You might also like
- Model Studies On Mixers in The Viscous Flow Region: Chemical 1967, 1689-1699Document12 pagesModel Studies On Mixers in The Viscous Flow Region: Chemical 1967, 1689-1699HectorNo ratings yet
- Vectrabr eDocument80 pagesVectrabr enseminar100% (1)
- Chapter 1 Extrusion TechnologyDocument46 pagesChapter 1 Extrusion TechnologychaudharymeelNo ratings yet
- Casting DefectDocument5 pagesCasting DefectSaurabhNo ratings yet
- Blowmolding 120209032429 Phpapp01Document16 pagesBlowmolding 120209032429 Phpapp01luan_baNo ratings yet
- Rubber Injection-MouldingDocument25 pagesRubber Injection-MouldingRikki MalhotraNo ratings yet
- 7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxDocument8 pages7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxGiap NguyenNo ratings yet
- Compression Molding and Injection MoldDocument23 pagesCompression Molding and Injection MoldKodhansNo ratings yet
- 7 Points That Must Be Considered in Plastic Injection MoldingDocument10 pages7 Points That Must Be Considered in Plastic Injection MoldingGiap NguyenNo ratings yet
- Mouliding Defects and RemediesDocument8 pagesMouliding Defects and RemediesMatta SatishNo ratings yet
- Routsis Injection Molding ReferenceDocument176 pagesRoutsis Injection Molding ReferenceRupesh PillaiNo ratings yet
- Shrinkage and Distortion CalculationDocument4 pagesShrinkage and Distortion CalculationRajendra Kumar SharmaNo ratings yet
- Setting Process ConditionsDocument10 pagesSetting Process ConditionszaldsonNo ratings yet
- shinEtsuRubber PDFDocument12 pagesshinEtsuRubber PDFAmier FaudziNo ratings yet
- Injection Molding:: The Art of Making Plastic PartsDocument22 pagesInjection Molding:: The Art of Making Plastic PartsJason Penang100% (1)
- Computer-Aided Casting Design and Simulation PDFDocument9 pagesComputer-Aided Casting Design and Simulation PDFmonish KrishnaNo ratings yet
- PBT-010 CelanesePolyesterTechTG AM 0613Document80 pagesPBT-010 CelanesePolyesterTechTG AM 0613vikeshm100% (1)
- Buyers Guide To Injection MoldsDocument20 pagesBuyers Guide To Injection MoldsnadoNo ratings yet
- Injection MouldingDocument7 pagesInjection MouldingAzizol WahabNo ratings yet
- Injection Molding Scrap ReductionDocument57 pagesInjection Molding Scrap ReductionkggganiNo ratings yet
- PC Makrolon 2405 - 2407 - 2456-DatasheetDocument4 pagesPC Makrolon 2405 - 2407 - 2456-DatasheetNhox Xu0% (1)
- Weld Line Defect Analysis and TroubleshootingDocument4 pagesWeld Line Defect Analysis and TroubleshootingJackie LeeNo ratings yet
- Conformal CoolingDocument19 pagesConformal CoolingskumaranspNo ratings yet
- Troubleshooting Guide For Injection MoldingDocument27 pagesTroubleshooting Guide For Injection MoldingMohamedNo ratings yet
- Cleaning ScrewsDocument6 pagesCleaning ScrewsRodolfoAntonioLeónCárdenasNo ratings yet
- Threaded Fasteners For PlasticsDocument44 pagesThreaded Fasteners For Plasticsgajendran444No ratings yet
- CH 19 Plastics and Composite Materials1Document28 pagesCH 19 Plastics and Composite Materials1Cham AmirruddinNo ratings yet
- Injection Moulding SlidesDocument29 pagesInjection Moulding Slideszulkefli-abdullah-8044No ratings yet
- Guide To Polyolefin Injection Molding 5979Document50 pagesGuide To Polyolefin Injection Molding 5979brijeshmaurya2100% (1)
- Six Sigma Methodology For Analysing & Removing Defects in Plastic Moulding by Injection Moulding MachineDocument6 pagesSix Sigma Methodology For Analysing & Removing Defects in Plastic Moulding by Injection Moulding MachineAdvanced Research PublicationsNo ratings yet
