You might also like
- Waste Heat RecoveryDocument32 pagesWaste Heat RecoveryRavi DeshmukhNo ratings yet
- Design of A Waste Heat BoilerDocument43 pagesDesign of A Waste Heat BoilerPius100% (3)
- Plant EfficiencyDocument51 pagesPlant EfficiencyknsaravanaNo ratings yet
- Co-Injection of Coal and Gas in Blast Furnaces Are There Hidden BenefitsDocument19 pagesCo-Injection of Coal and Gas in Blast Furnaces Are There Hidden Benefitsqun niuNo ratings yet
- Effect of Excess Air in Boiler OperationDocument5 pagesEffect of Excess Air in Boiler OperationGovindarajan Chandrasekaran100% (1)
- Condenser PerformanceDocument23 pagesCondenser PerformanceShambhu MehtaNo ratings yet
- Excess Air: Gas Savings CalculationDocument7 pagesExcess Air: Gas Savings CalculationsudheerpaiNo ratings yet
- Lecture 7 Waste Heat RecoveryDocument29 pagesLecture 7 Waste Heat RecoveryUsman AliNo ratings yet
- Engineering Design Guidelines Boiler Systems Rev WebDocument20 pagesEngineering Design Guidelines Boiler Systems Rev WebGerald Lim100% (1)
- Innovation For Boiler TubeDocument2 pagesInnovation For Boiler TubemasgrahaNo ratings yet
- Flue Gas Desulfurization by Jojo Basa FINALDocument40 pagesFlue Gas Desulfurization by Jojo Basa FINALJohnCarloTolibas100% (2)
- Loss Optimisation in BoilersDocument50 pagesLoss Optimisation in Boilersrashm006ranjanNo ratings yet
- Thermal Design of A Fluidized Bed Steam Boiler Using Refuse Derived Fuel (RDF) in Organic Rankine Cycle (#487643) - 612964 PDFDocument17 pagesThermal Design of A Fluidized Bed Steam Boiler Using Refuse Derived Fuel (RDF) in Organic Rankine Cycle (#487643) - 612964 PDFnemochuNo ratings yet
- Excess Air CalculationDocument11 pagesExcess Air CalculationKarthic Keyan50% (2)
- Fuel Characteristic BiomassDocument365 pagesFuel Characteristic BiomassCalvin JunNo ratings yet
- Chap 14 PDFDocument22 pagesChap 14 PDFnelson escuderoNo ratings yet
- Performance Evaluation of Air PreheaterDocument8 pagesPerformance Evaluation of Air PreheaterAndria MatthewsNo ratings yet
- Heat Recovery - EfficiencyDocument58 pagesHeat Recovery - EfficiencyEshref AlemdarNo ratings yet
- CFBC Boiler Bed MaterialDocument2 pagesCFBC Boiler Bed MaterialmkoelrealNo ratings yet
- Heat RecoveryDocument16 pagesHeat RecoveryHoàngViệtAnhNo ratings yet
- Design of Waste Heat BoilerDocument64 pagesDesign of Waste Heat BoilertelldivyaNo ratings yet
- Theory and Calculation of Heat Transfer in FurnacesFrom EverandTheory and Calculation of Heat Transfer in FurnacesRating: 3 out of 5 stars3/5 (4)
- Fans EfficiancyDocument82 pagesFans EfficiancyTamer Fathy100% (3)
- Design of CFBC BoilerDocument86 pagesDesign of CFBC Boilerhalder.kalyan88% (8)
- Waste Heat BoilerDocument2 pagesWaste Heat BoilerSharon LambertNo ratings yet
- Coal Properties and Effect On Combustion PDFDocument25 pagesCoal Properties and Effect On Combustion PDFMuhammad ArshadNo ratings yet
- Waste Heat Boiler Part 1Document56 pagesWaste Heat Boiler Part 1mulldoctor1100% (2)
- Energy Saving OpportunitiesDocument10 pagesEnergy Saving OpportunitiespetrovsvNo ratings yet
- Dew Point CorrosionDocument26 pagesDew Point CorrosionNaren C100% (2)
- Heat Balance DiagramDocument10 pagesHeat Balance DiagramJitendra Bhatia100% (3)
