Mechanical Measurements Prof. S. P.
Venkateshan
Indian Institute of Technology Madras
Sub Module 1.6
6. Design of experiments
Goal of experiments:
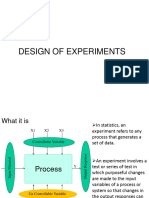
Experiments help us in understanding the behavior of a (mechanical)
system
Data collected by systematic variation of influencing factors helps us to
quantitatively describe the underlying phenomenon or phenomena
The goal of any experimental activity is to get the maximum information
about a system with the minimum number of well designed experiments. An
experimental program recognizes the major factors that affect the outcome of
the experiment. The factors may be identified by looking at all the quantities that
may affect the outcome of the experiment. The most important among these
may be identified using a few exploratory experiments or from past experience
or based on some underlying theory or hypothesis. The next thing one has to
do is to choose the number of levels for each of the factors. The data will be
gathered for these values of the factors by performing the experiments by
maintaining the levels at these values.
Suppose we know that the phenomena being studied is affected by the
pressure maintained within the apparatus during the experiment. We may
identify the smallest and the largest possible values for the pressure based on
experience, capability of the apparatus to withstand the pressure and so on.
Even though the pressure may be varied continuously between these limits, it
Mechanical Measurements Prof. S. P. Venkateshan
Indian Institute of Technology Madras
is seldom necessary to do so. One may choose a few values within the identified
range of the pressure. These will then be referred to as the levels.
Experiments repeated with a particular set of levels for all the factors
constitute replicate experiments. Statistical validation and repeatability concerns
are answered by such replicate data.
In summary an experimental program should address the following issues:
Is it a single quantity that is being estimated or is it a trend involving more
than one quantity that is being investigated?
Is the trend linear or non-linear?
How different are the influence coefficients?
What does dimensional analysis indicate?
Can we identify dimensionless groups that influence the quantity or
quantities being measured
How many experiments do we need to perform?
Do the factors have independent effect on the outcome of the experiment?
Do the factors interact to produce a net effect on the behavior of the
system?
Mechanical Measurements Prof. S. P. Venkateshan
Indian Institute of Technology Madras
Full factorial design:
A full factorial design of experiments consists of the following:
Vary one factor at a time
Perform experiments for all levels of all factors
Hence perform a large number of experiments that are needed!
All interactions are captured (as will be shown later)
Consider a simple design for the following case:
Let the number of factors = k
Let the number of levels for the i
th
factor = n
i
The total number of experiments (n) that need to be performed is
k
i
i 1
n n
=
= .
If k = 5 and number of levels is 3 for each of the factors the total number of
experiments to be performed in a full factorial design is
5
3 243 = .
2
k
factorial design:
Consider a simple example of a 2
k
factorial design. Each of the k factors
is assigned only two levels. The levels are usually High = 1 and Low = -1. Such
a scheme is useful as a preliminary experimental program before a more
ambitious study is undertaken. The outcome of the 2
k
factorial experiment will
help identify the relative importance of factors and also will offer some knowledge
about the interaction effects. Let us take a simple case where the number of
factors is 2. Let these factors be
A
x and
B
x . The number of experiments that
may be performed is 4 corresponding to the following combinations:
Mechanical Measurements Prof. S. P. Venkateshan
Indian Institute of Technology Madras
Experiment No.
