You might also like
- Gea Screw CompressorDocument12 pagesGea Screw CompressorHoàngViệtAnhNo ratings yet
- Steam Jet Ejectors: Index DescriptionDocument18 pagesSteam Jet Ejectors: Index DescriptionMuhammad NaveedNo ratings yet
- API PLAN "11" / "61" Api Plan "11" API PLAN 11/52: by VendorDocument1 pageAPI PLAN "11" / "61" Api Plan "11" API PLAN 11/52: by VendorTien Tran Kha Tien100% (1)
- CCC Load Sharing For Parallel Compressor Networks - AN21Document6 pagesCCC Load Sharing For Parallel Compressor Networks - AN21dylan_dearing@hotmail.comNo ratings yet
- MitsubishiDocument8 pagesMitsubishiRaheem_ka67% (3)
- Process Plant Piping Maintenance RepairDocument73 pagesProcess Plant Piping Maintenance RepairMiguel Cárdenas JaramilloNo ratings yet
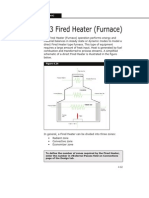
- Fired HeaterDocument28 pagesFired HeaterRapee PuaksungnoenNo ratings yet
- 0521770912conceptual DesignBDocument248 pages0521770912conceptual DesignBRoberto MartinezNo ratings yet
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Boiler Feed Pump Sizing CalculationDocument18 pagesBoiler Feed Pump Sizing CalculationArun Kumar Dey100% (2)
- CF PumpsDocument133 pagesCF PumpsNilesh GohelNo ratings yet
- Pump Control Bulletin Sundyne SunfloDocument32 pagesPump Control Bulletin Sundyne Sunflobeqs100% (1)
- Using Pinch Technology in Operations?: Zoran Milosevic, Allan Rudman and Richard Brown KBC Process Technology, UKDocument13 pagesUsing Pinch Technology in Operations?: Zoran Milosevic, Allan Rudman and Richard Brown KBC Process Technology, UKsohail1985100% (1)
- Predict Storage-Tank Heat Transfer: PreciselyDocument6 pagesPredict Storage-Tank Heat Transfer: PreciselyRuben LealNo ratings yet
- PDF Refrigeration Compressor Driver SelectionDocument27 pagesPDF Refrigeration Compressor Driver SelectionDjamel EeddinNo ratings yet
- Cryogenic DistillationDocument62 pagesCryogenic DistillationRapee Puaksungnoen100% (1)
- Barometric Leg DefinedDocument1 pageBarometric Leg DefinedHassan AssegafNo ratings yet
- P&IDDocument18 pagesP&IDhectornicolauNo ratings yet
- Stress Analysis Training - (Analysis) BY Nedunchezhiyan AnbazhaganDocument50 pagesStress Analysis Training - (Analysis) BY Nedunchezhiyan Anbazhaganchandra shekhar mishra100% (1)
- FMEA - Screw Air CompressorDocument6 pagesFMEA - Screw Air CompressorudbarryNo ratings yet
- Compressor Performance TestDocument13 pagesCompressor Performance Testdhanu_aqua100% (1)
- Pressure Drop in Pipe Fittings and Valves - Equivalent Length and Resistance CoefficientDocument9 pagesPressure Drop in Pipe Fittings and Valves - Equivalent Length and Resistance CoefficientRapee PuaksungnoenNo ratings yet
- Forced Draft Fan Sizing For Fired HeatersDocument5 pagesForced Draft Fan Sizing For Fired Heatersdlalameen4471No ratings yet
- Capital Projects Cost EstimationDocument87 pagesCapital Projects Cost EstimationRapee PuaksungnoenNo ratings yet
- Gas Compression IIDocument13 pagesGas Compression IIAnuraag MulpuriNo ratings yet
- AIGA 089 - 14 Reciprocating - Cryogenic - Pumps & Pump - Installations - Final PDFDocument19 pagesAIGA 089 - 14 Reciprocating - Cryogenic - Pumps & Pump - Installations - Final PDFmeisamNo ratings yet
- Class Example Pump Sizing-Module 5 - Sep28Document6 pagesClass Example Pump Sizing-Module 5 - Sep28Stefan De BeerNo ratings yet
- Understanding EjectorDocument6 pagesUnderstanding Ejectormrazamudinishak100% (1)
- Vacuum Pump Sizing PDFDocument1 pageVacuum Pump Sizing PDFLiem NguyenNo ratings yet
- Session 5 - Linde Hampson Process.Document7 pagesSession 5 - Linde Hampson Process.SHOBHIT KUMARNo ratings yet
- Furnace Heater DesignDocument7 pagesFurnace Heater DesignAaAaA_88No ratings yet
- Hvac AssignmentDocument9 pagesHvac AssignmentCharu GargNo ratings yet
- Advanced Process Control of A Propylene Refrigeration SystemDocument11 pagesAdvanced Process Control of A Propylene Refrigeration SystemCal100% (1)
- Nitrogen Plant Genertor CDocument8 pagesNitrogen Plant Genertor CDEVAM PATELNo ratings yet
- Section 06B - PumpsDocument62 pagesSection 06B - PumpsRajesh Kumar100% (1)