- Injection Moulding: Corporate Training and PlanningDocument155 pagesInjection Moulding: Corporate Training and PlanningGhazouNo ratings yet
- Frank Fischer - Injection MoldingDocument12 pagesFrank Fischer - Injection MoldingStarchyLittleOleMeNo ratings yet
- CV Cipet Production NewDocument4 pagesCV Cipet Production NewKamlesh KumarNo ratings yet
- Ramachandra Tool RoomDocument5 pagesRamachandra Tool RoomprabuNo ratings yet
- Defect Minimizing Control of Low Pressure Die CastingDocument228 pagesDefect Minimizing Control of Low Pressure Die CastingMostafaNo ratings yet
- Troubleshooting Injection MouldingDocument140 pagesTroubleshooting Injection MouldingFernando Angiolini100% (1)
- Plastic Injection Molding PDFDocument36 pagesPlastic Injection Molding PDFkamelNo ratings yet
- Isostatic PressingDocument39 pagesIsostatic PressingBala SundaramNo ratings yet
- Heat Treatment of Al-Si-Cu-Mg Casting AlloysDocument60 pagesHeat Treatment of Al-Si-Cu-Mg Casting AlloysRocio LopezNo ratings yet
- Injection MouldingDocument33 pagesInjection MouldingArpit S SavarkarNo ratings yet
- Design and Fabrication of Injection Moulding Machine-Mechanical ProjectDocument4 pagesDesign and Fabrication of Injection Moulding Machine-Mechanical ProjectUr FriendNo ratings yet
- LCP-027 VectraLCPDesignGuideTG AM 0613Document80 pagesLCP-027 VectraLCPDesignGuideTG AM 0613Evert100% (1)
- Top Injection Molding Problems and Their CountermeasuresDocument7 pagesTop Injection Molding Problems and Their CountermeasuresNaixt CabudzNo ratings yet
- Part and Mold Design Guide (2005)Document174 pagesPart and Mold Design Guide (2005)dlstoneNo ratings yet
- Total Productive Maintenance: by L Bhargava C Ravi Rakesh Gupta RavvaDocument72 pagesTotal Productive Maintenance: by L Bhargava C Ravi Rakesh Gupta RavvaManikyala RaoNo ratings yet
- BM1 ProcessDocument55 pagesBM1 Processeduardo_umNo ratings yet
- PultrusionDocument17 pagesPultrusionsyamlokNo ratings yet
- Advantages of LPDCDocument2 pagesAdvantages of LPDCSuhas KrishnaNo ratings yet
- Jimma Institute of Technology: Product Design Unit II: Assembly and JoiningDocument10 pagesJimma Institute of Technology: Product Design Unit II: Assembly and JoiningfayzaNo ratings yet
- Improving NPI Process Effectivness Using Lean ThinkingDocument32 pagesImproving NPI Process Effectivness Using Lean ThinkingjesusmemNo ratings yet
- Molding Machine & MoldingDocument24 pagesMolding Machine & MoldingJyoti KaleNo ratings yet
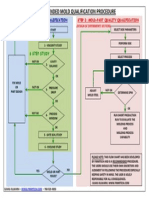
- Mold Qualification FLowchart - FIMMTECH INCDocument1 pageMold Qualification FLowchart - FIMMTECH INCCuco Martinez100% (1)
- Fundamentals of Extrusion: © 2000 ASM International. All Rights Reserved. Aluminum Extrusion Technology (#06826G)Document29 pagesFundamentals of Extrusion: © 2000 ASM International. All Rights Reserved. Aluminum Extrusion Technology (#06826G)robertNo ratings yet
- Is The Process by Which A Block/billet of Metal Is Reduced in Cross Section by Forcing It To Flow Through A Die Orifice Under High PressureDocument22 pagesIs The Process by Which A Block/billet of Metal Is Reduced in Cross Section by Forcing It To Flow Through A Die Orifice Under High Pressureወይኩን ፍቃድከNo ratings yet
- Extrusion KM2833-20190917035934Document94 pagesExtrusion KM2833-20190917035934Sajjad0% (1)