A
x
B
x
1 +1 +1
2 -1 +1
3 +1 -1
4 -1 -1
Let us represent the outcome of each experiment to be a quantity y. Thus
1
y will represent the outcome of experiment number 1 with both factors having
their High values,
2
y will represent the outcome of the experiment number 2
with the factor A having the Low value and the factor B having the High
value and so on. The outcome of the experiments may be represented as the
following matrix:
A
x
B
x +1 -1
+1
1
y
3
y
-1
2
y
4
y
A simple regression model that may be used can have up to four
parameters. Thus we may represent the regression equation as
0 A A B B AB A B
y p p x p x p x x = + + + (48)
The ps are the parameters that are determined by using the outcome
matrix by the simultaneous solution of the following four equations:
0 A B AB 1
0 A B AB 2
0 A B AB 3
0 A B AB 4
p p p p y
p p p p y
p p p p y
p p p p y
+ + + =
+ =
=
+ =
(49)
Mechanical Measurements Prof. S. P. Venkateshan
Indian Institute of Technology Madras
Figure 14 Interpretation of 2
2
factorial experiment
It is easily seen that the parameter
0
p is simply the mean value of y that
is obtained by putting
A B
x x 0 = = corresponding to the mean values for the
factors. Equation (49) expresses the fact that the outcome may be interpreted as
shown in Figure 14.
It is thus seen that the values of y-
0
p at the corners of the square indicate
the deviations from the mean value and hence the mean of the square of these
deviations (we may divide the sum of the squares with the number of degrees of
freedom = 3) is the variance of the sample data collected in the experiment.
The influence of the factors may then be gauged by the contribution of each term
to the variance. These ideas will be brought out by example 13.
Mechanical Measurements Prof. S. P. Venkateshan
Indian Institute of Technology Madras
Example 13
A certain process of finishing a surface involves a machine. The machine
has two speed levels
A
x and the depth of cut
B
x may also take on two values.
The two values are assigned +1 and -1 as explained in the case of 2
2
factorial
experiment. The outcome of the process is the surface finish y that may have a
value between 1 (the worst) to 10 (the best). A 2
2
factorial experiment was
performed and the following matrix gives the results:
A
x
B
x +1 -1
+1 3.5 1.5
-1 8.2 2
Determine the regression parameters and comment on the results. The
regression model given in equation (48) is made use of. The four simultaneous
equations for the regression parameters are given by
0 A B AB
0 A B AB
0 A B AB
0 A B AB
p p p p 3.5.....(i)
p p p p 1.5.....(ii)
p p p p 8.2.....(iii)
p p p p 2........(iv)
+ + + =
+ =
=
+ =
If we add the four equations and divide by 4 we get the
parameter
o
3.5 1.5 8.2 2 15.2
p 3.8
4 4
+ + +
= = = . (i)-(ii)+(iii)-(iv) yields the value of
parameter
A
3.5 1.5 8.2 2 8.2
p 2.05
4 4
+
= = = . (i)+(ii)-(iii)-(iv) yields the value of
parameter
B
3.5 1.5 8.2 2 5.2
p 1.3
4 4
= = = . Finally (i)-(ii)-(iii)+(iv) yields the
Mechanical Measurements Prof. S. P. Venkateshan
Indian Institute of Technology Madras
value of parameter
AB
3.5 1.5 8.2 2 4.2
p 1.05
4 4
+
= = = . Thus the regression
equation based on the experiments is
A B A B
y 3.8 2.05x 1.3x 1.05x x = +
The deviation with respect to the mean is obviously given by
A B A B
d y 3.8 2.05x 1.3x 1.05x x = =
It may be verified that the total sum of squares (SST) of the deviations is given by
( ) ( )
( )
2 2 2 2 2 2
A B AB
SST 4 p p p 4 2.05 1.3 1.05
4 4.2025 1.69 1.1025 4 6.995 27.98
= + + = + +
= + + = =
The sample variance is thus given by
2
y
SST 27.98
s 9.33
n 1 3
= =
Contributions to the sample variance are given by 4 times the square of
the respective parameter and hence we also have
SSA 4 4.2025 16.81
SSB 4 1.69 6.76
SSAB 4 1.1025 4.41
= =
= =
= =
Mechanical Measurements Prof. S. P. Venkateshan
Indian Institute of Technology Madras
Here SSA means the sum of squares due to variation in level of
A
x and
so on. The relative contributions to the sample variance are represented as
percentage contributions in the following table:
Contribution % Contribution
SST 27.98 100
SSA 16.81 60.08
SSB 6.76 24.16
SSC 4.41 15.76
Thus the dominant factor is the machine speed followed by the depth of
cut and lastly the interaction effect. In this example all these have significant
effects and hence a full factorial experiment is justified.
