tools for MIS Implementation with their Pros and Cons
Methodologies MIS
Process
Manual Software-enabled Automated
Data
Collection
Pen/paper form Pen/paper form Pen/paper form
Data Entry Pen/paper form Excel/Access Packaged
software/MRP
Combination of
hardware and
software to
control
production
process
equipment
Data
Calculation
Form/calculator Excel/Access Packaged
software/MRP
Analytical
software or
business
intelligence
Information
Analysis &
Reporting
Paper report Access/paper report Packaged software/
paper report
Automated
report creation
and distribution
Pros/ Cons Most basic/ low-to-
no investment
Widely adopted/
low investment
Currently best
practice/significant
investment
Highly effective/
high investment
Hard evidence
data/ high error rate
Ease of access to
MIS/Decentralised
data & storage
Ease of use and
access to all roles
with centralised
data storage/
customised on
Accurate data/
sensitive system
Labour intensive Computer literate
personnel required
Training required to
use software
Free up
resources/ rely
on solution
vendor
As shown in Table 3.4a above, a wide range of tools can be adopted
depending on the methodology selected. However, in the real practice, a mix
of methodologies is applied.
Whether noting down data on a piece of paper then enter into a database form
or key-in collected data into a software on the plant floor and printout to store
in a file cabinet, a mixture of tools are often used based on each plants
operation, familiarity and budget. Therefore, a pre-defined set of tools is often
mistaken.
In summary, each methodology (Manual, Software-enabled or Automated)
will evidently require different types of hardware. For example, Software-
enabled, file-based method, requires MIS personnel to design program
productivity software such as Microsoft Excel and Access, to create forms
(in MS Access), to interface with data entry formula sheets (in MS Excel) to
calculate such data and so forth.
Whereas, the automated method requires more complex and sophisticated PC
to communicate and enable the automation of data capturing via other
hardware such as steam gauge censor. This method minimally requires
a local area network (LAN) to facilitate the information flow.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
3-15
In conclusion, plant owners can select a methodology with comprehension
while being empowered with tool knowledge to be able to select suitable
software and hardware accordingly.
Chapter 4
Applying MIS Process to
Palm Oil Industry
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-1
4 APPLYING MIS PROCESS TO PALM OIL INDUSTRY
This section describes how an MIS process is applied to palm oil industry in
order to improve eco-efficiency. A production process model that facilitates
the MIS application for palm oil industry is hereby addressed. Also, the MIS
process for typical palm oil industry starting from data collection and
consolidation, data processing and to information reporting, is described.
4.1 PRODUCTION PROCESS MODEL
In order to facilitate data collection as part of the MIS process for improving
eco-efficiency, a representative Production Process Model for a typical palm
oil mill has to be established. As a consequence, a typical production process
of palm oil mill (shown in Figure 2.1a) can be arranged or sub-divided into
five (5) sections comprising: Primary Production Process; Oil Room; Dry
Process; Wastewater & Biogas; and Utility.
4.1.1 Primary Production Process (Section# 1)
Primary production process involves mainly with the conversion process of
raw material Fresh Fruit Bunch (FFB) into raw crude palm oil. This process
comprises sterilisation, threshing, digestion and screw pressing. Apart from
raw crude palm oil, a certain amount of Empty Fresh Fruit Bunch (EFB) is also
generated from this section (from threshing) which can be further used and
sold as biomass fuel or as media for mushroom cultivation.
4.1.2 Oil Room (Section# 2)
Once raw crude palm oil comes out from screw pressing step, it enters the Oil
Room. The main task of Section 2 is to purify the raw crude palm oil and to
improve physical property of crude palm oil. This section comprises vibrating
screen, oil separation tank, de-sander, decanter-separator, purifier and dryer.
This section also produces a significant volume of wastewater and decanter
cake.
4.1.3 Dry Process (Section# 3)
Dry process has a series of separation and drying activities of the fruit starting
from fibre-nut separation, nut drying and cracking, shell-kernel separation
and kernel drying. Kernel is one of the products from palm oil mills, which is
typically sold for further crude kernel palm oil production. During this
process, by-products are also generated such as fibre and shell. These by-
products can be used and sold as biomass fuels for other industries, such as
cement and power plants.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-2
4.1.4 Wastewater and Biogas System (Section# 4)
This section is mainly a wastewater treatment plant, which manages process
wastewater from palm oil production. Outputs from the treatment plant are
wastewater sludge and treated wastewater or effluent. In addition, some
palm oil mills have equipped the wastewater treatment plant with a biogas
system that generates electricity from the use of biogas generated from the
wastewater treatment process.
4.1.5 Utility (Section# 5)
This section comprises a process of plant steam and electricity generation.
Typical fuel that is used for boiler operation is fibre from the dry process.
Boiler is employed for generating steam to be used within the palm oil mills,
whereas a steam turbine is used for producing electricity for plant internal
use. Stack emissions from boiler are one of the pollution outputs from palm
oil mills.
A representative Production Process Model for MIS application for
improving eco-efficiency in palm oil industry is shown in Figure 4.1a.
IP-GTZ Department of Industrial Works
4-3
Figure 4.1a Production Process Model for Palm Oil Industry
R
e
c
o
v
e
r
e
d
O
i
l
W
A
S
T
E
W
A
T
E
R
B
I
O
G
A
S
S
Y
S
T
E
M
D
R
Y
P
R
O
C
E
S
S
O
I
L
R
O
O
M
P
R
I
M
A
R
Y
P
R
O
D
U
C
T
I
O
N
P
R
O
C
E
S
S
U
T
I
L
I
T
Y
IP-GTZ Department of Industrial Works
4-4
4.2 DATA COLLECTION AND CONSOLIDATION
In order to apply MIS, a set of data will continuously need to be acquired for
further usage. The first step as described in MIS principal process will be
the data collection and entry of each section in MIS production process model
(Figure 4.1a). After collecting data from each section, MIS will need to
consolidate all data into one centralised place whether on paper or in
a computerised format such as an excel file or a database. This is to help
facilitate the information flow for further processes.
As a baseline, users requirements and palm oil mills representatives needs
have been identified. A set of proposed data to be collected has been
established based on their current data collection, analysis and information
usage, and their needs for applying MIS to enhance business competitiveness
and eco-efficiency. Table 4.2a-4.2f illustrate the proposed data collection
scheme for each simplified production process model/ section of palm oil
industry.
The data collection scheme addresses proposed data, measurement unit,
priority of data collection, objectives, collection frequency, responsibility, and
measurement methods. It should be noted that the proposed data set has been
prioritised into Priority 1 and Priority 2 based on the main purpose of
enhancing the palm oil mills to implement a meaningful MIS. Criteria for data
prioritisation are given below:
Priority 1 Data that are directly related to palm oil productivity and the
use of main raw materials as well as the management of value-added
unused materials where economically viable to palm oil mills. In addition,
environmental data required to be reported to the government are also
included (Examples of data include the use of fresh fruit bunch, the use of
water, saleable shell and effluent quality); and
Priority 2 Data that are indirectly related to productivity of the palm oil
mills including pollution outputs from the production process, and also
those data that play a key role in the production process however are
hardly or costly measured at present (Examples of data include disposal of
decanter cake and boiler stack emissions).
Priority 1 data are the minimum data requirements for applying meaningful
MIS for increasing business competitiveness and enhancing eco-efficiency for
a typical palm oil mill. In addition, these data will be further processed into
information or performance indicators to allow the management to use and
make decisions based on the given information. A set of management
information is addressed in Table 4.4a of this Guideline.
Locations of data to be collected are illustrated in Figure 4.2a-4.2e.
The collecting locations addressed in Figure 4.2a-4.2e are indicated by code
consisting of a letter with numbering.
IP-GTZ Department of Industrial Works
4-5
Abbreviations of these numerical codes are provided as follows:
P = Products and By-products (Valuable Unused Materials)
S = Sales
L = Efficiency and Losses
C = Purchases
I = Input Materials
E = Energy and Fuel
W = Waste and Emissions
Whereas, Priority 2 data are optional data requirements that are useful and
help business competitiveness and eco-efficiency however these data are
considered as the second priority for the palm oil mills (with less concern than
Priority 1 data). Thus, these data will not be transformed to the information
or performance indicators in this Guideline (but can be added on according to
the specific needs of individual palm oil mill).
In general, the collected data are first stored in a database and processed in
MIS software, and then key performance indicators (KPIs) are created and
these information are reported to management for decision-making.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-6
Figure 4.2a Locations of Data Collection in Primary Production Process (Section#1)
P
R
I
M
A
R
Y
P
R
O
D
U
C
T
I
O
N
P
R
O
C
E
S
S
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-7
Table 4.2a Proposed Data Collection Scheme for Primary Production Process Section (Section#1)
No Data Unit Priority* Objectives Collection
Frequency
Responsibility Measurement Methods
I1 Amount of Fresh Fruit Bunch
(FFB) being Purchased
Ton 1 To monitor the amount of FFB being
purchased and to be used to calculate daily
average cost of FFB being purchased
Daily Purchasing Weighing, i.e. the use of weigh bridge
I2 Use of FFB Ton 1 To monitor the amount of FFB being used
and to estimate and plan crude oil
production
Daily Production Weighing or estimated number of buckets
entering the sterilisation process
C1 Expense on FFB being Purchased Baht 1 To monitor daily expense of FFB being
purchased and to be used to calculate daily
average cost of FFB being purchased
Daily Purchasing N/A
C2 Unit Cost of Ripe FFB Baht/Ton 1 To monitor unit cost of ripe FFB bought on-
site. This data reflects the quality of FFB
being bought (ideally good quality)
Daily Purchasing N/A
C3 Unit Cost of Unripe FFB Baht/Ton 1 To monitor unit cost of unripe FFB bought
onsite and this data reflects the quality of
FFB being bought (ideally poor quality)
Daily Purchasing N/A
C4 Supplier of FFB N/A 2 To record the source of purchased FFB Daily Purchasing N/A
I3 Amount of Steam Used at
Sterilisation
Ton/Batch 2 To monitor the amount of steam that allows
proper timing and processing of FFB in the
sterilisation process
Per batch
of
sterilisation
Production Standard Flow Meter
L1 Oil Content in Condensate % 2 To trace the oil content contaminated in the
condensate stream from the sterilisation
process
Daily QA Lab Analytical Standard Method
P1 Generation of Empty Fruit Bunch
(EFB)
Ton 1 To monitor the amount of EFB generated.