- Extrusion ProcessesDocument6 pagesExtrusion ProcessesSreejith VaneryNo ratings yet
- Module 3 Lecture 3 FinalDocument15 pagesModule 3 Lecture 3 Finaltejap314No ratings yet
- ExtrusionDocument5 pagesExtrusionklawsis100% (1)
- Module 5 Extrusion Lecture 1Document10 pagesModule 5 Extrusion Lecture 1Ashrav GuptaNo ratings yet
- ExtrusionDocument9 pagesExtrusionOdebiyi StephenNo ratings yet
- Air ConditioningDocument5 pagesAir ConditioningDC1234No ratings yet
- F KS3 Walking Water WorksheetDocument8 pagesF KS3 Walking Water Worksheetชาเย็น เย็นชาNo ratings yet
- ME Laboratory 1 - Experiment No. 01Document4 pagesME Laboratory 1 - Experiment No. 01Gabriel Angelo AbrauNo ratings yet
- ESCODocument8 pagesESCObravistNo ratings yet
- Me610 ProjectDocument26 pagesMe610 Projectwaterloo1100% (1)
- Taylor and The Foundations of Modern Soil MechanicsDocument23 pagesTaylor and The Foundations of Modern Soil MechanicsFederico MontesverdesNo ratings yet
- Media PDFDocument355 pagesMedia PDFVishal Nair0% (1)
- Voltage Stability Improvement Using Static Var Compensator in Power SystemsDocument6 pagesVoltage Stability Improvement Using Static Var Compensator in Power SystemsKiran Kumar BsNo ratings yet
- Komatsu Coolant High-Performance Long-Life Coolant With Low Impact On Global EnvironmentDocument7 pagesKomatsu Coolant High-Performance Long-Life Coolant With Low Impact On Global EnvironmentTopo SusiloNo ratings yet
- Coduri Defectiuni Auto EngDocument15 pagesCoduri Defectiuni Auto EngNicu TerciuNo ratings yet
- Spur Gears Component GeneratorDocument4 pagesSpur Gears Component GeneratorJuan LopezNo ratings yet
- Hai Et Al - 2013Document10 pagesHai Et Al - 2013Taka MuraNo ratings yet
- Reinforced Concrete Design: (CIVL 3320)Document4 pagesReinforced Concrete Design: (CIVL 3320)taiman chanNo ratings yet
- Statics & Resolving Forces 2 MSDocument8 pagesStatics & Resolving Forces 2 MSelsieNo ratings yet
- PHY 1103 - Electric PotentialDocument32 pagesPHY 1103 - Electric Potentialkuber bdNo ratings yet
- Wu-Abuaf-1981Study of Nonequilibrium Flashing... v2Document170 pagesWu-Abuaf-1981Study of Nonequilibrium Flashing... v2hamed0% (1)
- BartrackerDocument6 pagesBartrackerJorge MuñozNo ratings yet
- Fundamentals of CFDDocument276 pagesFundamentals of CFDSainath SatishNo ratings yet
- NPC Vs NPPDocument8 pagesNPC Vs NPPkanggg_ku3014No ratings yet
- High Performance Liquid ChromatographyDocument22 pagesHigh Performance Liquid ChromatographyRenita NovianiNo ratings yet
- 1 Primary Recovery Drive Mechanisms PDFDocument37 pages1 Primary Recovery Drive Mechanisms PDFmd khatriNo ratings yet
- Calculating Settle Out PressureDocument4 pagesCalculating Settle Out PressureVarada Radjou CNo ratings yet
- Steps Into Calculus Finding Stationary PointsDocument6 pagesSteps Into Calculus Finding Stationary PointsRakib RashidNo ratings yet
- XI PowerlessDocument4 pagesXI Powerlessfato.imran99No ratings yet
- E2 Hydraulic Tube FittingsDocument216 pagesE2 Hydraulic Tube FittingsTowerNo ratings yet
- Jones Matrix Method For Predicting and Optimizing The Optical ModulationDocument7 pagesJones Matrix Method For Predicting and Optimizing The Optical ModulationStephany SantosNo ratings yet
- Wood Introduction and FlexureDocument44 pagesWood Introduction and FlexureGundamNo ratings yet
- Horizontal Shear Stress in BeamDocument22 pagesHorizontal Shear Stress in BeamMohd Shafiq100% (1)
- Assignment With AnswersDocument4 pagesAssignment With AnswersJasdeep SinghNo ratings yet