More on full factorial design
We like to generalize the ideas described above in what follows.
Extension to larger number of factors as well as larger number of levels would
then be straight forward. Let the High and Low levels be represented by + an
respectively. In the case of 2
2
factorial experiment design the following will hold:
A
x
B
x
A B
x x
Row vector 1 + + +
Row vector 2 + - -
Row vector 3 - + -
Row vector 4 - - +
Column sum 0 0 0
Column sum of squares 4 4 4
Mechanical Measurements Prof. S. P. Venkateshan
Indian Institute of Technology Madras
We note that the product of any two columns is zero. Also the column
sums are zero. Hence the three columns may be considered as vectors that
form an orthogonal set. In fact while calculating the sample variance earlier
these properties were used without being spelt out.
Most of the time it is not possible to conduct that many experiments! The
question that is asked is: Can we reduce the number of experiments and yet get
an adequate representation of the relationship between the outcome of the
experiment and the variation of the factors? The answer is in general yes. We
replace the full factorial design with a fractional factorial design. In the
fractional factorial design only certain combinations of the levels of the factors
are used to conduct the experiments. This ploy helps to reduce the number of
experiments. The price to be paid is that all interactions will not be resolved.
Consider again the case of 2
2
factorial experiment. If the interaction term
A B
x x is small or assumed to be small only three regression coefficients
0 A B
p ,p ,p will be important. We require only three experiments such that the
four equations reduce to only three equations corresponding to the three
experimental data that will be available. They may be either:
0 A B 1
0 A B 2
0 A B 3
p p p y
p p p y
p p p y
+ + =
+ =
+ =
(50)
Or
0 A B 1
0 A B 2
0 A B 4
p p p y
p p p y
p p p y
+ + =
+ =
=
(51)
Mechanical Measurements Prof. S. P. Venkateshan
Indian Institute of Technology Madras
depending on the choice of the row vectors in conducting the experiments.
In this simple case of two factors the economy of reducing the number of
experiments by one may not be all that important. However it is very useful to go
in for a fractional factorial design when the number of factors is large and when
we expect some factors or interactions between some factors to be unimportant.
Thus fractional factorial experiment design is useful when main effects dominate
with interaction effects being of lower order. Also we may always do more
experiments if necessitated by the observations.
One half factorial design:
Figure 15 Three factors system with two levels. All possible values are
given by the corners of the cube.
B C
A
a'b'c' a
a'
abc
b'
b
c
c'
Mechanical Measurements Prof. S. P. Venkateshan
Indian Institute of Technology Madras
For a system with k factors and 2 levels the number of experiments in a
full factorial design will be 2
k
. For example, if k=3, this number works out to be
2
3
=8. The eight values of the levels would correspond to the corners of a cube
as represented by Figure 15. A half factorial design would use 2
k-1
experiments.
With k=3 this works out to be 2
2
=4. The half factorial design would cut the
number of experiments by half. In the half factorial design we would have to
choose half the number of experiments and they should correspond to four of the
eight corners of the cube. We may choose the corners corresponding to a, b, c
and abc as one possible set. This set will correspond to the following:
Point
A
x
B
x
C
x
a + - -
b - + -
c - - +
abc + + +
We notice at once that the three column vectors are orthogonal. Also the
points are obtained by requiring that the projection on to the left face of the cube
gives a full factorial design of type 2
2
. It is easily seen that we may also use the
corners a, b, c and abc to get a second possible half factorial design. This is
represented by the following:
Mechanical Measurements Prof. S. P. Venkateshan
Indian Institute of Technology Madras
Point
A
x
B
x
C
x
a + + -
b + - +
c - + +
abc - - -
In each of these cases we need to perform only 4 experiments. Let us
look at the consequence of this. For this purpose we make the following table
corresponding to the a, b, c, abc case.