This data can be further used to track on the
utilisation of EFB as either biomass fuel or
by-product
Monthly Production Weighing/ Scale
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-8
No Data Unit Priority* Objectives Collection
Frequency
Responsibility Measurement Methods
L2 Fruit Loss in EFB % 2 To help evaluate the efficiency of threshing
and monitor the contamination of fruit in
EFB
Daily QA Lab Weighing/ Scale
P2 Amount of EFB being Sold Ton 1 To help evaluate the efficiency of EFB
utilisation and estimate this value-added
by-product
Monthly Purchasing Weighing/ Scale
S1 Unit Market Price of EFB Baht/Ton 1 To help calculate the revenue from selling
EFB to external parties or customers
Monthly Purchasing/
Sale
N/A
E1 Amount of EFB Used as Biomass
Fuel (Internal)
Ton 2 To help evaluate the efficiency of EFB
utilisation internally
Monthly Utility Weighing/ Scale
W1 Amount of EFB being Disposed
Off
Ton 2 To estimate the volume of EFB being
disposed offsite or used by plantation
Monthly Purchasing Weighing/ Scale
Remark
* - Priority of data collection is classified into two levels: 1 as minimum data requirements and 2 as optional data requirements, based on the criteria mentioned earlier.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-9
Figure 4.2b Locations of Data Collection in Oil Room (Section#2)
R
e
c
o
v
e
r
e
d
O
i
l
O
I
L
R
O
O
M
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-10
Table 4.2b Proposed Data Collection Scheme for Oil Room Section (Section#2)
No Data Unit Priority* Objectives Collection
Frequency
Responsibility Measurement Methods
I4 Installed Capacity Ton-FFB 1 To realise the maximum capacity of palm oil
production
Monthly Production Calculation
P10 Production Operating Hour Hour 1 To realise the actual operating hours of
palm oil production
Daily Production N/A
P3 Production of Crude Palm Oil
(CPO)
Ton 1 To monitor the production of CPO.
This data can be used further for the
analysis of oil yield
Daily Production Weighing, i.e. the use of weigh bridge
P9 Production of Crude Kernel Palm
Oil (CKPO)
Ton 2 To monitor the production of CKPO.
This data can be used further for the
analysis of oil yield
Daily Production Weighing, i.e. the use of weigh bridge
S2 Unit Market Price of CPO Baht/Ton 1 To help calculate the revenue from selling
CPO
Daily Purchasing N/A
S9 Amount of Sold CPO Ton 1 To monitor the amount of CPO being sold Daily Accounting Weighing, i.e. the use of weigh bridge
S10 Proceeds from Sold CPO Baht 1 To monitor value of sold CPO. This data is
used for calculating KPI yield and loss
values of CPO (see Table 4.3a)
Daily Accounting N/A
S13 Amount of Sold CKPO Ton 1 To monitor the amount of CKPO being sold Daily Accounting Weighing, i.e. the use of weigh bridge
S14 Proceeds from Sold CKPO Baht 1 To monitor value of sold CKPO. Daily Accounting N/A
I5 Use of Water m
3
1 To monitor the use of water as transport and
separation media in the production process
Daily Production/
Utility
Standard Flow Meter
L3 Oil Content in Decanter Cake % 1 To trace the oil content contaminated in the
decanter cake
Daily QA Lab Analytical Standard Method
L4 Oil Content in Wastewater % 1 To trace the oil content contaminated in the
wastewater from the oil room
Daily QA Lab Analytical Standard Method
W2 Generation of Decanter Cake Ton 1 To identify the amount of decanter cake
generated from the production and help
manage its disposal
Monthly Production Monthly estimation based on representative
weighing of decanter cake
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-11
No Data Unit Priority* Objectives Collection
Frequency
Responsibility Measurement Methods
W3 Amount of Decanter Cake being
Disposed Offsite
Ton 2 To monitor the amount of decanter cake
being disposed offsite
Monthly Production Weighing/ Scale
Remark
* - Priority of data collection is classified into two levels: 1 as minimum data requirements and 2 as optional data requirements, based on the criteria mentioned earlier.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-12
Figure 4.2c Locations of Data Collection in Dry Process (Section#3)
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-13
Table 4.2c Proposed Data Collection Scheme for Dry Process Section (Section#3)
No Data Unit Priority* Objectives Collection
Frequency
Responsibility Measurement Methods
P4 Generation of Kernel Ton 1 To monitor the production of kernel.
This data can be further used for the
analysis of kernel yield
Daily Production Weighing, i.e. the use of weigh bridge
S3 Unit Market Price of Kernel Baht/Ton 1 To help calculate the revenue from selling
kernel
Daily Purchasing/
Sale
N/A
S11 Amount of Sold Kernel Ton 1 To monitor the amount of kernel being sold Daily Accounting Weighing, i.e. the use of weigh bridge
S12 Proceeds from Sold Kernel Baht 1 To monitor value of sold kernel. This data is
used for calculating KPI values of kernel
yield (see Table 4.3a)
Daily Accounting N/A
L5 Oil Content in Fibre % 1 To trace the oil content contaminated in
fibre
Daily QA Lab Analytical Standard Method
P5 Total Generation of Shell Due to
Shell-Kernel Separation
Ton 1 To monitor the amount of shell generated
due to shell-kernel separation and this data
can be further used to track on the
utilisation of shell as biomass fuel or by-
product for selling
Monthly Production Monthly estimation based on
representative weighing of shell
L6 Kernel Content in Shell Due to
Shell-Kernel Separation
% 1 To help evaluate the efficiency of separator
in shell-kernel separation and monitor the
amount of kernel contained in shell using
separator
Daily QA Lab Weighing/ Scale
P6 Amount of Shell being Sold Ton 1 To help evaluate the efficiency of shell
utilisation as by-product for selling
Monthly Purchasing Weighing/ Scale
S4 Unit Market Price of Shell Baht/Ton 1 To help calculate the revenue from selling
shell to external parities or customers
Monthly Purchasing/
Sale
N/A
E2 Amount of Shell Used as Biomass
Fuel (Internal)
Ton 2 To help evaluate the efficiency of shell
utilisation as biomass fuel internally
Monthly Utility Weighing/ Scale
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-14
No Data Unit Priority* Objectives Collection
Frequency
Responsibility Measurement Methods
P7 Generation of Fibre Ton 1 To monitor the amount of fibre generated
within a month and this data can be further
used to track on the utilisation of fibre as
either biomass fuel or by-product
Monthly Production Monthly estimation based on
representative weighing of fibre
P11 Production of Fibre Ton 1 To monitor the amount of fibre produced
daily.
Daily Production Weighing/ Scale
P8 Amount of Fibre being Sold Ton 1 To help evaluate the efficiency of fibre
utilisation and estimate this value-added by-
product
Monthly Purchasing Weighing/ Scale
S5 Unit Market Price of Fibre Baht/Ton 1 To help calculate the revenue from selling
fibre to external parities or customers
Monthly Purchasing/
Sale
N/A
E3 Amount of Fibre Used as
Biomass Fuel (Internal)
Ton 2 To help evaluate the efficiency of fibre
utilisation internally within a month
Monthly Utility Weighing/ Scale or estimation based on the
generation of fibre
I7 Amount of Fibre Used at Boiler Ton 1 To realise the efficiency of fibre utilisation as
biomass fuel at boiler daily. This data is
used for calculating KPI generation of
steam from boiler operation
(see Table 4.3a)
Daily Utility Weighing/ Scale or estimation based on the
daily production of fibre
W4 Amount of Fibre being Disposed
Offsite
Ton 2 To estimate the volume of fibre being
disposed offsite or given to others
Monthly Purchasing Weighing/ Scale
Remark
* - Priority of data collection is classified into two levels 1 as minimum data requirements and 2 as optional data requirements, based on the criteria mentioned earlier.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-15
Figure 4.2d Locations of Data Collection in Wastewater Treatment and Biogas System (Section#4)
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-16
Table 4.2d Proposed Data Collection Scheme for Wastewater Treatment and Biogas System Section (Section#4)
No Data Unit Priority* Objectives Collection
Frequency
Responsibility Measurement Methods
I6 Chemical Usage for Wastewater
Treatment
kg 1 To monitor the use of chemicals for
wastewater treatment
Monthly Utility Weighting/ Scale
E4 Electricity Consumption for
Wastewater Treatment
kWh 1 To monitor the electricity consumption for
wastewater treatment
Daily Utility Electricity Meter
W5 Generation of Wastewater (Prior
to being sent for treatment)
m
3
1 To identify the amount of wastewater
generated and help the management and
treatment of this wastewater influent
Daily Utility Standard Flow Meter or Estimation by
Sampling
W6 Influent Wastewater
Characteristics (BOD) prior to
being passed to the treatment
system
mg/l 1 To provide information on influent quality
(BOD) and help the estimation of
wastewater loading prior to entering the
treatment system, in order to allow the in-
charge operator to properly control and
maintain the treatment efficiency
Weekly QA Lab Analytical Standard Method
W10 Influent Wastewater
Characteristics (COD) prior to
being passed to the treatment
system
mg/l 1 To provide information on influent quality
(COD) and help the estimation of
wastewater loading prior to entering the
treatment system, in order to allow the in-
charge operator to properly control and
maintain the treatment efficiency
Weekly QA Lab Analytical Standard Method
W7 Treated Wastewater
Characteristics (BOD) at the final
pond of the treatment system
mg/l 1 To provide information on compliance
status of treated effluent
Monthly QA Lab Analytical Standard Method
W11 Treated Wastewater
Characteristics (COD) at the final
pond of the treatment system
mg/l 1 To provide information on compliance
status of treated effluent
Monthly QA Lab Analytical Standard Method
W8 Effluent Characteristics (BOD)
from Biogas System
mg/l 1 To provide information on effluent quality
(BOD) from biogas system and can be used
to monitor biogas system efficiency
Weekly QA Lab Analytical Standard Method
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-17
No Data Unit Priority* Objectives Collection
Frequency
Responsibility Measurement Methods
W12 Effluent Characteristics (COD)
from Biogas System
mg/l 1 To provide information on effluent quality
(COD) from biogas system and can be used
to monitor biogas system efficiency
Weekly QA Lab Analytical Standard Method
W9 Generation of Wastewater
Sludge
Ton 2 To help the management and offsite
disposal of wastewater sludge from the
treatment system
Annually QA Lab Weighing/ Scale