- BB VerticalTrayDeaerator Jan11Document16 pagesBB VerticalTrayDeaerator Jan11GHEZELASHEGHINo ratings yet
- Bubbling Fluidized Bed (BFB)Document12 pagesBubbling Fluidized Bed (BFB)Prasenjit AdakNo ratings yet
- Chemcad KilnDocument9 pagesChemcad Kilningbarragan87No ratings yet
- Basic Design of A Fluidized Bed Gasifier For Rice Husk PDFDocument8 pagesBasic Design of A Fluidized Bed Gasifier For Rice Husk PDFAnna Yunita SitompulNo ratings yet
- Air HeaterDocument44 pagesAir HeaterAtef BouabdallahNo ratings yet
- 12-Design Fundamentals of BoilerDocument12 pages12-Design Fundamentals of BoilerVishalVaishNo ratings yet
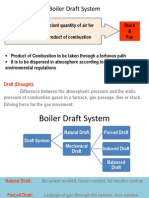
- Boiler Draft SystemDocument56 pagesBoiler Draft SystemAmit Chauhan78% (9)
- Flue Gas CalculationDocument2 pagesFlue Gas CalculationhcorpdgpNo ratings yet
- Boiler Efficiency-An AnalysisDocument18 pagesBoiler Efficiency-An AnalysisDebasish ChowdhuryNo ratings yet
- Grundfos Category Heading Grundfos Boiler Feed ManualDocument32 pagesGrundfos Category Heading Grundfos Boiler Feed ManualTasawwur TahirNo ratings yet
- Boiler Efficiency CalculationsDocument6 pagesBoiler Efficiency CalculationsRobert BarrettNo ratings yet
- Design and Analysis of Air PreheaterDocument14 pagesDesign and Analysis of Air PreheaterTJPRC Publications100% (1)
- Gravimetric Feeder For Pulvurised FuelDocument2 pagesGravimetric Feeder For Pulvurised FuelVijay KumarNo ratings yet
- Cooler DataDocument23 pagesCooler DataAmit Kumar SinghNo ratings yet
- Boiler BlowdownDocument10 pagesBoiler Blowdownmergene8889No ratings yet
- IncinerationDocument40 pagesIncinerationrivrsideNo ratings yet
- Waste Heat Boiler Deskbook PDFDocument423 pagesWaste Heat Boiler Deskbook PDFwei zhou100% (1)
- Thermal Cycles of Heat Recovery Power PlantsFrom EverandThermal Cycles of Heat Recovery Power PlantsRating: 5 out of 5 stars5/5 (2)
- Waste Heat Recovery BoilerDocument28 pagesWaste Heat Recovery BoilerNath Boyapati100% (2)
- Tespl Waste Heat Recovery BoilerDocument14 pagesTespl Waste Heat Recovery BoilerJoão Paulo VissottoNo ratings yet
- BoilersDocument162 pagesBoilersAli SarfrazNo ratings yet
- BKC On Economizer & WHRDocument56 pagesBKC On Economizer & WHRB K. ChoudhuryNo ratings yet
- Power Generation 10nDocument42 pagesPower Generation 10nnachiNo ratings yet
- Chapter 2 Boiler SystemDocument45 pagesChapter 2 Boiler SystemSurendra Louis Dupuis NaikerNo ratings yet
- Learning BoilerDocument36 pagesLearning BoilerRheza Syailendra100% (1)
- Power Plant Steam Generators: Introduction: A Two in One - Combustor and Heat ExchangerDocument42 pagesPower Plant Steam Generators: Introduction: A Two in One - Combustor and Heat ExchangerABCDNo ratings yet
- Lesson 4 Steam Generating UnitsDocument20 pagesLesson 4 Steam Generating Unitssantiago ValleNo ratings yet
- 1 HRSG ConceptDocument44 pages1 HRSG ConceptJayeshNo ratings yet
- Dump Tube DesignDocument5 pagesDump Tube DesignKarthick Velayutham100% (1)
- Boiler Auxiliaries PresentationDocument43 pagesBoiler Auxiliaries PresentationKush JaniNo ratings yet
- Improving-Variable-Speed-Pumping-Control ASHRAE ArticleDocument8 pagesImproving-Variable-Speed-Pumping-Control ASHRAE Articlejohnb1978No ratings yet