Point
A
x
B
x
C
x
A B
x x
A C
x x
B C
x x
A B C
x x x
a + - - - - + +
b - + - - + - +
c - - + + - - +
abc + + + + + + +
Column No. 1 2 3 4 5 6 7
Notice that Column vector 1 is identical to the column vector 6. We say
that these two are aliases. Similarly the column vectors 2-5 and column
vectors 3-4 form aliases. Let us look at the consequence of these.
The most general regression model that can be used to represent the
outcome of the full factorial experiment would be
Mechanical Measurements Prof. S. P. Venkateshan
Indian Institute of Technology Madras
0 A A B B C C AB A B AC A C ABC A B C
y p p x p x p x p x x p x x p x x x = + + + + + + (52)
There are eight regression coefficients and the eight experiments in the
full factorial design would yield all these coefficients. However we now have only
four experiments and hence only four regression coefficients may be resolved.
By looking at the procedure used earlier in solving the equations for the
regression coefficients, it is clear that it is not possible to obtain the coefficients
that form an alias pair. For example, it is not possible to resolve
A
p and
BC
p .
These two are said to be confounded. The student may verify that the
following are confounded:
B
p and
AC
p ,
A
p and
BC
p ,
C
p and
AB
p ,
0
p and
ABC
p . The
consequence of this is that the best regression we may propose is
0 A A B B C C
y p p x p x p x = + + + (53)
All interaction effects are unresolved and we have only the primary effects
being accounted for. The regression model is indeed a linear model! The
student may perform a similar analysis with the second possible half factorial
design and come to the same conclusion.
Generalization:
Consider a 2
k
full factorial design. The number of experiments will be 2
k
.
These experiments will resolve k main effects,
k
C
2
- 2 factor interactions,
k
C
3
- 3
factor interactions,.,
k
C
k-1
(k-1)
interactions and 1 - k interactions. (if k=5,
say, these will be 5 main effects, 10 2 factor interactions, 10 3 factor
interactions, 5 4 factor interactions and 1 5 factor interaction).
Mechanical Measurements Prof. S. P. Venkateshan
Indian Institute of Technology Madras
More on simple design:
We now look at other ways of economizing on the number of experimental runs
required to understand the behavior of systems. We take a simple example of
characterizing the frictional pressure drop in a tube. A typical experimental set
up will look like the one shown in Fig. 16.
The factors that influence the pressure drop (measured with a differential
pressure gage) between stations 1 and 2 may be written down as:
1. Properties of the fluid flowing in the tube: Density , the fluid viscosity
(two factors)
2. Geometric parameters: Pipe diameter D, Distance between the two
stations L and the surface roughness parameter (zero for smooth pipe
and non-zero positive number for a rough pipe). (two or three factors)
3. Fluid velocity V (one factor)
Figure 16 Schematic of an experimental set up for friction factor measurement in
pipe flow
L
Diameter D
Pipe inner surface qualifier-
Smooth/rough
p
Station
1
Station
2
Flow
Velocity V
Mechanical Measurements Prof. S. P. Venkateshan
Indian Institute of Technology Madras
The total number of factors that may influence the pressure drop p is thus equal
to 5 factors in the case of a smooth pipe and 6 factors in the case of a rough
pipe. The student can verify that a full factorial design with two levels would
require a total of 32 or 64 experiments. In practice the velocity of the fluid in the
pipe may vary over a wide range of values. The fluid properties may be varied
by changing the fluid or by conducting the experiment at different pressure and
temperature levels! The diameter and length of the pipe may indeed vary over a
very wide range. If one were to go for a simple design the number of factors and
the levels are very large and it would be quite impossible to perform the required
number of experiments.
The question now is: How are we going to design the experimental scheme?