E5 Generation of Biogas m
3
1 To monitor the amount of biogas generated
from the system. This data can be used to
indicate the efficiency of methane
production
Daily Utility Gas Flow Meter
E6 Generation of Electricity from
Biogas System
kWh 1 To monitor the amount of electricity
generated from biogas system and this data
can be used to indicate the efficiency of
electricity generation from the biogas
system
Daily Utility Electricity Meter
S6 Unit Price of Electricity Sold
from Biogas System
Baht /
kWh
1 To help calculate the revenue from selling
electricity from biogas system
Daily Utility N/A
E11 Biogas Tank Volume m
3
1 To realise the maximum volume of biogas
tank for receiving wastewater from palm oil
production. This data is used for
calculating KPI organic loading of biogas
system (see Table 4.3a)
Annually Utility N/A
Remark
* - Priority of data collection is classified into two levels: 1 as minimum data requirements and 2 as optional data requirements, based on the criteria mentioned earlier.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-18
Figure 4.2e Locations of Data Collection in Utility (Section#5)
Boiler
Biomass
Fuel
Steam
Steam
Turbine
Water
Blowdown Emission
E8
E7
W13
U
T
I
L
I
T
Y
To Sterilisation Digestion
From Threshing
Electricity used or
sold to Grid
Diesel
Generator
E10
Steam
W14
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-19
Table 4.2e Proposed Data Collection Scheme for Utility Section (Section#5)
No Data Unit Priority* Objectives Collection
Frequency
Responsibility Measurement Methods
E7 Generation of Steam from Boiler
Operation
Ton 1 To help evaluate the efficiency of steam
generation from boiler
Daily Utility Standard Flow Meter or Estimation by Mass
Balance
E8 Generation of Electricity from
Steam Turbine
kWh 1 To monitor the electricity generation and
this data can be used to indicate the
efficiency of electricity generation
Daily Utility Electricity Meter
E9 Consumption of Electricity
Purchased from Provincial
Electricity Authority (PEA)
kWh 1 To monitor the electricity consumption from
the PEA especially when the palm oil mill is
not running and producing its own
electricity
Monthly Utility Electricity Meter
E10 Generation of Electricity from
Diesel Generation
kWh 1 To monitor the electricity generated by the
diesel generator
Monthly Utility Electricity Meter
S7 Expense on the Purchased
Electricity from the PEA
Baht 1 To monitor an operating cost arising from
the purchase of electricity from the PEA
Monthly Purchasing N/A
S16 Average Cost of Purchased
Electricity from PEA
Baht /
kWh
1 To monitor an average operating cost
arising from the purchase of electricity from
the PEA
Monthly Purchasing N/A
S8 Expense on the Purchased Diesel
for Diesel Generator (DG) Set
Baht 1 To monitor an operating cost arising from
the purchase of diesel for DG Set
Monthly Purchasing N/A
S17 Average Cost of Purchased
Diesel for DG Set
Baht/l 1 To monitor an average operating cost
arising from the purchase of diesel for DG
Set
Monthly Purchasing N/A
W13 Boiler Stack Emissions
Characteristics (Particulate)
mg/l 2 To monitor characteristics of stack emissions
and evaluate legal compliance
Every Six
Months
Utility Analytical Standard Method
W14 Boiler Stack Emissions
Characteristics (NOx)
mg/l 2 To monitor characteristics of stack emissions
and evaluate legal compliance
Every Six
Months
Utility Analytical Standard Method
Remark
* - Priority of data collection is classified into two levels: 1 as minimum data requirements and 2 as optional data requirements, based on the criteria mentioned earlier.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-20
Table 4.2f Proposed Data Collection Scheme for Internal Control Values
No Data Unit Priority* Objectives Collection
Frequency
Responsibility Measurement Methods
L7 Efficiency of Decanter-Separator
System
% 1 To benchmark performance of decanter-
separator system and to improve or correct
production performance. This data is also
used as internal control value for
calculating KPI amount and value of oil
loss (see Table 4.3a)
Annually Production
Manager
Production manager responses for setting
this internal control value
L8 Usual Oil Content in Wastewater % 1 To benchmark performance of production
process especially in oil room section and to
improve or correct production performance.
This data is also used as internal control
value for calculating KPI amount and
value of oil loss (see Table 4.3a)
Annually Production
Manager
Production manager responses for setting
this internal control value
L9 Usual Kernel Loss in Separation
Process
% 1 To benchmark performance of separation
process and to improve or correct
production performance. This data is also
used as internal control value for
calculating KPI amount and value of kernel
loss (see Table 4.3a)
Annually Production
Manager
Production manager responses for setting
this internal control value
L10 Usual Oil Content in Fibre % 1 To benchmark performance of palm oil
production process and to improve or
correct production performance. This data
is also used as internal control value for
calculating KPI amount and value of oil
loss (see Table 4.3a)
Annually Production
Manager
Production manager responses for setting
this internal control value
Remark
* - Priority of data collection is classified into two levels: 1 as minimum data requirements.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-21
4.3 DATA PROCESSING
In order to enhance business advantage and eco-efficiency of the palm oil mill,
Priority 1 data listed in the previous section are required to be processed and
transformed into information or key performance indicators using MIS
software that can allow the management of native starch factories to use such
information for their own analysis and making decision.
Table 4.3a illustrates these management information (or key performance
indicators), data calculation formula, and their definitions, whereas Table 4.4a
in the next section suggests on whom the management information are
reported to, and also the reporting frequency.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-22
Table 4.3a Management Information derived from Data Processing
No Key Performance
Indicator
Reference
Timeframe
Calculation Formula Unit Description
Primary Production Process (Section#1)
PPP1 Average Unit Cost of
Acquired FFB
Daily [Expense on FFB Purchased /
Amount of FFB Purchased]
[C1 / I1] Baht/Ton-FFB The total cost of FFB purchased in each buy
depends on the quality of FFB (ripe or unripe).
Average unit cost of acquired FFB represents the
overall quality of FFB being purchased as a whole
in each day.
PPP2 FFB Quality Index Daily [(Average Unit Cost of FFB Unit
Cost of Unripe FFB) / (Unit Cost of
Ripe FFB Unit Cost of Unripe
FFB)] X 100
[(PPP1 C3) / (C2 C3)]
X 100
% FFB quality index represents the utilisation of good
and consistent quality FFB for palm oil production.
The higher the index is, the better quality (also
consistency) of the FFB is purchased for the
production.
PPP3 Generation of EFB Monthly [EFB Generated / FFB Used] X 100 [P1 /
M
I2] X 100 % The ratio of EFB generated per the amount of FFB
used indicates the generation rate of EFB and
efficiency of the threshing process.
PPP4 Share of EFB Sold Monthly [EFB Sold / EFB Generated] X 100 [P2 / P1] X 100 % EFB is typically used for plantation such as
mushroom cultivation. Due to an increase demand
of biomass fuel, this EFB can be sold. Saleable EFB
represents the utilisation of EFB as value-added by-
product.
PPP5 Value of EFB Sold Monthly [EFB Sold X Unit Market Price of
EFB]
[P2 X S1] Baht The amount of money in Baht that is generated
from EFB being sold to external parties or
customers.
Oil Room (Section#2)
OIL1 Crude Palm Oil
(CPO) Yield
Daily [CPO Produced / FFB Used] X 100 [P3 / I2] X 100 % Crude palm oil leaving the oil room indicates the
overall oil yield of the mill and is an important
performance indicator of the palm oil mill.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-23
No Key Performance
Indicator
Reference
Timeframe
Calculation Formula Unit Description
OIL2 Value of CPO Yield Daily [(CPO Produced X Proceeds from
Sold CPO) / (Amount of Sold CPO
X FFB Used)]
[(P3 X S10) / (S9 X I2)] Baht/Ton-FFB The amount of money in Baht that is generated
from produced CPO.
OIL3 Value Added From
FFB to CPO
Daily [Unit Market Price of CPO (CPO
Yield X Average Unit Cost of
Acquired FFB)]
[S2 - (OIL1 X PPP1)] Bath/Ton-FFB This figure indicates the value added from FFB to
CPO. Operating cost is not taken into account for
this figure.
OIL4 Generation of
Decanter Cake
Monthly [Decanter Cake Generated / FFB
Used] X 100
[W2 /
M
I2] X 100 % The ratio of decanter cake generated per the
amount of FFB indicates the generation rate of
decanter cake and efficiency of the decanting
process.
OIL5 Oil Loss in Decanter
Cake
(1)
Daily,
Monthly
[% Oil Content in Decanter Cake - %
Efficiency of Decanter-Separator
System]
[L3 - L7] % Oil loss or gained in decanter cake represents or
reflects the efficiency of the decanter-separator
system.
OIL6 Value of Oil Loss in
Decanter Cake
(1)
Daily,
Monthly
[(% Oil Content in Decanter Cake -
% Efficiency of Decanter-Deparator
System) X Decanter Cake Generated
X (Summation of Proceeds from
Sold CPO / Amount of Sold CPO)]
[(L3 - L7) X W2 X
(S10/S9)]
Baht/Day The value of oil loss/gain in decanter cake is the
amount of money in Baht that is lost or gained
based on the contamination of oil in the decanter
cake.
OIL7 Oil Loss in
Wastewater
(1)
Daily,
Monthly
[% Oil Content in wastewater - %
Usual Oil Content in Wastewater]
[L4 - L8] % Oil loss or gained in wastewater stream indicates
oil room efficiency including the efficiency of
decanter-separator system. This indicator is a
typical and important performance indicator in the
palm oil mill.
OIL8 Value of Oil Loss in
Wastewater
(1)
Daily,
Monthly
[((%Oil Content - % Usual Oil
Content in Wastewater) X
Wastewater Generated X
(Summation of Proceeds from Sold
CPO / Amount of Sold CPO)]
[((L4 - L8) X W5) X
(S10/S9)]
Baht/Day The amount of money in Baht that is lost or gained
based on the contamination of oil in the wastewater
stream.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-24
No Key Performance
Indicator
Reference
Timeframe
Calculation Formula Unit Description
OIL9 Water Consumption Daily,
Monthly
[Water Used / FFB Used] [I5 / I2] m
3
-Water/
Ton-FFB
Since water is an important transport and
separation media in the palm oil production
process, the ratio of water consumed per the
amount of FFB can indicate the utilisation of water
in the production process.