- DesuperheaterDocument14 pagesDesuperheatervon18100% (1)
- Properties of Oils and Natural GasesDocument132 pagesProperties of Oils and Natural GasesAtul Khatri100% (2)
- DGS-MU-006-Rev-1: Rotating Equipment - Minimum General RequirementsDocument70 pagesDGS-MU-006-Rev-1: Rotating Equipment - Minimum General RequirementsHalim KazdarNo ratings yet
- A03 Hydrocarbon Dew Point Control Rev 07-10Document2 pagesA03 Hydrocarbon Dew Point Control Rev 07-10Arif MokhtarNo ratings yet
- Compressor Selection Criteria: PAGE 1 of 21Document21 pagesCompressor Selection Criteria: PAGE 1 of 21Sabar KumarNo ratings yet
- Strainer YoshitakeDocument25 pagesStrainer YoshitakeMuhammad ImranNo ratings yet
- A Guideline For Design Pressure - Part 2Document4 pagesA Guideline For Design Pressure - Part 2Said Ahmed SalemNo ratings yet
- SEM-9487E Breather ValveDocument8 pagesSEM-9487E Breather ValveRexx Mexx100% (1)
- Analysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantFrom EverandAnalysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantNo ratings yet
- Design and Control of Condensate-Throttling ReboilersDocument12 pagesDesign and Control of Condensate-Throttling ReboilerscymyNo ratings yet
- Compressor Station Optimization Using Simulation-Based OptimizationDocument10 pagesCompressor Station Optimization Using Simulation-Based OptimizationAmbrish SinghNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Cti Code Tover Standard Specifi CationsDocument10 pagesCti Code Tover Standard Specifi CationsSanjeev GulatyNo ratings yet
- Process Design Documentation From Ch29 - Mihir - S HandbookDocument14 pagesProcess Design Documentation From Ch29 - Mihir - S HandbookHa LongNo ratings yet
- Reciprocating Compressor Capacity Control MethodsDocument9 pagesReciprocating Compressor Capacity Control MethodsChoo Shyan LeeNo ratings yet
- A Review On Centrifugal Compressor Design MethodsDocument3 pagesA Review On Centrifugal Compressor Design MethodsIJIRSTNo ratings yet
- Incinerator CDocument12 pagesIncinerator CArjun Shantaram ZopeNo ratings yet
- A Look at Centrifugal Pump Suction Hydraulic - Part 2Document3 pagesA Look at Centrifugal Pump Suction Hydraulic - Part 2Said Ahmed SalemNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Selection of Gas CompressorsDocument4 pagesSelection of Gas CompressorsDiegoNo ratings yet
- STC (Buffer Tank 25KL) - Calc PDFDocument4 pagesSTC (Buffer Tank 25KL) - Calc PDFAvril Rindra T PNo ratings yet
- Chemical Process ConceptionDocument66 pagesChemical Process ConceptionRapee Puaksungnoen100% (1)
- Separation of High Purity Nitrogen From Air by Pressure Swing Adsorption On Carbon Molecular SievesDocument5 pagesSeparation of High Purity Nitrogen From Air by Pressure Swing Adsorption On Carbon Molecular SievesJuan Guillermo Restrepo CanoNo ratings yet
- Comparing Boiler Efficiency Calculation MethodsDocument21 pagesComparing Boiler Efficiency Calculation Methodsวรศิษฐ์ อ๋องNo ratings yet
- Liquid Ring Vacuum Pumps & Compressors - Tech Details - Sterling Fluid Systems GroupDocument71 pagesLiquid Ring Vacuum Pumps & Compressors - Tech Details - Sterling Fluid Systems Groupsl1828100% (1)
- Navigating Pump CurvesDocument7 pagesNavigating Pump Curvescastingforge4875No ratings yet
- 3.methodology of Pressure Settings On Storage Tanks.Document10 pages3.methodology of Pressure Settings On Storage Tanks.heyheyNo ratings yet
- Process Engineers Take ControlDocument11 pagesProcess Engineers Take ControlRapee Puaksungnoen100% (1)
- Steam TrapDocument8 pagesSteam TrapSanket BandekarNo ratings yet
- System OneDocument4 pagesSystem OnerasottoNo ratings yet
- Engro Fertilizer ReportDocument46 pagesEngro Fertilizer ReportSher Muhammad100% (1)
- What Are The Types of HRSGDocument2 pagesWhat Are The Types of HRSGThiruvengadamNo ratings yet
- 2.heat-Exchangers From Ch6 - Mihir's HandbookDocument12 pages2.heat-Exchangers From Ch6 - Mihir's HandbookThế Quang LêNo ratings yet
- Ethylene Dichloride ManufacturerDocument5 pagesEthylene Dichloride Manufacturerbarus goldenNo ratings yet