How do we conduct a finite number of experiments and yet get enough
information to understand the outcome of the measurement? We look for the
answer in dimensional analysis (the student would have learnt this from
his/her course in Fluid Mechanics), for this purpose. Dimensional analysis, in
fact, indicates that the outcome of the experiment may be represented by a
simple relationship of the form
= (54)
The student may verify that both the left hand side quantity and the quantity
within the bracket on the right hand side are non-dimensional. This means both
are pure numbers! The f outside the bracketed term on the right hand side
indicates a functional relation. In Fluid Mechanics parlance is known as the
Mechanical Measurements Prof. S. P. Venkateshan
Indian Institute of Technology Madras
Euler number and is known as the Reynolds number. The third non-
dimensional parameter that appears above is the ratio L/D. Essentially the Euler
number is a function of only two factors the Reynolds number and the length to
diameter ratio! The number of factors has been reduced from 6 to just 2! We
may conduct the experiments with just one or two fluids, a few values of the
velocity and may be a couple of different diameter pipes of various lengths to
identify the nature of the functional relationship indicated in Equation (54).
In summary:
1. The 2k experiments will account for the intercept (or the mean) and all
interaction effects and is referred to as Resolution k design. (With k=5, we
have full factorial design having resolution 5. Number of experiments is
32.).
2. Semi or half factorial design 2
k-1
will be resolution k-1 design. (With k=5,
we have half factorial design having resolution 4. Number of experiments
is 16.).
3. Quarter factorial design will have a resolution of k-2. (With k=5, we have
quarter factorial design having resolution 3. Number of experiments is 8.).
And so on..
The student may also work out the aliases in all these cases.
You might also like
- Practical Design of Experiments: DoE Made EasyFrom EverandPractical Design of Experiments: DoE Made EasyRating: 4.5 out of 5 stars4.5/5 (7)
- Design of An Engineering Experiment Course DocumentDocument4 pagesDesign of An Engineering Experiment Course DocumentChristelle KharratNo ratings yet
- Unit - Iv: Engineering Statistics and ReliabilityDocument18 pagesUnit - Iv: Engineering Statistics and ReliabilityrajeshNo ratings yet
- What Is Design of ExperimentsDocument9 pagesWhat Is Design of ExperimentsmakulitnatupaNo ratings yet
- Design of Experiments by R. C. Baker: How To Gain 20 Years of Experience in One Short Week!Document26 pagesDesign of Experiments by R. C. Baker: How To Gain 20 Years of Experience in One Short Week!Luis PedreroNo ratings yet
- Statistical Analysis of EEG Data: Hierarchical Modelling and Multiple Comparisons Correction 10.6084/m9.figshare.4233977Document35 pagesStatistical Analysis of EEG Data: Hierarchical Modelling and Multiple Comparisons Correction 10.6084/m9.figshare.4233977Abhinandan ChatterjeeNo ratings yet
- What Is Design of Experiments (Doe)Document5 pagesWhat Is Design of Experiments (Doe)thechampion.bhushanNo ratings yet
- Amosweek 4Document7 pagesAmosweek 4AsherNo ratings yet
- Tests For One Mean-SimulationDocument28 pagesTests For One Mean-SimulationKivly KalengkonganNo ratings yet