OIL10 Capacity Utilisation Monthly [FFB Used / Installed Capacity] X
100
[
M
I2 / I4] X 100 % This indicator demonstrates the actual production
capacity. The higher percentage of capacity
utilisation is, the more utilisation of installed
machine is.
Dry Process (Section#3)
DRY1 Kernel Yield Daily [Kernel Produced / FFB Used] X
100
[P4 / I2] X 100 % Kernel production rate indicates the overall kernel
yield of the mill and is one of the important
performance indicators of the palm oil mill.
DRY2 Value of Kernel Yield Daily [(Kernel Produced / FFB Used) X
(Summation of Proceeds from Sold
Kernel / Amount of Sold Kernel)]
[(P4 / I2) X (S12 /
S11)]
Baht/Ton-FFB The value of Kernel yield is the amount of money
in Baht that is generated from kernel being
produced.
DRY3 Total Generation of
Shell Due to Shell-
Kernel Separation
Monthly [Shell Generated Due to Shell-
Kernel Separation
/ FFB Used] X
100
[P5 /
M
I2] X 100 % Shell is typically by product of palm oil mill. The
generation of shell indicates overall proportion of
shell generated from FFB being used in production
process. This indicator can be used further to track
on the utilisation of shell as by-product.
DRY4 Total Kernel Loss
(1)
(Shell-Kernel
Separation)
Daily [% Kernel Content - % Usual Kernel
Loss in Separation Process]
[L6 - L9] % Kernel loss or gained in separation or cyclone
indicates the efficiency of shell-kernel separation
process.
DRY5 Value of Total Kernel
Loss
(1)
(Shell-Kernel
Separation)
Daily,
Monthly
[((% Kernel Content - % Usual
Kernel Loss in Separation Process )
X Shell Generated Due to Shell-
Kernel Separation X (Summation of
Proceeds from Sold Kernel /
Amount of Sold Kernel)]
[((L6 - L9) X P5) X (S12
/ S11)]
Baht/Day The amount of money in Baht that is lost or gained
based on the kernel content in shell-kernel
separation process.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-25
No Key Performance
Indicator
Reference
Timeframe
Calculation Formula Unit Description
DRY6 Shell Sold/ FFB Used Monthly [Shell Sold / FFB Used] x 100 [P6 /
M
I2] Ton/Ton-FFB As shell is typically used as biomass fuel in power
and cement plants, this material is considered as
by-product and is generally sold. This index
represents the amount of shell that can be sold
compared to the amount of FFB used.
DRY7 Value of Shell Sold Monthly [(Shell Sold X Unit Market Price of
Shell) / FFB Used]
[(P6 X S4) /
M
I2] Baht/Ton-FFB The amount of money in Baht that is generated
from palm shell being sold to external parties or
customers.
DRY8 Generation of Fibre Monthly [Fibre Generated / FFB Used] X 100 [P7 /
M
I2] X 100 % Fibre is typically by product of palm oil mill. The
generation of fibre indicates overall proportion of
fibre generated from FFB being used in production
process within a month. This indicator can be
further used to track on the utilisation of fibre as
by-product.
DRY9 Oil Loss in Fibre
(1)
Daily,
Monthly
[% Oil Content in Fibre - % Usual
Oil Content in Fibre]
[L5 - L10] % Oil loss or gained in fibre represents or reflects the
efficiency of decanter-separator system.
DRY10 Value of Oil Loss in
Fibre
(1)
Daily,
Monthly
[((% Oil Content - % Usual Oil
Content in Fibre) X Fibre Generated
X (Summation of Proceeds from
Sold CPO / Amount of Sold CPO)]
[(L5 - L10) X P7 X (S10
/ S9)]
Baht/Day The value of oil loss/gain in fibre is the amount of
money in Baht that is lost based on the
contamination of oil in the fibre.
DRY11 Share of Fibre Sold Monthly [Fibre Sold / Generation of Fibre] X
100
[(P8 / P7) X 100] % Excess fibre is typically generated during peak
production periods. Due to an increase demand of
biomass fuel, this excess amount can be sold.
Saleable fibre indicates the utilisation of fibre as
value-added by-product.
DRY12 Value of Fibre Sold Monthly [(Fibre Sold X Unit Market Price of
Fibre) / FFB Used]
[(P8 X S5) /
M
I2] Baht/Ton-FFB The value of fibre sold is the amount of money in
Baht that is generated from fibre being sold to
external parties or customers.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-26
No Key Performance
Indicator
Reference
Timeframe
Calculation Formula Unit Description
Wastewater Treatment and Biogas System (Section#4)
WAS1 Generation of
Wastewater (Influent
to the treatment
system)
Daily,
Monthly
[Wastewater Generated / FFB
Used]
[W5 / I2] m
3
/Ton-FFB Environmental impact from palm oil mills is
mainly from wastewater generated in the
production process and its associated pollution
load. This figure therefore indicates the need for
wastewater treatment and reflects overall water
utilisation efficiency.
WAS2 Wastewater
Treatment Efficiency
(BOD)
Monthly [(Influent Wastewater
Characteristics Treated
Wastewater Characteristics) /
Influent Wastewater
Characteristics] X 100
[(AveW6 W7) /
AveW6] X 100
% This indicator represents the treatment efficiency of
wastewater treatment plant.
WAS3 Wastewater
Treatment Efficiency
(COD)
Monthly [(Influent Wastewater
Characteristics Treated
Wastewater Characteristics) /
Influent Wastewater
Characteristics] X 100
[(AveW10 W11) /
AveW10] X 100
% This indicator represents the treatment efficiency of
wastewater treatment plant.
WAS4 Organic Loading of
Biogas System
Weekly [(Influent Wastewater
Characteristics X Wastewater
Generated) / Biogas Tank Volume]
/ 1,000
[(W6 X W5)
/ E11] / 1,000
kg/ m
3
of
Biogas Tank
Volume / Day
Organic loading of biogas system indicates how
much organic load enters into the system and
represents whether organic loading feeding to the
system is over the design value.
WAS5 COD Removal by
Biogas System
Weekly [(Influent Wastewater
Characteristics - Treated
Wastewater Characteristics from
Biogas System) / Influent
Wastewater Characteristics] X 100
[(AveW10 AveW12) /
AveW10] X 100
% This indicator represents the COD removal
efficiency of the biogas system.
WAS6 Generation of Biogas Daily,
Monthly
[Biogas Generated / Wastewater
Generated]
[E5 / W5] m
3
Biogas / m
3
Wastewater
Biogas generation indicated how much biogas is
generated by wastewater per unit. This value
represents the biogas system efficiency.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-27
No Key Performance
Indicator
Reference
Timeframe
Calculation Formula Unit Description
WAS7 Generation of
Electricity from
Biogas System
Daily,
Monthly
[Electricity Generated from Biogas
System / Biogas Generated]
[E6 / E5] kWh/m
3
-
Biogas
The ratio of the amount of electricity generated
from biogas system per biogas volume indicates
efficiency of electricity generation from the system.
WAS8 Saleable Electricity
from Biogas System
Daily,
Monthly
[Electricity Generated X Unit Price] [E6 X S6] Baht/Day The amount of money in Baht from electricity
generation from the biogas system that is sold.
Utility (Section#5)
UTL1 Generation of Steam
from Boiler Operation
Daily,
Monthly
[Steam Generated / Amount of
Fibre Used at Boiler]
[E7 /I7] Ton-Steam/
Ton-Fibre
Fibre is typically used as biomass fuel for boiler to
produce steam to be used in the production
process. Steam generation per the use of fibre
reflects on optimum boiler design and operation
and is important for energy efficiency of the palm
oil mill.
UTL2 Total Electricity
Consumption
Monthly [Electricity-Steam Turbine +
Electricity-PEA + Electricity-Diesel
Generator]
[
M
E8 + E9 + E10] kWh Total electricity consumption of the whole palm oil
mill comes from various sources comprising
electricity generation from the steam turbine and
diesel generator as well as the electricity purchased
from the Provincial Electricity Authority (PEA).
Total consumption reflects average electricity
required for all production process.
UTL3 Total Electricity
Consumption Rate
Monthly [(Electricity-Steam Turbine +
Electricity- PEA + Electricity-Diesel
Generator)/ FFB Used]
[(
M
E8 + E9 + E10) /
M
I2]
kWh/Ton-FFB Total electricity consumption of the whole palm oil
mill comes from various sources comprising
electricity generation from the steam turbine and
diesel generator as well as the electricity purchased
from the Provincial Electricity Authority (PEA).
Total consumption rate reflects average electricity
required for one Ton of FFB.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-28
No Key Performance
Indicator
Reference
Timeframe
Calculation Formula Unit Description
UTL4 Electricity
Consumption from
the Steam Turbine
Generation
Monthly [Electricity Generated / Total
Electricity Consumption] X 100
[
M
E8 / UTL2] X 100 % Electricity is generally self-generated from steam
turbine of the oil mill and is fully consumed in the
oil mill. This electricity consumption rate
represents the utilisation of electricity generated
from steam turbine and can also contribute to the
efficiency of the steam turbine.
UTL5 Electricity
Consumption from
the Provincial
Electricity Authority
(PEA)
Monthly [Electricity Consumed from PEA /
Total Electricity Consumption] X
100
[E9 / UTL2] X 100 % Electricity is sometimes supplied from the PEA and
this consumption rate reflects the total purchased
electricity from PEA and the efficiency of other
electricity generators (steam turbine, diesel
generator and biogas system). This can also
contribute to the sufficiency of electricity generated
within factory.
UTL6 Electricity
Consumption from
Diesel Generator
Monthly [Electricity Generated from Diesel
Generator / Total Electricity
Consumption] X 100
[E10 / UTL2] X 100 % Electricity from diesel generator is required for the
oil mill, especially during the startup of boiler and
this consumption rate reflects the performance of
boiler especially during the startup. The less
percentage of the index, the better performance of
boiler is.
Remarks
(1)
- The amount of kernel and oil loss/gained depends on internal control value of individual palm oil mill factory.
