You might also like
- АК туториалDocument63 pagesАК туториалLucas Gabriel100% (2)
- X DIN 6885Document3 pagesX DIN 6885bee140676No ratings yet
- Welding MidsemDocument100 pagesWelding Midsemamit kumarNo ratings yet
- High Temperature Brazing AlloysDocument0 pagesHigh Temperature Brazing AlloysvkmsNo ratings yet
- Angle GrinderDocument47 pagesAngle GrinderJane Geronimo100% (1)
- Welding Terms and Definitions PDFDocument6 pagesWelding Terms and Definitions PDFtomj9104No ratings yet
- Welding Metallurgy and Weldability of Nickel-Base AlloysFrom EverandWelding Metallurgy and Weldability of Nickel-Base AlloysRating: 5 out of 5 stars5/5 (1)
- Plasma Oxy Fuel: Metal CuttingDocument20 pagesPlasma Oxy Fuel: Metal CuttingRIDHAMNo ratings yet
- Fine Boring ToolsDocument39 pagesFine Boring Toolsm_najmanNo ratings yet
- MaterialsDocument36 pagesMaterialsGamalMahranNo ratings yet
- D3 5-93PVDocument8 pagesD3 5-93PVBirdyTheoNo ratings yet
- The Complete Guide to Telephone Interview Questions and AnswersFrom EverandThe Complete Guide to Telephone Interview Questions and AnswersNo ratings yet
- SSAB Welding Hardox Wear Plate 103 enDocument20 pagesSSAB Welding Hardox Wear Plate 103 enimupathanNo ratings yet
- Stellite 6 HardnessDocument28 pagesStellite 6 HardnessNitin AggarwalNo ratings yet
- MCM AllDocument7 pagesMCM AllPalanisamy RajaNo ratings yet
- Bolt Torque Calculators: Bolt Diameter (D) Thread (T.P.I.) Yield Strength (Sy) Joint Type (P) Nut Factor (K)Document4 pagesBolt Torque Calculators: Bolt Diameter (D) Thread (T.P.I.) Yield Strength (Sy) Joint Type (P) Nut Factor (K)pelotoNo ratings yet
- Purging Brochure PDFDocument19 pagesPurging Brochure PDFjustinctlNo ratings yet
- St. Joseph'S College of Engineering: Chennai 119Document43 pagesSt. Joseph'S College of Engineering: Chennai 119Praba KaranNo ratings yet
- An Overview of Sensitization Dynamics in Ferritic Stainless Steel WeldsDocument9 pagesAn Overview of Sensitization Dynamics in Ferritic Stainless Steel Weldssayed mahdyNo ratings yet
- 62sa, 62SM, 62DJ, 63, 63HVDocument4 pages62sa, 62SM, 62DJ, 63, 63HVzaiofracassado100% (1)
- Hardfacing PDFDocument56 pagesHardfacing PDFIrshad HussainNo ratings yet
- Metal Joining Processes: Prof. Mayur S Modi Assistant Professor Mechanical Engineering Department Ssasit, SuratDocument79 pagesMetal Joining Processes: Prof. Mayur S Modi Assistant Professor Mechanical Engineering Department Ssasit, SuratPrateekNo ratings yet
- TRISTAR-Tube Expanders For Heat ExchangersDocument24 pagesTRISTAR-Tube Expanders For Heat Exchangersapostu sorinNo ratings yet
- ESAB Welding Review RepairsDocument28 pagesESAB Welding Review RepairsElias KapaNo ratings yet
- Advanced Coating Solutions For The OilDocument4 pagesAdvanced Coating Solutions For The OilManivannanMudhaliarNo ratings yet
- (Welding) Welding of Coiled Tubing (Ebook, 9 Pages)Document9 pages(Welding) Welding of Coiled Tubing (Ebook, 9 Pages)Gustavo de Paula100% (1)
- Bolt Marking & Identification - Metric & UNC/UNF: BM BMDocument14 pagesBolt Marking & Identification - Metric & UNC/UNF: BM BMNorco TilesNo ratings yet
- SSAB Welding HandbookDocument24 pagesSSAB Welding HandbookBabu PonnuswamyNo ratings yet
- Iwe Mig Welding MachineDocument2 pagesIwe Mig Welding Machinem ramakrishna reddyNo ratings yet
- CDP 4666 PDFDocument2 pagesCDP 4666 PDFVitor Rigueira de GodoyNo ratings yet
- KMT Stellite Alloys Brochure FINALDocument15 pagesKMT Stellite Alloys Brochure FINALIkhsan LyNo ratings yet
- Weldclad WLDC 3Document1 pageWeldclad WLDC 3furiousgaulNo ratings yet
- AutomationDocument5 pagesAutomationashfaq_ahmed_7No ratings yet
- Gmaw Cladding PDFDocument20 pagesGmaw Cladding PDFMurad AlamNo ratings yet
- Oxy Gas Cutting TechniquesDocument15 pagesOxy Gas Cutting Techniqueskhwanta-bta100% (2)
- Repairing A Crack in CastingDocument2 pagesRepairing A Crack in CastingpriaNo ratings yet
- Hydro Aluminium - AlSi7Mg0.6Document2 pagesHydro Aluminium - AlSi7Mg0.6Raj PrasanthNo ratings yet
- General Welding GuidelinesDocument13 pagesGeneral Welding GuidelinesSamir669No ratings yet
- Study of Wear Characteristics of Hardfaced Layers Made by E430 and E410 Electrodes Using SMAW ProcessDocument8 pagesStudy of Wear Characteristics of Hardfaced Layers Made by E430 and E410 Electrodes Using SMAW ProcessIJRASETPublicationsNo ratings yet