- Sitar ADocument35 pagesSitar Asaeedr337100% (1)
- 1.2.1 Explanation of Flow DiagramsDocument26 pages1.2.1 Explanation of Flow DiagramsPratik100% (1)
- ManaharwaDocument5 pagesManaharwaEngineer Reliance Sugar Pvt. Ltd.No ratings yet
- Rac MCQDocument78 pagesRac MCQSuraj TiwariNo ratings yet
- 285.004-F Quantum Operating Instructions ENDocument53 pages285.004-F Quantum Operating Instructions ENAzmor Biomedical engineeringNo ratings yet
- Duhring PlotDocument2 pagesDuhring PlotharshitNo ratings yet
- GEST 12 406 Edition 1Document55 pagesGEST 12 406 Edition 1GILBERT100% (1)
- Tespl Waste Heat Recovery BoilerDocument14 pagesTespl Waste Heat Recovery BoilerJoão Paulo VissottoNo ratings yet
- инструкцияDocument60 pagesинструкцияVladimir100% (1)
- A Study of Different Multi Effect EvaporatorsDocument4 pagesA Study of Different Multi Effect EvaporatorsdafratuffNo ratings yet
- DR Apurba Talukdar Associate ProfessorDocument15 pagesDR Apurba Talukdar Associate ProfessorApurba TalukdarNo ratings yet
- Nitro Phosphate Report Rev.02Document21 pagesNitro Phosphate Report Rev.02Hassaan AhmadNo ratings yet
- System Practices For Halocarbon Refrigerants: Refrigerant Flow RatesDocument30 pagesSystem Practices For Halocarbon Refrigerants: Refrigerant Flow RatesChristine Joy Allas RapanotNo ratings yet
- Pipe CNS 03Document59 pagesPipe CNS 03maria katherine pantojaNo ratings yet
- Cane Juice HeatingDocument85 pagesCane Juice HeatingsenaNo ratings yet
- Refrigeration and Air Conditioning - ECII - Module 4 - Jan - May - 2021Document57 pagesRefrigeration and Air Conditioning - ECII - Module 4 - Jan - May - 2021josekadaNo ratings yet
- Vapour Compression SystemDocument24 pagesVapour Compression SystemAbdullahNo ratings yet
- Air Change Load - Vapor Compression NotesDocument9 pagesAir Change Load - Vapor Compression NotesRai OlinoNo ratings yet
- Multi Effects DesalinationDocument18 pagesMulti Effects Desalinationabrar3831100% (1)
- Evaporador de Columna Ascendente - Manual-1Document44 pagesEvaporador de Columna Ascendente - Manual-1Andrea Lorenzo MartínezNo ratings yet
- CO&CCPDocument23 pagesCO&CCPApoorva RamagiriNo ratings yet
- Ballu Air Conditioner Service Manual and Error CodesDocument8 pagesBallu Air Conditioner Service Manual and Error CodesAnonymous 3xtaWlNo ratings yet
- Vehicle Air ConditioningDocument32 pagesVehicle Air ConditioningAkshay Chandel100% (2)
- Converting Seawater To Freshwater On A ShipDocument8 pagesConverting Seawater To Freshwater On A ShipMc G VANo ratings yet
- Product Catalog - YEWS Screw Chiller - EN - PUBL7578 (0315)Document7 pagesProduct Catalog - YEWS Screw Chiller - EN - PUBL7578 (0315)srmohapatra5086100% (1)
- H2 Type Direct Fire Chiller Operation ManualDocument79 pagesH2 Type Direct Fire Chiller Operation ManualPoon Yew ChanNo ratings yet
- Best Practice Guide RefrigerationDocument36 pagesBest Practice Guide Refrigerationbarelihb100% (1)
- GFL-WDA - e Spesifikais AlatDocument19 pagesGFL-WDA - e Spesifikais Alatlabkimia unisbaNo ratings yet
- A Robert Evaporator Is Used To Concentrate A 10Document8 pagesA Robert Evaporator Is Used To Concentrate A 10Scrappy WellNo ratings yet