(2)
Use particular indicator from previous month
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-29
4.4 INFORMATION REPORTING & ANALYSIS
Minimum data requirements or Priority 1 data need to be processed into key
performance indicators to assist management representatives of palm oil mills in
decision making. Apart from the defined key performance indicators, some of
Priority 1 data can also provide valuable indicators to the management such as
daily use of fresh fruit bunches (FFB), daily production of products, unit costs and
prices of those materials, as well as data that are required to be reported to the
Department of Industrial Works (i.e. treated wastewater and usage of chemical
and electricity for wastewater treatment).
Information in various aspects can become important to different groups of people
in the organisation. Typical interested management personnel in the palm oil
mills are factory owner, factory manager, production manager and utility
manager.
Management personnel of the palm oil mills may require different information.
Typical reporting contents for each management personnel are addressed below
(It should be noted that the needs of information by these personnel have been
established base on the interviews with management representatives of selected
palm oil factories).
Owner
CPO Yield
Value of CPO Yield
CPO Production
Value Added From FFB to CPO
Unit Market Price of CPO
Amount of Sold CPO
Proceeds from Sold CPO
Amount of Sold CKPO
Proceeds from Sold CKPO
Production Operating Hour
Capacity Utilisation
Kernel Yield
Kernel Production
Value of Kernel Yield
Unit Market Price of Kernel
Amount of Sold Kernel
Proceeds from Sold Kernel
Value of Kernel Losses in Shell-Kernel Separation Processes
Use of FFB
Total Expense of FFB
FFB Quality Index
Average Unit Cost of Acquired FFB
Water Consumption
Shell Sold/ FFB Used
Share of Saleable By-Products (Fibre and EFB)
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-30
Value of Saleable By-Products (Shell, Fibre and EFB)
Oil Losses in the Process (Decanter Cake, Wastewater and Fibre)
Value of Oil Losses in Process (Decanter Cake, Wastewater and Fibre)
Generation of Biogas
Treated Wastewater Characteristics (BOD) at the final pond of the treatment
system
Treated Wastewater Characteristics (COD) at the final pond of the treatment
system
Saleable Electricity from Biogas System
Total Electricity Consumption
Total Electricity Consumption Rate
Expenses on Purchased Electricity from the PEA
Average Cost of Purchased Electricity from the PEA
Expense on Purchased Diesel for DG Set
Average Cost of Purchased Diesel for DG Set
Legal Compliance regarding Treated Wastewater
Factory Manager
CPO Yield
Value of CPO Yield
CPO Production
Value Added From FFB to CPO
Unit Market Price of CPO
Amount of Sold CPO
Proceeds from Sold CPO
Amount of Sold CKPO
Proceeds from Sold CKPO
Production Operating Hour
Capacity Utilisation
Kernel Yield
Kernel Production
Value of Kernel Yield
Unit Market Price of Kernel
Amount of Sold Kernel
Proceeds from Sold Kernel
Value of Kernel Losses in Shell-Kernel Separation Processes
Use of FFB
Total Expense of FFB
FFB Quality Index
Average Unit Cost of Acquired FFB
Shell Sold/ FFB Used
Share of Saleable By-Products (Fibre and EFB)
Value of Saleable By-Products (Shell, Fibre and EFB)
Oil Losses in the Process (Decanter Cake, Wastewater and Fibre)
Value of Oil Losses in Process (Decanter Cake, Wastewater and Fibre)
Generation of By-Products (EFB, Decanter Cake, Shell, Fibre, and Wastewater)
Production of Fibre
Generation of Biogas
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-31
Generation of Electricity from Biogas System
Generation of Steam from Boiler Operation
Saleable Electricity from Biogas System
COD Removal by Biogas System
Treated Wastewater Characteristics (BOD) at the final pond of the treatment
system
Treated Wastewater Characteristics (COD) at the final pond of the treatment
system
Water Consumption
Total Electricity Consumption
Total Electricity Consumption Rate
Electricity Consumption from the Steam Turbine Generation, Provincial
Electricity Authority (PEA) and Diesel Generator
Expenses on Purchased Electricity from the PEA
Average Cost of Purchased Electricity from the PEA
Expense on Purchased Diesel for Diesel Generator Set
Average Cost of Purchased Diesel for Diesel Generator Set
Legal Compliance regarding Treated Wastewater
Production Manager
CPO Yield
Value of CPO Yield
CPO Production
Value Added From FFB to CPO
Unit Market Price of CPO
Amount of Sold CPO
Proceeds from Sold CPO
Amount of Sold CKPO
Proceeds from Sold CKPO
Production Operating Hour
Capacity Utilisation
Kernel Yield
Kernel Production
Value of Kernel Yield
Unit Market Price of Kernel
Amount of Sold Kernel
Proceeds from Sold Kernel
Kernel Losses in Shell-Kernel Separation Processes
Value of Kernel Losses in Shell-Kernel Separation Processes
Shell Sold/ FFB Used
Share of Saleable By-Products (Fibre, and EFB)
Value of Saleable By-Products (Shell, Fibre, and EFB)
Oil Losses in the Process (Decanter Cake, Wastewater and Fibre)
Value of Oil Losses in Process (Decanter Cake, Wastewater and Fibre)
Use of FFB
Total Expense of FFB
FFB Quality Index
Average Unit Cost of Acquired FFB
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-32
Generation of By-Products (EFB, Decanter Cake, Shell, Fibre, and Wastewater)
Production of Fibre
Generation of Biogas
Generation of Steam from Boiler Operation
COD Removal by Biogas System
Treated Wastewater Characteristics (BOD) at the final pond of the treatment
system
Treated Wastewater Characteristics (COD) at the final pond of the treatment
system
Water Consumption
Electricity Consumption from the Steam Turbine Generation, Provincial
Electricity Authority (PEA) and Diesel Generator
Total Electricity Consumption
Total Electricity Consumption Rate
Legal Compliance regarding Treated Wastewater
Utility Manager
Use of FFB
Average Unit Cost of Acquired FFB
Production Operating Hour
Kernel Losses in Shell-Kernel Separation Processes
Oil Losses in the Wastewater
Water Consumption
Generation of Wastewater
Generation of Biogas
Generation of Electricity from Biogas System
Generation of Steam from Boiler Operation
Saleable Electricity from Biogas System
COD Removal by Biogas System
Wastewater Treatment Efficiency (BOD)
Wastewater Treatment Efficiency (COD)
Influent Wastewater Characteristics (BOD) prior to being sent to the treatment
system
Influent Wastewater Characteristics (COD) prior to being sent to the treatment
system
Organic Loading of Biogas System
Treated Wastewater Characteristics (BOD) at the final pond of the treatment
system
Treated Wastewater Characteristics (COD) at the final pond of the treatment
system
Chemical Usage for Wastewater Treatment
Electricity Consumption for Wastewater Treatment
Electricity Consumption from the Steam Turbine Generation, Provincial
Electricity Authority (PEA) and Diesel Generator
Total Electricity Consumption
Total Electricity Consumption Rate
Expenses on Purchased Electricity from the PEA
Average Cost of Purchased Electricity from the PEA
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-33
Expense on Purchased Diesel for Diesel Generator Set
Average Cost of Purchased Diesel for Diesel Generator Set
Legal Compliance regarding Treated Wastewater
A set of the above-mentioned information and reporting frequency to various
interested personnel or management is summarised in Table 4.4a.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-34
Table 4.4a Summary of Management Information
No Management Information Unit Owner Factory
Manager
Production
Manager
Utility Description
Primary Production Process (Section#1)
PPP1 Average Unit Cost of Acquired
FFB
Baht/Ton-
FFB
Daily Daily Daily Daily The total cost of FFB purchased in each buy depends on the quality
of FFB (ripe or unripe). Average unit cost of acquired FFB represents
the overall quality of FFB being purchased as a whole in each day.
PPP2 FFB Quality Index % Daily Daily Daily - FFB quality index represents the utilisation of good and consistent
quality FFB for palm oil production. The more percentage of the
index is, the better quality (also consistency) of the FFB is purchased
for the production.
I2 Use of FFB Ton/Day Daily Daily Daily Daily The use of FFB provides information on daily amount of FFB used
and helps production planning for crude palm oil.
PPP3 Generation of EFB % - Monthly Monthly - The ratio of EFB generated per the amount of FFB used indicates the
generation rate of EFB and efficiency of the threshing process.
PPP4 Share of EFB Sold % Monthly Monthly Monthly - EFB is typically used for plantation such as mushroom cultivation.
Due to an increase demand of biomass fuel, this EFB can be sold.
Saleable EFB represents the utilisation of EFB as value-added by-
product.
PPP5 Value of EFB Sold Baht Monthly Monthly Monthly - The value of EFB sold is the amount of money in Baht that is
generated from EFB being sold to external parties or customers.
C1 Total Expense of FFB Baht Daily Daily Daily - Daily expense of FFB being purchased can be used to calculate daily
average cost of FFB being purchased.
Oil Room (Section#2)
OIL1 Crude Palm Oil (CPO) Yield % Daily Daily Daily - Crude palm oil leaving the oil room indicates the overall oil yield of
the mill and is an important performance indicator of the oil mill.
P10 Production Operating Hour Hour Daily Daily Daily Daily Production operating hour indicates the actual time spent on palm
oil production.
P3 CPO Production
Ton/Day Daily Daily Daily - Daily production of CPO gives an indication on the total amount of
product that can be sold.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-35
No Management Information Unit Owner Factory
Manager
Production
Manager
Utility Description
S2 Unit Market Price of CPO Baht/Ton Daily Daily Daily - Unit market price of CPO gives an indication to the management on
the demand and pricing of the product.
S9 Amount of Sold CPO Ton Daily Daily Daily - Actual amount of sold CPO gives an indication to the management
on the actual amount of CPO being sold daily
S10 Proceeds from Sold CPO Baht Daily Daily Daily - Proceeds from sold CPO gives an indication to the management on
the values from selling the product.
S13 Amount of Sold CKPO Ton Daily Daily Daily - Actual amount of sold CKPO gives an indication to the management
on the actual amount of CKPO being sold daily
S14 Proceeds from Sold CKPO Baht Daily Daily Daily - Proceeds from sold CKPO gives an indication to the management on
the values from selling the product.
OIL2 Value of CPO Yield Baht/Ton-
FFB
Daily Daily Daily - The value of CPO yield is the amount of money in Baht that is
generated from CPO being produced.
OIL3 Value Added From FFB to CPO Baht/Ton-
FFB
Daily Daily Daily - This figure indicates the value added from FFB to CPO. Operating
cost is not taken into account for this figure.