- 041 TS Hardox 550 in The Workshop UKDocument5 pages041 TS Hardox 550 in The Workshop UKNguyen Duc DungNo ratings yet
- Welding Electrode Consumable ChartDocument4 pagesWelding Electrode Consumable ChartVarun MalhotraNo ratings yet
- Intergard 345 - DatasheetDocument4 pagesIntergard 345 - DatasheetmanuthomasNo ratings yet
- Brazing Filler Metal Selector Chart: NicrobrazDocument2 pagesBrazing Filler Metal Selector Chart: NicrobrazathulpcucekNo ratings yet
- GB-T 232-2010 Metallic Materials-Bend TestDocument14 pagesGB-T 232-2010 Metallic Materials-Bend TestH. Camer E.No ratings yet
- 17 Weldability of SteelsDocument40 pages17 Weldability of SteelsJawed Akhter100% (1)
- Glossary of Corrosion & Metallurgy Terminology: J W MartinDocument7 pagesGlossary of Corrosion & Metallurgy Terminology: J W MartinSlim.BNo ratings yet
- Colmonoy 69 AlloDocument4 pagesColmonoy 69 Allopushpak100% (1)
- Summary FSWDocument26 pagesSummary FSWhazelmyaNo ratings yet
- HVOF Solutions GB1Document16 pagesHVOF Solutions GB1Adhi NugrohoNo ratings yet
- Msds - Nicrobraz Green Stop-Off Type II - InglesDocument3 pagesMsds - Nicrobraz Green Stop-Off Type II - InglesIvan CalderonNo ratings yet
- Wall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019Document8 pagesWall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019joseocsilvaNo ratings yet
- Cavitec GMA RecomendDocument2 pagesCavitec GMA RecomendmaguenhoyosNo ratings yet
- Types of Weld Joints - SymbolDocument2 pagesTypes of Weld Joints - SymbolashfaqkNo ratings yet
- B Boehler X 70-IG de en 5Document1 pageB Boehler X 70-IG de en 5Jorge RushNo ratings yet
- Chapter 11 - Surfacing and Shape Welding PDFDocument15 pagesChapter 11 - Surfacing and Shape Welding PDFCarlos GarcíaNo ratings yet
- Pressure Vessel Design PDFDocument103 pagesPressure Vessel Design PDFJaeup YouNo ratings yet
- BOC 216295 GeneralGasesBrochure AUS v12Document28 pagesBOC 216295 GeneralGasesBrochure AUS v12idontlikeebooksNo ratings yet
- WPS 작성 (영)Document24 pagesWPS 작성 (영)hunghoanglongNo ratings yet
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesFrom EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- Drilling MachineDocument30 pagesDrilling MachineMSME Technology CentreNo ratings yet
- Chapter 14.1 To 14.4,14.6Document20 pagesChapter 14.1 To 14.4,14.6Lhekha RaviendranNo ratings yet
- Welding and Casting ProcessDocument84 pagesWelding and Casting ProcessSharif OsmanNo ratings yet
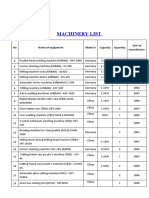
- Machinery List-1Document2 pagesMachinery List-1Hồng HạnhNo ratings yet
- Lux Level Monitoring Sheet (Year .)Document2 pagesLux Level Monitoring Sheet (Year .)Karan MalhiNo ratings yet
- Sparkonix CNC Rib Cutting ToolsDocument1 pageSparkonix CNC Rib Cutting ToolsN R SUBRAMANIAN100% (1)
- Kochi Structural PlanDocument31 pagesKochi Structural PlanGeorge Michael80% (5)
- Mega Turn 500-600Document12 pagesMega Turn 500-600weslley.luzNo ratings yet
- Hex Key DimensionsDocument7 pagesHex Key DimensionsDizzixxNo ratings yet
- SWF Sa SeriesDocument61 pagesSWF Sa SeriesJuciêr AlcântaraNo ratings yet
- Surplex Auction 3544Document73 pagesSurplex Auction 3544SantoshNo ratings yet
- HEC STD Pipe Support DWG With Mark-Up - 120914 PDFDocument209 pagesHEC STD Pipe Support DWG With Mark-Up - 120914 PDFJoselyn LiraNo ratings yet
- Section VIII DIV 2 IndexDocument12 pagesSection VIII DIV 2 IndexArupendranarayan ThakurNo ratings yet
- Chapter (4) Power Tools and Equipment (Myanmar)Document14 pagesChapter (4) Power Tools and Equipment (Myanmar)Bo GyiNo ratings yet
- 2.05 Bench Fitting To Support 206 BMDocument61 pages2.05 Bench Fitting To Support 206 BMScott TrainorNo ratings yet
- Hitachi skd61 PDFDocument12 pagesHitachi skd61 PDFHieu Nguyen MinhNo ratings yet
- Cushman Catalog Rev1Document36 pagesCushman Catalog Rev1CaryNo ratings yet
- Catalogo Trens (Tos) TornosDocument4 pagesCatalogo Trens (Tos) Tornosrodrigo_aguilar_4100% (1)
- SolidCAM PDFDocument32 pagesSolidCAM PDFPaulo FalkieviczNo ratings yet
- Errata For AWS D1.1/D1.1M:2006, Structural Welding Code-SteelDocument8 pagesErrata For AWS D1.1/D1.1M:2006, Structural Welding Code-Steeldarren84No ratings yet
- Research Paper On Lathe MachineDocument6 pagesResearch Paper On Lathe Machineafeaxlaaa100% (1)
- Manufacturing Processes IIDocument2 pagesManufacturing Processes IIAmrat PatelNo ratings yet
- MP ppt1Document224 pagesMP ppt1गिरीधर सदानंद चव्हाण100% (1)