- Chapter No. 03 Experiments With A Single Factor - The Analysis of Variance (Presentation)Document81 pagesChapter No. 03 Experiments With A Single Factor - The Analysis of Variance (Presentation)Sahib Ullah MukhlisNo ratings yet
- Data Reduction or Structural SimplificationDocument44 pagesData Reduction or Structural SimplificationDaraaraa MulunaaNo ratings yet
- Probability and Statistics: Khusnun Widiyati, PHD Department of Mechanical EngineeringDocument38 pagesProbability and Statistics: Khusnun Widiyati, PHD Department of Mechanical EngineeringiqbalNo ratings yet
- SEM OverviewDocument53 pagesSEM OverviewDhian AdhityaNo ratings yet
- Aspects of Multivariate AnalysisDocument50 pagesAspects of Multivariate AnalysisKwame GogomiNo ratings yet
- Applied Biostatistics 2020 - 05 ANOVADocument44 pagesApplied Biostatistics 2020 - 05 ANOVAYuki NoShinkuNo ratings yet
- Final NotesDocument184 pagesFinal Notesak.khalil20No ratings yet
- Applied Longitudinal Analysis Lecture NotesDocument475 pagesApplied Longitudinal Analysis Lecture NotesyeosereneNo ratings yet
- DS-2, Week 4 - LecturesDocument4 pagesDS-2, Week 4 - LecturesPrerana VarshneyNo ratings yet
- One-Way Analysis of Variance F-Tests PDFDocument18 pagesOne-Way Analysis of Variance F-Tests PDFSri RamNo ratings yet
- Cmpe107 NotesDocument14 pagesCmpe107 NotesjerendarNo ratings yet
- Multivariate Data Analysis - CFADocument60 pagesMultivariate Data Analysis - CFAHằng SherryNo ratings yet
- Learning: Book: Artificial Intelligence, A Modern Approach (Russell & Norvig)Document22 pagesLearning: Book: Artificial Intelligence, A Modern Approach (Russell & Norvig)Mustefa MohammedNo ratings yet
- Experimental Design and Statistical AnalysisDocument75 pagesExperimental Design and Statistical AnalysisAli RostamiNo ratings yet
- TSU Thesis TeacherKit Chapter 3Document7 pagesTSU Thesis TeacherKit Chapter 3Marvin Yebes ArceNo ratings yet
- 1 - Design of Experiments (29-12-2023)Document34 pages1 - Design of Experiments (29-12-2023)zinaNo ratings yet
- Unit V-Application of Physics in Computing-Revised (28-02-2023) - AMRDocument18 pagesUnit V-Application of Physics in Computing-Revised (28-02-2023) - AMRAnirudha KrishnaNo ratings yet
- SAHADEB - Logistic Reg - Sessions 8-10Document145 pagesSAHADEB - Logistic Reg - Sessions 8-10Writabrata BhattacharyaNo ratings yet
- Six Sigma PresentationDocument18 pagesSix Sigma PresentationGirish Harsha100% (2)
- RME Repeated Part - BDocument11 pagesRME Repeated Part - BsaravananNo ratings yet
- One-Way Analysis of Variance F-Tests Using Effect SizeDocument8 pagesOne-Way Analysis of Variance F-Tests Using Effect SizescjofyWFawlroa2r06YFVabfbajNo ratings yet
- Gr01 ANOVADocument13 pagesGr01 ANOVAYe QiuNo ratings yet
- 5 DOE Steps GuidelineDocument13 pages5 DOE Steps Guidelinebuvana1980No ratings yet
- Design of Experiments UpdatedDocument70 pagesDesign of Experiments Updatedmaragathamani21No ratings yet
- DOE PresentationDocument20 pagesDOE PresentationGaddipati MohankrishnaNo ratings yet
- Lecture On Parametric StatisticsDocument19 pagesLecture On Parametric StatisticsRyan BondocNo ratings yet
- Experiment No.: 2 Title: Implementation of Uniformity Test: KJSCE/IT/TY BTECH /SEMVI/SM/2021-22Document9 pagesExperiment No.: 2 Title: Implementation of Uniformity Test: KJSCE/IT/TY BTECH /SEMVI/SM/2021-22PradnyaNo ratings yet
- General Introduction To Design of Experiments (DOE) : July 2011Document7 pagesGeneral Introduction To Design of Experiments (DOE) : July 2011jose_dino10005190No ratings yet