OIL4 Generation of Decanter Cake % - Monthly Monthly - The ratio of decanter cake generated per the amount of FFB indicates
the generation rate of decanter cake and efficiency of the decanting
process.
OIL5 Oil Loss in Decanter Cake
(1)
% Monthly Monthly Daily - Oil loss or gained in decanter cake represents or reflects the
efficiency of the decanter-separator system.
OIL6 Value of Oil Loss in Decanter
Cake
(1)
Baht/Day Monthly Monthly Daily - The value of oil loss/gain in decanter cake is the amount of money in
Baht that is lost or gained based on the contamination of oil in the
decanter cake.
OIL7 Oil Loss in Wastewater
(1)
% Monthly Monthly Daily Daily Oil loss or gained in wastewater stream indicates oil room efficiency
including the efficiency of decanter-separator system. This indicator
is a typical and important performance indicator in the palm oil mill.
OIL8 Value of Oil Loss in Wastewater
(1)
Baht/Day Monthly Monthly Daily - The value of oil loss/gain in wastewater is the amount of money in
Baht that is lost or gained based on the contamination of oil in the
wastewater stream.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-36
No Management Information Unit Owner Factory
Manager
Production
Manager
Utility Description
OIL9 Water Consumption m
3
-Water/
Ton-FFB
Monthly Monthly Daily Daily Since water is an important transport and separation media in the
palm oil production process. The ratio of water consumed per the
amount of FFB can indicate the utilisation of water in the production
process.
OIL10 Capacity Utilisation % Monthly Monthly Monthly - This indicator indicates the actual production capacity. The higher
percentage of capacity utilisation is, the more utilisation of installed
machine is.
Dry Process (Section#3)
DRY1 Kernel Yield % Daily Daily Daily - Kernel production rate indicates the overall kernel yield of the mill
and is one of the important performance indicators of the oil mill.
P4 Kernel Production Ton/Day Daily Daily Daily - Daily production of kernel gives an indication on the total amount of
product that can be sold.
S3 Unit Market Price of Kernel Baht/Ton Daily Daily Daily - Unit market price of kernel gives an indication to the management
on the demand and pricing of the product.
S11 Amount of Sold Kernel Ton Daily Daily Daily - Actual amount of sold kernel gives an indication to the management
on the daily amount of kernel being sold.
S12 Proceeds from Sold Kernel Baht Daily Daily Daily - Proceeds from sold kernel gives an indication to the management on
the values from selling the by-product.
DRY2 Value of Kernel Yield Baht/Ton-
FFB
Daily Daily Daily - The value of Kernel yield is the amount of money in Baht that is
generated from kernel being produced.
DRY3 Total Generation of Shell Due to
Shell-Kernel Separation
% - Monthly Monthly - Shell is typically by product of palm oil mill. The generation of shell
indicates overall proportion of shell generated from FFB being used
in production process. This indicator can be further used to track on
the utilisation of shell as by-product.
DRY4 Kernel Loss
(1)
(Shell-Kernel
Separation)
% - - Daily Daily Kernel loss or gained in dry separation or cyclone indicates the
efficiency of shell-kernel separation process.
DRY5 Value of Kernel Loss
(1)
(Shell-
Kernel Separation)
Baht/Day Monthly Monthly Daily - The value of Kernel loss/gain is the amount of money in Baht that is
lost or gained based on the kernel content in shell-kernel separation
process.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-37
No Management Information Unit Owner Factory
Manager
Production
Manager
Utility Description
DRY6 Shell Sold/ FFB Used Ton/Ton-
FFB
Monthly Monthly Monthly - As shell is typically used as biomass fuel in power and cement
plants, this material is considered as by-product and is generally
sold. This index represents the amount of shell that can be sold
compared to the amount of FFB used.
DRY7 Value of Shell Sold Baht/Ton-
FFB
Monthly Monthly Monthly The value of shell sold is the amount of money in Baht that is
generated from palm shell being sold to external parties or
customers.
DRY8 Generation of Fibre % - Monthly Monthly - Fibre is typically by product of palm oil mill. The generation of fibre
indicates overall proportion of fibre generated from FFB being used
in production process within a month. This indicator can be further
used to track on the utilisation of fibre as by-product.
P11 Production of Fibre Ton - Daily Daily - Fibre is typically by product of palm oil mill. This data indicates the
actual amount of fibre produced daily.
DRY9 Oil Loss in Fibre
(1)
% Monthly Daily Daily - Oil loss or gained in fibre represents or reflects the efficiency of
decanter-separator system.
DRY10 Value of Oil Loss in Fibre
(1)
Baht/ Day Monthly Daily Daily - The value of oil loss in Fibre is the amount of money in Baht that is
lost based on the contamination of oil in the fibre.
DRY11 Share of Fibre Sold % Monthly Monthly Monthly - Excess fibre is typically generated during peak production periods.
Due to an increase demand of biomass fuel, this excess amount can
be sold. Saleable fibre indicates the utilisation of fibre as value-
added by-product.
DRY12 Value of Fibre Sold Baht/Ton-
FFB
Monthly Monthly Monthly - The value of fibre sold is the amount of money in Baht that is
generated from fibre being sold to external parties or customers.
Wastewater Treatment and Biogas System (Section#4)
WAS1 Generation of Wastewater
(Influent to the treatment
system)
m
3
/Ton-FFB - Monthly Monthly Daily Environmental impact from palm oil mills is mainly from
wastewater generated in the production process and its associated
pollution load. This figure therefore indicates the need for
wastewater treatment and reflects overall water utilisation efficiency.
WAS2 Wastewater Treatment
Efficiency (BOD)
% - - - Monthly This indicator represents the treatment efficiency of wastewater
treatment plant.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-38
No Management Information Unit Owner Factory
Manager
Production
Manager
Utility Description
WAS3 Wastewater Treatment
Efficiency (COD)
% - - - Monthly This indicator represents the treatment efficiency of wastewater
treatment plant.
WAS4 Organic Loading of Biogas
System
kg/ m
3
of
Biogas Tank
Volume
- - - Weekly Organic loading of biogas system indicates how much organic load
enters into the system and represents whether organic loading
feeding to the system is over the design value.
WAS5 COD Removal by Biogas System % - Weekly Weekly Weekly This indicator represents the COD removal efficiency of the biogas
system.
WAS6 Generation of Biogas m
3
Biogas /
m
3
Wastewater
Monthly Monthly Monthly Daily Biogas generation indicated how much biogas is generated by
wastewater per unit. This value can be used to represent the biogas
system efficiency.
I6 Chemical Usage for Wastewater
Treatment
kg/Month - - - Monthly The amount of chemicals usage for wastewater treatment provides
an indication of proper treatment. This data is one of the data
required for reporting to the Department of Industrial Works.
E4 Electricity Consumption for
Wastewater Treatment
kWh/Day - - - Daily The amount of electricity consumption for wastewater treatment
indicates the functioning of wastewater treatment system. This data
is one of the data being required for reporting to the Department of
Industrial Works.
W6 Influent Wastewater
Characteristics (BOD) prior to
being sent to the treatment
system
mg/l - - - Monthly Influent characteristics of wastewater provides information on
influent quality and help the estimation of wastewater loading prior
to entering the treatment system, in order to allow the in-charge
operator to properly control and maintain the treatment efficiency
W10 Influent Wastewater
Characteristics (COD) prior to
being sent to the treatment
system
mg/l - - - Monthly Influent characteristics of wastewater provides information on
influent quality and help the estimation of wastewater loading prior
to entering the treatment system, in order to allow the in-charge
operator to properly control and maintain the treatment efficiency
W7 Treated Wastewater
Characteristics (BOD) at the
final pond of the treatment
system
mg/l Monthly Monthly Monthly Monthly Quality of treated wastewater at the last pond provides information
on compliance status of treated effluent.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-39
No Management Information Unit Owner Factory
Manager
Production
Manager
Utility Description
W11 Treated Wastewater
Characteristics (COD) at the
final pond of the treatment
system
mg/l Monthly Monthly Monthly Monthly Quality of treated wastewater at the last pond provides information
on compliance status of treated effluent.
WAS7 Generation of Electricity from
Biogas System
kWh/m
3
-
Biogas
- Monthly - Daily The ratio of the amount of electricity generated from biogas system
per biogas volume indicates efficiency of electricity generation from
the system.
WAS8 Saleable Electricity from Biogas
System
Baht/Day Monthly Monthly - Daily Saleable electricity from biogas system is the amount of money in
Baht obtained from the sale of electricity generated from the biogas
system.
Utility (Section#5)
UTL1 Generation of Steam from Boiler
Operation
Ton-Steam/
Ton-Fibre
- Monthly Daily Daily Fibre is typically used as biomass fuel for boiler to produce steam to
be used in the production process. Steam generation per the use of
fibre reflects on optimum boiler design and operation and is
important for energy efficiency of the palm oil mill.
UTL2 Total Electricity Consumption kWh Monthly Monthly Monthly Monthly Total electricity consumption of the whole palm oil mill comes from
various sources comprising electricity generation from the steam
turbine and diesel generator as well as the electricity purchased from
the Provincial Electricity Authority (PEA). Total consumption
reflects average electricity required for all production process.
UTL3 Total Electricity Consumption
Rate
kWh/
Ton-FFB
Monthly Monthly Monthly Monthly Total electricity consumption of the whole palm oil mill comes from
various sources comprising electricity generation from the steam
turbine and diesel generator as well as the electricity purchased from
the Provincial Electricity Authority (PEA). Total consumption rate
reflects average electricity required for one Ton of FFB.
UTL4 Electricity Consumption from
the Steam Turbine Generation
% - Monthly Monthly Monthly Electricity is generally self-generated from steam turbine of the oil
mill and is fully consumed in the oil mill. This electricity
consumption rate represents the utilisation of electricity generated
from steam turbine and can also contribute to the efficiency of the
steam turbine.
Department of Industrial Works MIS Guideline for Eco-efficiency Improvement
4-40
No Management Information Unit Owner Factory
Manager
Production
Manager
Utility Description
UTL5 Electricity Consumption from
the Provincial Electricity
Authority (PEA)
% - Monthly Monthly Monthly Electricity is sometimes supplied from the PEA and this
consumption rate reflects the total purchased electricity from PEA
and the efficiency of other electricity generators (steam turbine,
diesel generator and biogas system). This can also contribute to the
sufficiency of electricity generated within factory.