- Fired Heaters - Fired Capital Equipment Key Plant ComponentsDocument4 pagesFired Heaters - Fired Capital Equipment Key Plant ComponentsReyes SanchezNo ratings yet
- N-Gas Compressor Stations Heat Recovery Analysis HedmanDocument30 pagesN-Gas Compressor Stations Heat Recovery Analysis Hedmanioan1946No ratings yet
- Guidelines For Diesel Storage and TransportDocument11 pagesGuidelines For Diesel Storage and TransportErwinApriandiNo ratings yet
- GEA Grasso Company ProfileDocument28 pagesGEA Grasso Company ProfileLuis Fernando Lopez PalaciosNo ratings yet
- Blackmer Autogas HandbookDocument32 pagesBlackmer Autogas HandbookMuhammad ImranNo ratings yet
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28From EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28No ratings yet
- Capacity Control of Reciprocating Compressors Used in Refrigerati PDFDocument9 pagesCapacity Control of Reciprocating Compressors Used in Refrigerati PDFRapee PuaksungnoenNo ratings yet
- Acoustical Modeling of Reciprocating Compressors With Stepless Unloaders PDFDocument12 pagesAcoustical Modeling of Reciprocating Compressors With Stepless Unloaders PDFRapee PuaksungnoenNo ratings yet
- Mattei Concerto SystemDocument8 pagesMattei Concerto SystemRenato García EspinosaNo ratings yet
- Technical Manual For Air-Cooled Split Ducted R22-R407C (FDXA05-202021) - MinDocument52 pagesTechnical Manual For Air-Cooled Split Ducted R22-R407C (FDXA05-202021) - MinJason NguyenNo ratings yet
- Chapter 5 BME NotesDocument16 pagesChapter 5 BME Notesgamingendless003No ratings yet
- Manual de Partes XJF-XJFDocument28 pagesManual de Partes XJF-XJFJose HernandezzNo ratings yet
- Techn-Katalog ecoGEO 2016 PDFDocument24 pagesTechn-Katalog ecoGEO 2016 PDFvericaa33No ratings yet
- Atlas Copco: Portable Compressors Xas 186 JDDocument26 pagesAtlas Copco: Portable Compressors Xas 186 JDBourenaneNo ratings yet
- MDVT v140w Drn1 CabinDocument49 pagesMDVT v140w Drn1 CabinambuenaflorNo ratings yet
- Ingersoll Rand - Xe-145F Advanced System Control PDFDocument2 pagesIngersoll Rand - Xe-145F Advanced System Control PDFFernando LeonNo ratings yet
- Original: File Name: PP - P - 1819 - R1Document61 pagesOriginal: File Name: PP - P - 1819 - R1Harish SGNo ratings yet
- SUCCESS STORY Pulse-Filter-House - Hazira - India - RE - 02-TM-621-May-2020-EN - LowDocument2 pagesSUCCESS STORY Pulse-Filter-House - Hazira - India - RE - 02-TM-621-May-2020-EN - LowdibNo ratings yet
- FDMNQ-36 + RNQ-36 (Sky Air R-410A Non Inverter)Document1 pageFDMNQ-36 + RNQ-36 (Sky Air R-410A Non Inverter)Surya LiemNo ratings yet
- Preboards 2-PipeDocument4 pagesPreboards 2-PipeBenedictVillaminPolicarpioNo ratings yet
- Product Guide Metacentre GBHiResenDocument16 pagesProduct Guide Metacentre GBHiResenNihat RustamliNo ratings yet
- SandeepDocument69 pagesSandeepsandeep kumar vishwakarmaNo ratings yet
- Sensor Failure Detection For Jet Engines: Nasa 101396Document44 pagesSensor Failure Detection For Jet Engines: Nasa 101396Morgen GumpNo ratings yet
- Op Manual AU42NAIBEADocument149 pagesOp Manual AU42NAIBEAzzzzbobzzzz5504No ratings yet
- Reciprocating Compressors: Unique Solutions For Outstanding PerformanceDocument12 pagesReciprocating Compressors: Unique Solutions For Outstanding PerformancePradeeoNo ratings yet
- Supercharger & Turbocharger: Bapuji Institute of Engineering and TechnologyDocument21 pagesSupercharger & Turbocharger: Bapuji Institute of Engineering and TechnologyB Bala Venkata GaneshNo ratings yet
- AlertDocument14 pagesAlertVikrant RajputNo ratings yet
- Steam Turbine Solutions Steam Turbine SolutionsDocument8 pagesSteam Turbine Solutions Steam Turbine SolutionsramakantinamdarNo ratings yet
- UNIT-IV Pneumatic System & It's Components Marks 14Document14 pagesUNIT-IV Pneumatic System & It's Components Marks 14Chaitanya YengeNo ratings yet
- PIC MG-Aguaytia PP GT11 C5 2014 Insp. Final Report Rev00Document39 pagesPIC MG-Aguaytia PP GT11 C5 2014 Insp. Final Report Rev00Jeyson ReynosoNo ratings yet