- Requirements For Research: (Second Quarter)Document13 pagesRequirements For Research: (Second Quarter)crissa abrasaldNo ratings yet
- Validity and Reliability: I Qra Development Academy Reporter: Nur - Salam Sultan SEPT. 21, 2019Document22 pagesValidity and Reliability: I Qra Development Academy Reporter: Nur - Salam Sultan SEPT. 21, 2019Nur-salam SultanNo ratings yet
- Chapter 1Document29 pagesChapter 1tain mounNo ratings yet
- Sardilla's Report On Advance StatisticDocument32 pagesSardilla's Report On Advance Statisticsabel sardillaNo ratings yet
- Probability Basics Part1Document143 pagesProbability Basics Part1Vishal SharmaNo ratings yet
- Dimensionality ReductionDocument48 pagesDimensionality ReductionnitinNo ratings yet
- Engineering Psychology Actual v3Document69 pagesEngineering Psychology Actual v3ridwankhalidi10No ratings yet
- Chapter 1Document19 pagesChapter 1Ahmed AbdelhamidNo ratings yet
- Small Sample Tests - HandoutDocument22 pagesSmall Sample Tests - HandoutAnant KhandelwalNo ratings yet
- Imeko WC 2012 TC21 O10Document5 pagesImeko WC 2012 TC21 O10mcastillogzNo ratings yet
- SPSS Def + Job DescriptionDocument54 pagesSPSS Def + Job DescriptionmamtaNo ratings yet
- Tests For Two ProportionsDocument29 pagesTests For Two ProportionsdvenumohanNo ratings yet
- Repeated Measure ANOVA - Between and Within SubjectsDocument85 pagesRepeated Measure ANOVA - Between and Within SubjectsFenil ShahNo ratings yet
- WP4 Planning For Small Scale Irrigation in EthiopiaDocument16 pagesWP4 Planning For Small Scale Irrigation in Ethiopiaabraha gebruNo ratings yet
- Lect3 UWA PDFDocument73 pagesLect3 UWA PDFअंकित शर्माNo ratings yet
- Full Factorial ExperimentDocument21 pagesFull Factorial Experimentreeya chhetriNo ratings yet
- CS 464 Introduction To Machine Learning: Feature SelectionDocument36 pagesCS 464 Introduction To Machine Learning: Feature SelectionMathias BuenoNo ratings yet
- CH 2. Learning Processes: (N) e (N) D (N) - y (N)Document11 pagesCH 2. Learning Processes: (N) e (N) D (N) - y (N)casio2008No ratings yet
- Software Reliability ModelsDocument21 pagesSoftware Reliability ModelsblitzragsNo ratings yet
- Two-Level Designs: NCSS Statistical SoftwareDocument6 pagesTwo-Level Designs: NCSS Statistical SoftwareEducadores En MovimientoNo ratings yet
- 5 DoeDocument21 pages5 DoeHendrik V SihombingNo ratings yet
- How to Find Inter-Groups Differences Using Spss/Excel/Web Tools in Common Experimental Designs: Book 1From EverandHow to Find Inter-Groups Differences Using Spss/Excel/Web Tools in Common Experimental Designs: Book 1No ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004: Ja (j-1) A (j+1) ADocument9 pages2.57 Nano-to-Macro Transport Processes Fall 2004: Ja (j-1) A (j+1) AcaptainhassNo ratings yet
- Q FV V: 2.57 Nano-to-Macro Transport Processes Fall 2004Document5 pagesQ FV V: 2.57 Nano-to-Macro Transport Processes Fall 2004captainhassNo ratings yet
- Q FV V: 2.57 Nano-to-Macro Transport Processes Fall 2004Document7 pagesQ FV V: 2.57 Nano-to-Macro Transport Processes Fall 2004captainhassNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004: F M F F FDocument5 pages2.57 Nano-to-Macro Transport Processes Fall 2004: F M F F FcaptainhassNo ratings yet