UTL6 Electricity Consumption from
Diesel Generator
% - Monthly Monthly Monthly Electricity from diesel generator is required for the oil mill, especially
during the startup of boiler and this consumption rate reflects the
performance of boiler especially during the startup. The less
percentage of the index, the better performance of boiler.
S7 Expense on the Purchased
Electricity from the PEA
Baht/Month Monthly Monthly - Monthly The money spent on the purchased electricity from the PEA is one of
the important operating costs of the mill.
S16 Average Cost of Purchased
Electricity from PEA
Baht/kWh Monthly Monthly - Monthly The average money spent on the purchased electricity from the PEA
is also one of the important operating costs of the mill.
S8 Expense on the Purchased
Diesel for DG Set
Baht/Month Monthly Monthly - Monthly The money spent on the purchased diesel for boiler startup is one of
the important operating costs of the mill.
S17 Average Cost of Purchased
Diesel for DG Set
Baht/l Monthly Monthly - Monthly The average money spent on the purchased diesel for boiler startup
is also one of the important operating costs of the mill.
Remarks
(1)
- The amount of oil loss/gained depends on internal control value of individual palm oil mill factory.
References
REFERENCES
Agricultural Economic Office, Ministry of Agriculture (2005) 2004 Agricultural
Statistics of Thailand http://www.oae.go.th/statistic/yearbook47/ [Accessed
on 21 October 2005]
Cecelja, Franjo (2001) Manufacturing Information and Data Systems, First Edition :
Analysis, Design and Practice (Manufacturing Engineering Series)
Department of Alternative Energy Development and Efficiency (DEDE) and
Deutsche Gesellschaft fr Technische Zusammenarbeit GTZ GmbH (2004)
Thai-German Program for Enterprise Competitiveness, Eco-efficiency Component,
E3Agro- Project, Desk Study on Palm Oil Industry
Department of Industrial Works (DIW) and German Gesellschaft fr
Technische Zusammenarbeit (GTZ) GmbH (1997) Environmental Management
Guideline for Palm Oil Industry
Laudon, Kenneth C. (2005) Management Information Systems : Managing the
Digital Firm (9th Edition), Prentice Hall
Schwalbe, Kathy (2005) Information Technology Project Management, Fourth
Edition
General Information of Palm Oil
Factories from DIWs Database
a+un .+er al.+++uaoa+n..n nae :ua.ln.nn +a++.uao (ou/r.ln+,
1. :.: ....:t+:a :aa:a .. 29 r: 3 :...nz..:: ... a..+: ..z:n. 86140 0-2314-4101-5 sa
2. :.: ...:.:.:a: .. 179 r: 1 ..a. a....: ..a.:.r. 84160 0-7727-4471 s
3. :.: z.:.:.:a: . . 182 r: 12 +a:aa.a :...nz..:: ...ra a.z.:
..a.:.r. 84170
a::z:+sa sa
4. :.: .. aa. .. 23 r: 6 ...a.: a.a ..a.:.r. 84150 0-7746-1373-6
+s
5. :.: ...:.:a : .. 168 r: 1 :....-a. :.19 ....:a.nz. a.a. .... 92000 +s
6. :.: .ra::a:aa:aa..a.: .. r: 4 :..ra.....r::.a 41 ..:... a.raa.. ..z:n.
86110
0-7752-0179 +s
7. :.: !:a. .a..aa:a .. 11/1 r: 2 :..:a:n.::-n.:.a ..:a... a.n.:.a
..a.:.r. 84210
0-2237-1864 +s
8. :.: !:a. .a..aa:a .. 30 r: 4 :.n.:.a-z::. ..!. a.n.:.a ..a.:.r. 84210 0-237-1864 9a
9. :.: .:ra.:.:a: .. r: 2 :..n.:-r ..n...:. a..n.: ...:: 81140 0-7568-9522-3 +s
10. :.: :a:!:na. .. s r: 9 ..a.... a...ra ..a.a 91130 0-2253-5770-3 sa
11. :.: :a:.:.r..:z. .. 29/3 r: 5 :.. .nz. :.:-:.r.: ..a.... a.n.:.a
..a.:.r. 84210
0-2622-6225-7 sa
12. :.: :a::.z .. 82 r: 6 :...r.aaa-.n.: ...n.: a..n.: .. .:: 8114a a:sssaz:s s
13. :.: :.:a:a..a. .. 85 r: 2 :..:a:n.::-n.:.a ..:a... a.n.:.a
..a.:.r. 84210
0-7736-5130-2 sa
14. :.: a.aa..a..a .. 58 r: 10 ..a: a.a: ..a.a 91110 0-7472-2558-9 s
15. :.: a..:.. :.:a: .. 39 r: 1 :..a.a -:a:n.:: ..a.a. a.a.a ...:: 81110 0-7561-8043 s
16. :.: a.:....:.:.:a: .. 148 r: 5 :...nz..:: ...:!. a..: ..z:n. 86220 0-7753-6207-9 +s
a+un .+er al.+++uaoa+n..n nae :ua.ln.nn +a++.uao (ou/r.ln+,
17. :.: aa (:.:.r!:) .. :rz. 99/9 r: 2 :..a.-... ..:a.aa.a. .... 92150 azsssasas: +s
18. :.: a:::....:a: . . 33/4 r: 2 :....r.a-.. a ....r.a a.a.a ...:: 81110 a:sszsa:s +s
19. :.: .aa.n .a.a:.a..a..a .. r: 4 ..a.:.a.n.:.a ..a.:.r. 84210 a::ssas+s sa
20. ar.t.:raa.. .. 146 r: 4 :..::na-r.:: ..r.:: a.raa.. ..z:n. 86110 a::s++sas s
21. :.: z:n.a .ar..:.: .:a:
.. (:rz.)
296 r: 2 :...nz..:: ..aa: a..+: ..z :n. 86140 azsa:ass:z sa
22. :.: z:. :ar.tz.a..:a:.:.
.:: ..
39 :.1 :.r.:...-... ..aa: a.a.a ...:: 81110 a:sss:s +s
23. :.: ..a::a: .. 224 r: 3 ..:a... a.n.:.a ..a.:.r. 84210 a::z:aas+s +s
24. :.: :t:a: (2521) .. 53/3 r: 4 :..a.:.r. - nn. ..: a.n.n. ..a.:.r.
84130
azs++asssa sa
25. :.: za..:a:.:.a .ar..:
..
r: 7 :...a.z: (ra.r::.a 41) ...a.:. a.a ..a.:.r.
84150
a::z:::aa
a::z:s:s
sa
26. :.: :...z.:.:a: .. 231 r: 9 :..a.a-:a:n.:: ..:a:n.:: a.:a:n.::
...:: 81160
a:sss+ss+
a:ssss
sa
27. :.: :...z.:.:a: ..
(:rz.)
142 r: 1 :..!.a-:.: ..!.a a.a: ...:: 81120 a:sss+ss+
a:ssss
+s
28. :.: a.a.ar..:.:.:a: .. 4/4 r: 4 :...nz..:: ...nra.a. ..z:n. 86130 a::sss:s +s
29. :.: : !.... :a:aa:a a..a.
.. (:rz.,
98 r: 6 :..r.aaa-.n.: ..r.:: a..:a ...:: 811a0 az:++a+ss sa
30. :.: aa::.t .:.:a : .. 97 :.4 ..ra a.r.ar ..za:. 20190
asszas+sa sa
a+un .+er al.+++uaoa+n..n nae :ua.ln.nn +a++.uao (ou/r.ln+,
31. :.: .a..aa. .:a:aa:a .. r: 8 :...nz.a::..::.a.-a.a:. ...:a a.:a:n..a:
..:.:..:. .r 77170
aszsas +s
32. :.: .a.+:..:.:a: . . 99 r: 2 :....a. ..a.a. a.a.a ...:: 81110 azszs:+:
azszs:s:
+s
33. :.: a .. 55/5 r: 2 :..a.-... ..:a.a a.a. .. .. 92150 a:szs:+ +s
34. :.: :ta.ar..:.: .:a:
(1993) ..
24/5 r: 4 :...a.+: ..a:a. a.n.n. ..a.:.r. 84130 a::zaszsa +s
35. :.: :...z.:.:a: .. 258 r: 2 :..a.a-.ra:a ..a.a. a.a.a ...:: 81110 a:sss+ss+
a:ssss
sa
36. :.: r.... :a : aa:a .. r: 3 :...r.aaa-... ..... a..n.: ...:: 81140 azzs+zas+s +s
37. :.: ...:a: .z. . .. ...:.a a
38. :.: .r :t+. .. ...:: a
.
