You might also like
- Tube Pressure CalculatorDocument4 pagesTube Pressure CalculatorRay FaiersNo ratings yet
- STRESS STRAIN MODEL V2 - AluminumDocument11 pagesSTRESS STRAIN MODEL V2 - AluminumRay FaiersNo ratings yet
- Hallstar Stresscracking Resistance of PolycarbonateDocument9 pagesHallstar Stresscracking Resistance of PolycarbonateRay FaiersNo ratings yet
- Material Data Sheet: Tufnol WhaleDocument3 pagesMaterial Data Sheet: Tufnol WhaleRay FaiersNo ratings yet
- The Materials Analyst, Part 23 - Stress Cracking - How To Avoid This KillDocument4 pagesThe Materials Analyst, Part 23 - Stress Cracking - How To Avoid This KillRay FaiersNo ratings yet
- Annealing - Chemical TestDocument6 pagesAnnealing - Chemical TestRay FaiersNo ratings yet
- Guide To AnnealingDocument3 pagesGuide To AnnealingRay FaiersNo ratings yet
- Circlip Data PDFDocument6 pagesCirclip Data PDFRay FaiersNo ratings yet
- Solidworks Non Linear Tips and TricksDocument1 pageSolidworks Non Linear Tips and TricksRay FaiersNo ratings yet
- Analysis of Polycarbonate Stress Cracking and Cleaning Solvent Compatibility With Telephone Components Such As Terminal Blocks and ConnectionsDocument3 pagesAnalysis of Polycarbonate Stress Cracking and Cleaning Solvent Compatibility With Telephone Components Such As Terminal Blocks and ConnectionsRay FaiersNo ratings yet
- vs2 Speciality Products Catalogue Lo Res PDFDocument71 pagesvs2 Speciality Products Catalogue Lo Res PDFRay FaiersNo ratings yet
- Zero PivotDocument5 pagesZero PivotRay FaiersNo ratings yet
- LS-PrePost Intro 2016Document138 pagesLS-PrePost Intro 2016Ray FaiersNo ratings yet
- CMI Level 7 ExamplesDocument8 pagesCMI Level 7 ExamplesRay FaiersNo ratings yet
- Zyg Anodic Index PDFDocument3 pagesZyg Anodic Index PDFRay FaiersNo ratings yet
- Ta Elastomer Cure DatesDocument3 pagesTa Elastomer Cure DatesRay FaiersNo ratings yet
- ANSYS ConvergenceDocument24 pagesANSYS ConvergenceRay FaiersNo ratings yet
- CorrectionsDocument1 pageCorrectionsRay FaiersNo ratings yet
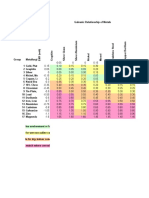
- Galvanic Relationship of MetalsDocument2 pagesGalvanic Relationship of MetalsRay FaiersNo ratings yet
- What Is The Singularity Elimination FactorDocument2 pagesWhat Is The Singularity Elimination FactorRay FaiersNo ratings yet
- Asme - Stress Classification Lines Straight Through SingularitiesDocument10 pagesAsme - Stress Classification Lines Straight Through SingularitiesRay FaiersNo ratings yet
- ANSYS Fluent Theory GuideDocument814 pagesANSYS Fluent Theory GuideEnrique Flores100% (2)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Gravimetric Calibration Testing Pova Iso8655 White Paper en 1 DataDocument7 pagesGravimetric Calibration Testing Pova Iso8655 White Paper en 1 DataJhon David VillanuevaNo ratings yet
- Proposal FormatDocument5 pagesProposal FormatWahyudin AzizNo ratings yet
- MKT-501 Consumer Behavior Course Specification Fall-2019-20Document11 pagesMKT-501 Consumer Behavior Course Specification Fall-2019-20Usama Ch100% (1)
- KAPS Exam Info Pack (Feb2019) PDFDocument7 pagesKAPS Exam Info Pack (Feb2019) PDFadilNo ratings yet
- Imation Swivel USB 2.0 Flash Drive Imation Drive Manager SoftwareDocument19 pagesImation Swivel USB 2.0 Flash Drive Imation Drive Manager SoftwarejadaleerigneyNo ratings yet
- Correlation and Regression - The Simple CaseDocument106 pagesCorrelation and Regression - The Simple CaseYob Ynnos100% (2)
- Writing A ReportDocument3 pagesWriting A Report이종훈No ratings yet
- Cosmic Patrol - Catalyst Game Labs - Core RulebookDocument140 pagesCosmic Patrol - Catalyst Game Labs - Core Rulebooky9x8c7v6b5n343% (7)
- Sample Logic OBE SyllabuseditedDocument7 pagesSample Logic OBE SyllabuseditedDea AlviorNo ratings yet
- Quectel GSM SMS Application Note V1.1Document51 pagesQuectel GSM SMS Application Note V1.1Narendra NarenNo ratings yet
- Media Influence EssayDocument2 pagesMedia Influence Essayezmsdedp100% (3)
- Softbank Next 30-Year Vision PDFDocument133 pagesSoftbank Next 30-Year Vision PDFsimranjyotsuri7646No ratings yet
- 9780545248853Document97 pages9780545248853Edward Conal0% (1)
- CNS 200W en StudentManual v03Document388 pagesCNS 200W en StudentManual v03Luciano FilhoNo ratings yet
- Oracle 19c ExamDocument4 pagesOracle 19c ExamgouthamlabsNo ratings yet
- Psycho PhiloDocument7 pagesPsycho PhiloInsekto BitesNo ratings yet
- Lecture 8 SlidesDocument46 pagesLecture 8 Slidesryan gohNo ratings yet
- Lessons Learned PDFDocument27 pagesLessons Learned PDFJemi JollyNo ratings yet
- Resume Nitish Pandey ExtDocument3 pagesResume Nitish Pandey Extni19ti82shNo ratings yet
- Pakistan Halal Authority (Pha) Ministry of Science and TechnologyDocument1 pagePakistan Halal Authority (Pha) Ministry of Science and TechnologyHackers. comNo ratings yet
- Assign Chap 2 Version 2Document4 pagesAssign Chap 2 Version 2Rashiqah RazlanNo ratings yet
- FRN 1010 Reflection PDFDocument1 pageFRN 1010 Reflection PDFMary AndrusNo ratings yet
- Barly WicaksonoDocument3 pagesBarly WicaksonoBarly WicaksonoNo ratings yet
- WeightDocument1 pageWeightRaluca MuresanNo ratings yet
- Emergent Models of Change - GRP Assignment - ENT StudiesDocument20 pagesEmergent Models of Change - GRP Assignment - ENT StudiesRajNo ratings yet
- Peace MuralDocument24 pagesPeace MuralMWWNo ratings yet
- The German eID-Card by Jens BenderDocument42 pagesThe German eID-Card by Jens BenderPoomjit SirawongprasertNo ratings yet
- Post StructuralismDocument26 pagesPost StructuralismnatitvzandtNo ratings yet
- Andrew Miller at UIUCDocument2 pagesAndrew Miller at UIUClamxung123No ratings yet
- Annexure-I (M) Pharmacy Council of India: (SIF-E)Document14 pagesAnnexure-I (M) Pharmacy Council of India: (SIF-E)ManKapNo ratings yet