- d dT J Lq L dx dx: q=J (Π - Π) q=J (Π - Π)Document6 pagesd dT J Lq L dx dx: q=J (Π - Π) q=J (Π - Π)captainhassNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004: I T KXDocument8 pages2.57 Nano-to-Macro Transport Processes Fall 2004: I T KXcaptainhassNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004 Guest Lecture by Prof. Mildred S. DresselhausDocument10 pages2.57 Nano-to-Macro Transport Processes Fall 2004 Guest Lecture by Prof. Mildred S. DresselhauscaptainhassNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004:) N N N N (NDocument8 pages2.57 Nano-to-Macro Transport Processes Fall 2004:) N N N N (NcaptainhassNo ratings yet
- Lecture 18Document6 pagesLecture 18captainhassNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004 - Lecture 15 Guest Lecture by Prof. DresselhausDocument10 pages2.57 Nano-to-Macro Transport Processes Fall 2004 - Lecture 15 Guest Lecture by Prof. DresselhauscaptainhassNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004: V L KK VKK N VDocument7 pages2.57 Nano-to-Macro Transport Processes Fall 2004: V L KK VKK N VcaptainhassNo ratings yet
- Lecture 14Document8 pagesLecture 14captainhassNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004: Ae Be CeDocument7 pages2.57 Nano-to-Macro Transport Processes Fall 2004: Ae Be CecaptainhassNo ratings yet
- N F T e U F T F TD D: 2.57 Nano-to-Macro Transport Processes Fall 2004Document6 pagesN F T e U F T F TD D: 2.57 Nano-to-Macro Transport Processes Fall 2004captainhassNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004Document9 pages2.57 Nano-to-Macro Transport Processes Fall 2004captainhassNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004: A Wigner-Seitz Primitive Unit CellDocument6 pages2.57 Nano-to-Macro Transport Processes Fall 2004: A Wigner-Seitz Primitive Unit CellcaptainhassNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004: Nlms 2Document7 pages2.57 Nano-to-Macro Transport Processes Fall 2004: Nlms 2captainhassNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004: E HN MDocument10 pages2.57 Nano-to-Macro Transport Processes Fall 2004: E HN McaptainhassNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004Document7 pages2.57 Nano-to-Macro Transport Processes Fall 2004captainhassNo ratings yet
- 2.57 Nano-To-Macro Transport Processes Fall 2004: Ikn A IkxDocument7 pages2.57 Nano-To-Macro Transport Processes Fall 2004: Ikn A IkxcaptainhassNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004Document6 pages2.57 Nano-to-Macro Transport Processes Fall 2004captainhassNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004Document7 pages2.57 Nano-to-Macro Transport Processes Fall 2004captainhassNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004: DT Q K T Q DX Q (W/M K (W/M-K) Is Thermal ConductivityDocument5 pages2.57 Nano-to-Macro Transport Processes Fall 2004: DT Q K T Q DX Q (W/M K (W/M-K) Is Thermal ConductivitycaptainhassNo ratings yet
- L 07 (GDR) (Et) ( (Ee) Nptel)Document15 pagesL 07 (GDR) (Et) ( (Ee) Nptel)Aneurys DuranNo ratings yet
- 2.57 Nano-to-Macro Transport Processes Fall 2004Document8 pages2.57 Nano-to-Macro Transport Processes Fall 2004captainhassNo ratings yet
- L-44 (GDR) (Et) ( (Ee) Nptel)Document15 pagesL-44 (GDR) (Et) ( (Ee) Nptel)yashaswiyellapragadaNo ratings yet
- L-05 (GDR) (Et) ( (Ee) Nptel)Document11 pagesL-05 (GDR) (Et) ( (Ee) Nptel)nvnmnitNo ratings yet
- Three-Phase Induction Motor: Version 2 EE IIT, KharagpurDocument8 pagesThree-Phase Induction Motor: Version 2 EE IIT, KharagpurHarsh PatelNo ratings yet
- Problem Solving On D C Machines PDFDocument16 pagesProblem Solving On D C Machines PDFSelvaraj ParamasivanNo ratings yet