You might also like
- Maintenance Management Performance of Malaysian Palm Oil MillsDocument294 pagesMaintenance Management Performance of Malaysian Palm Oil Millsnazimbaluch100% (14)
- Oil Palm Strategy PresentationDocument19 pagesOil Palm Strategy Presentationseyramd80% (5)
- Malaysian Palm Oil IndustryDocument14 pagesMalaysian Palm Oil IndustryFrz Haikal100% (1)
- Oil Palm Fertilization - Sharing Some PerspectivesDocument7 pagesOil Palm Fertilization - Sharing Some PerspectivesLucy LimNo ratings yet
- Sustainable Palm OilDocument20 pagesSustainable Palm OilMari AuriNo ratings yet
- Integrated Weed Management of OP 2008Document56 pagesIntegrated Weed Management of OP 2008عبدالحاليم بودين83% (6)
- The Impacts and Opportunities of Palm Oil in Southeast AsiaDocument80 pagesThe Impacts and Opportunities of Palm Oil in Southeast AsiaGanip Gunawan100% (1)
- Oil Palm - Life StagesDocument46 pagesOil Palm - Life StagesPallavi Shigwan100% (2)
- Malaysian Palm Oil IndustryDocument19 pagesMalaysian Palm Oil IndustryLai Mei EeNo ratings yet
- Information About Oil Palm NutritionDocument28 pagesInformation About Oil Palm Nutritionquepos09100% (6)
- Palm Oil Proposal V0 02 PDFDocument18 pagesPalm Oil Proposal V0 02 PDFapi-24887092488% (17)
- Palm Oil Small Holder LivelihoodsDocument32 pagesPalm Oil Small Holder Livelihoodsrvm1010No ratings yet
- Case Study Palm Oil MalaysiaDocument33 pagesCase Study Palm Oil Malaysiarvm1010100% (1)
- Oil Palm CultivationDocument59 pagesOil Palm Cultivationshini1308100% (23)
- Bunch Analysis of Oil Palm - BakDocument0 pagesBunch Analysis of Oil Palm - BakJohn OneilNo ratings yet
- FFB GradingDocument13 pagesFFB Gradingeddypurwanto100% (13)
- Palm Oil InformationDocument145 pagesPalm Oil InformationSharif DarwisNo ratings yet
- Handbook Oil PalmDocument87 pagesHandbook Oil PalmMohd Farid Mohd Nor80% (5)
- Family: Palmae Scientific Name: Elaeis GuineensisDocument124 pagesFamily: Palmae Scientific Name: Elaeis GuineensisRosita MatsaidinNo ratings yet
- Module 3 3rd Edition 2016 08 Oil PlamDocument57 pagesModule 3 3rd Edition 2016 08 Oil PlamjingsiongNo ratings yet
- MPOC - Fact Sheet On Malaysian Palm Oil (2010 Version)Document66 pagesMPOC - Fact Sheet On Malaysian Palm Oil (2010 Version)sl1828100% (1)
- Westfalia in Palm Oil MillDocument24 pagesWestfalia in Palm Oil MillSupatmono NAINo ratings yet
- Summary Value Map of Palm OilDocument5 pagesSummary Value Map of Palm OilAlia100% (3)
- PALM OIL MILL SAFETY AND MAINTENANCE - pptx1Document18 pagesPALM OIL MILL SAFETY AND MAINTENANCE - pptx1Nadia Asyiqin75% (4)
- Palm Oil Mill EffluentDocument6 pagesPalm Oil Mill Effluentankitsaxena123100% (2)
- Best Management Perkebunan Kelapa Sawit4Document154 pagesBest Management Perkebunan Kelapa Sawit4Eric Sanjaya100% (2)
- Introduction To Oil Palm & Palm Oil Milling-IntroductionDocument11 pagesIntroduction To Oil Palm & Palm Oil Milling-Introductionjneokl100% (1)
- 4.R. FertilizerDocument10 pages4.R. FertilizerSaqlain HameedNo ratings yet
- A Palm Oil Mill in Oyo StateDocument10 pagesA Palm Oil Mill in Oyo StateindiamillersNo ratings yet
- Palm Oil MillDocument20 pagesPalm Oil Millharrison_sNo ratings yet
- Modern Oil Palm CultivationDocument12 pagesModern Oil Palm CultivationLip Hock Chan100% (1)
- Palm Oil ProcessingDocument101 pagesPalm Oil ProcessingAshly Alexander100% (2)
- Palm Oil Plantations ProjectDocument8 pagesPalm Oil Plantations ProjectSuhardiyoto HaryadiNo ratings yet
- TOC Oil Palm HB Immature - 2Document6 pagesTOC Oil Palm HB Immature - 2Jackson Jerome50% (6)
- Palm Oil Mill Design Procedure Ch1Document2 pagesPalm Oil Mill Design Procedure Ch1Amin Buhari Md Zain100% (3)
- Oil Palm in AfricaDocument68 pagesOil Palm in AfricaMohd Farid Mohd NorNo ratings yet
- Spare Part Pabrik Kelapa SawitDocument25 pagesSpare Part Pabrik Kelapa SawitEvin_manurungNo ratings yet
- Palm Oil Project NewDocument18 pagesPalm Oil Project NewLn Chakky100% (1)
- Flowchart of Palm Oil Mill ProcessingDocument15 pagesFlowchart of Palm Oil Mill ProcessingAndy Tander100% (5)
- Palm Oil Manufacturing and Effluent TreatmentDocument13 pagesPalm Oil Manufacturing and Effluent Treatmentnp27031990100% (1)
- Indonesian Palm Oil Smallholders - Briefing PaperDocument11 pagesIndonesian Palm Oil Smallholders - Briefing PaperSri Wahyudi100% (1)
- Palm Oil Plantation 2012Document12 pagesPalm Oil Plantation 20122oooveeeNo ratings yet
- Palm Oil MillDocument11 pagesPalm Oil MillEitrah Tasnim Mohamat Kasim100% (1)
- Palm Kernel Oil Mill ProjectDocument8 pagesPalm Kernel Oil Mill Projectsjr141071100% (2)
- 4.0 Palm OilDocument87 pages4.0 Palm OillynNo ratings yet
- Palm Oil Note 1Document88 pagesPalm Oil Note 1Chang Chee Hong89% (9)
- Material Balance Palm Oil MillDocument9 pagesMaterial Balance Palm Oil Millmalikldu100% (2)
- GVC-Palm OilDocument27 pagesGVC-Palm Oilsend2wish100% (1)
- Palm Oil Mill Processing SystemDocument20 pagesPalm Oil Mill Processing Systemreza32393100% (3)
- Pretreatment of Biomass: Processes and TechnologiesFrom EverandPretreatment of Biomass: Processes and TechnologiesRating: 5 out of 5 stars5/5 (1)
- Food Outlook: Biannual Report on Global Food Markets May 2019From EverandFood Outlook: Biannual Report on Global Food Markets May 2019No ratings yet
- 22 MOE ReportDocument9 pages22 MOE Reportbenjiy80No ratings yet
- Rattan Oil CuringDocument39 pagesRattan Oil CuringJoshua Ashley FormentoNo ratings yet
- Introduction To The Palm Oil IndustryDocument50 pagesIntroduction To The Palm Oil IndustryAnimal Health BusinessNo ratings yet
- Proses DesainDocument16 pagesProses DesainIwaki SinagaNo ratings yet
- Edible Oil GheeDocument25 pagesEdible Oil GheeLTE00233% (3)
- reportBUSA36 PDFDocument9 pagesreportBUSA36 PDFHadiBiesNo ratings yet
- Oil Palm and Land UseDocument129 pagesOil Palm and Land Usebenzzzx100% (2)
- Palmoildpr ProgressDocument26 pagesPalmoildpr ProgressChandrashekarChowdaryNo ratings yet
- LSZH Apch11 Rwy28 IlsDocument1 pageLSZH Apch11 Rwy28 Ilssamykarim2009No ratings yet
- (DOC) Makalah Sistem Endokrin - YENNA PUTRI - Academia - Edu183414Document13 pages(DOC) Makalah Sistem Endokrin - YENNA PUTRI - Academia - Edu183414dominggus kakaNo ratings yet
- ' ' Shail Ahmad: Privet of India Acres N Inches List of ClientDocument3 pages' ' Shail Ahmad: Privet of India Acres N Inches List of Clientapi-243316402No ratings yet
- Spot Cooling ResearchDocument7 pagesSpot Cooling ResearchAkilaJosephNo ratings yet
- RX-78GP03S Gundam - Dendrobium Stamen - Gundam WikiDocument5 pagesRX-78GP03S Gundam - Dendrobium Stamen - Gundam WikiMark AbNo ratings yet
- Journal Approval WorkflowDocument46 pagesJournal Approval Workflowvarachartered283No ratings yet
- On The Job Winter 2013Document3 pagesOn The Job Winter 2013alanhynesNo ratings yet
- Digital Booklet - Oh My My (Deluxe) PDFDocument8 pagesDigital Booklet - Oh My My (Deluxe) PDFMehmet Akif DelibaşNo ratings yet
- Clearcase Branching and Labeling Best Practices For Parallel DevelopmentDocument50 pagesClearcase Branching and Labeling Best Practices For Parallel DevelopmentakkachotuNo ratings yet
- Chapter 5e ch05 HallDocument9 pagesChapter 5e ch05 HallGlorden Mae Ibañez SalandananNo ratings yet
- How Cell Phones WorkDocument12 pagesHow Cell Phones Workavinash_knitNo ratings yet
- Frequency Control On An Island Power System With Evolving Plant MixDocument221 pagesFrequency Control On An Island Power System With Evolving Plant MixKing KingNo ratings yet
- Security Officer/GuardDocument2 pagesSecurity Officer/Guardapi-121358674No ratings yet
- Active Suspension System of Quarter CarDocument70 pagesActive Suspension System of Quarter CarMarcu SorinNo ratings yet
- Maintenance ManualDocument6 pagesMaintenance ManualHuda LestraNo ratings yet
- Assignment Payment 1Document5 pagesAssignment Payment 1Mohamad SafwanNo ratings yet
- Husqvarna 2008Document470 pagesHusqvarna 2008klukasinteria100% (2)
- CMP Tutorial PDFDocument83 pagesCMP Tutorial PDFMax HaroutunianNo ratings yet
- TUPT AdmissionDegreeLadderizedDocument1 pageTUPT AdmissionDegreeLadderizedromerqazwsxNo ratings yet
- Core Insights: Advances in 12G-SDIDocument3 pagesCore Insights: Advances in 12G-SDIHedsdasNo ratings yet
- Reciprocating Compressor Discharge TemperatureDocument6 pagesReciprocating Compressor Discharge TemperaturesalleyNo ratings yet
- 12.turbulent Flow Jan 2015 PDFDocument12 pages12.turbulent Flow Jan 2015 PDFburhanuddinNo ratings yet
- Lowel LightsDocument80 pagesLowel LightsSaulo Valley100% (1)
- 25 Powerful Business English Presentation Phrases To Impress Your AudienceDocument3 pages25 Powerful Business English Presentation Phrases To Impress Your AudienceMutia ChimoetNo ratings yet
- Schaeffler Kolloquium 2010 13 enDocument7 pagesSchaeffler Kolloquium 2010 13 enMehdi AlizadehNo ratings yet
- Vacuum Gauges 45Document20 pagesVacuum Gauges 45Sameeksha AnandNo ratings yet
- Macmillan English Grammar in Context Advanced PDFDocument3 pagesMacmillan English Grammar in Context Advanced PDFAnonymous l1MDLhBFXNo ratings yet
- CCNA - Access List QuestionsDocument3 pagesCCNA - Access List QuestionsBaaska214No ratings yet
- Design and Estimation of Dry DockDocument78 pagesDesign and Estimation of Dry DockPrem Kumar100% (4)
- Hatch Cover Maintenance PlanDocument5 pagesHatch Cover Maintenance Planvinay3972No ratings yet