Professional Documents
Culture Documents
Pipin Study
Uploaded by
Raju NaiduOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Pipin Study
Uploaded by
Raju NaiduCopyright:
Available Formats
Chapter 7
PIPING STUDY
7.1 Drum Piping
Drums are cylindrical hollow steel vessels used for general storage of
liquids & chemicals, refluxing ,surge, steam generation, deaeration of boiler
feed water etc.
Drums can be either horizontally or vertically mounted.
7.1.1 Location
In a chemical process plant drums are generally placed on either side
of pipe rack & adacent to the related equipments to facilitate economic &
simple piping interconnection between them. !ocation of few types of drums
are illustrated in the fig below.
Figure 7.1 Typical location o relu! "rum
Piping
119
Figure 7.# Typical location o Surge "rum $ Compre%%or Suction "rum.
Piping
120
Figure 7.& Typical Drum Location in an in"oor plant
7.1.# '%ta(li%hing 'le)ation
Drum elevation is dictated by following factors
"#$% requirement of the pumps.
&aintenance & operation asses.
'ommon platform.
&inimum clearance requirement
'hemical storage drums are generally located underground.
Support
!arge vertical drums are supported by skirts.
$mall vertical drums can be supported by legs
(levated drums on structure are supported by lugs.
%orizontal drums are usually supported by saddle.
Piping
121
7.1.& No**le Location
) * vapor out
+ * !iquid in
' * !iquid out
D * Drain
( * ,ent
- * $team out
&) * &aintenance access
! * !evel
# * #ressure
. * .emperature
Figure 7.+ Preere" No**le location or hori*ontal "rum
7.1.+ Platorm ,rrangement
#latforms are generally requied at drums for the operation &
maintenance access. -or e.g. operating valves & instrument.
$ome example of typical drum platform arrangement are shown in the figure
/.0 to figure /./ below
Piping
122
Fig. 7.- Platorm ,rrangement at .ori*ontal "rum
Fig. 7./ Platorm ,rrangement at 0ertical "rum
Piping
123
Fig. 7.7 .ori*ontal Drum Platorm $ La""er 'le)ation re1uirement
7.1.- Piping ,rrangement
-ollowing point must be considered while doing drum piping
(levation of lower platform to be established for instrument & manhole
access.
(levation of top platform must be 102mm below the face of all flange
served from this platform.
#ump suction line to be run above minimum head clearance.
If drum centerline elevation exceed 3m then platform is required at the
manhole.
4un piping at common +5# for the simplicity of supporting.
4elief valve discharge to be high enough to allow line to enter top of flare
header. If relief valve is not accessible from top of the platform, it must be
relocated on the nearest platform with sufficient elevation. if relief valve is
located away from the vessel, the line must be checked for correct sizing.
Piping
124
Fig. 7.2 Typical Drum Piping ,rrangement
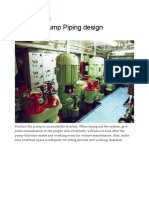
7.# Pump Piping
#ump is defined as a machine used to generate a pressure differential
in order to propel liquid through a piping system from one location to another.
7.#.1 Pump Terminology
Allowable Nozzle Loading:- &aximum stress that the piping configuration
may impose on the pump suction & discharge nozzles.
Piping
125
Required Net Positive suction head:- &easure of the pressure drop of the
liquid as it moves from the inlet of the pump to the eye of the impeller. It is
expressed in 6 feet of 7ater8
Available Net Positive suction head:- it is the net pressure available in a
given system.
9 :,essel pressure ; static head< = :liquid vapor pressure ; functional losses<
Cavitations:- .he rapid collapse of vapor bubbles on the impeller of pumps
that results in the loss of head & capacity.
7.#.# Location
.he primary goal is to minimize the length of suction piping while satisfying
the piping flexibility requirement as well as allowable loads that may be
subected to the nozzle.
'ommon location of pumps in chemical and petrochemical plant is under
the pipe rack at grade. #umps are to be placed close to and below the
vessels from which they take their suction in order to have net*positive
suction head :"#$%< required by the pump.
)ny reduction in suction line size required at pumps should be made with
eccentric reducers, with flat side up to avoid accumulation of vapor pocket.
'hanges in direction of suction lines should be at least >22mm away from
the pump suction.
#umps should be arranged in line with drivers facing the access gangway.
'learances and piping should provide free access to one side of the driver
and pump. .here must be good access to gland ? seal and coupling where
most of the maintenance and adustments are done.
7ith normal pipe rack column spacing of >m, it is generally found that only
two pumps of average size can be arranged between the columns, with a
preferred clearance of 1m between the pumps. .he clearance between
any structure ? steel work and the pump discharge line shall be 2./0m
minimum. -or small pumps upto 1@ A7, clearance between pumps should
be 2.Bm minimum. ) space of C * C.0 m should be provided for working
aisle.
C.0 &eans of lifting should be provided for pumps or motor weighing more
than C0Ag.
Piping
126
Fig. 7.3 Pump Location
i< #umps 1),1+,C),C+ are located under the main pipe rack when there is
minimum chances of hydro*carbon leakage to the electric motor.
ii< #umps 3),3+,D),D+ partially located under pipe rack with casing set
outside the column line .the discharge line can rise into the vertical slot
that is usually provided for line entering or leaving the pipe rack.
Piping
127
iii< #umps 0),0+,>),>+ are located outside the pipe rack when hydrocarbon
spills are more likely.
iv< #umps /),/+,@),@+ are located directly under the process equipment
that they serve .which is supported in the structure above
v< #umps B),+ & ' & 12),+ & ' are in line , basically treated as piping
system.
7.#.& Pump Piping
#ump suction piping shall be as short as possible and shall be
arranged so that vapor pockets are avoided.
4educers immediately connected to the pump suction shall be
eccentric type flat side up to avoid accumulation of gas pocket.
Fig. 7.14 Typical Pump Suction an" Di%charge Piping
-or end suction pumps, reducer shall not be directly connected to the
suction flange. ) straight piece 3 times the line size shall have to be
provided at the suction nozzle.
-or top suction, pump elbow shall not be directly connected to suction
flange. ) straight piece of minimum 0 times the nozzle size shall have to
be provided at the suction nozzle.
.*type strainers are to be used for permanent as well as temporary to
avoid disassembly of suction piping for strainer cleaning.
Piping
128
#iping shall be so arranged that forces and moments imposed on the
pump nozzles do not exceed the allowable values specified by the
vendor.
7hen a suction vessel operates under vacuum the vent connection of
the pump has to be permanently connected to vapor space of the suction
vessel to allow possible filling of the pump with liquid before it is started.
-or pumps handling hot fluid, the first factor concerns the support of
pump piping, which often includes large expansion loops for flexibility.
7hen the pumps are located below the pipe rack :to reduce possibility of
hydrogen leakage over motor<, support becomes easy otherwise the
designer should consult stress engineer for best location of stops and
hanger. 7ith the optimum layout and support, it is to be ensured that the
loadings on the pump nozzles are not exceeded beyond the allowable
limits.
#iping configuration for a group of pumps of similar size shall follow
identical pattern and the stress analysis of one pump piping should be
applicable to the other pumps.
7.#.- ,u!iliary Pump Piping ,rrangement%
.he auxiliary piping are usually cooling water to mechanical seals,
bearings, stuffing boxes, gland quench and lantern rring flush.
7hen pump fluid is used, a line is attached to the vent connection on
the pump case. .he circulated seal fluid has to be sent back to pump
stream or referred through the seal to pump internal clearances.
In viscous or high temperature hydrocarbon liquids, the seal fluid
medium circulates from external source through connections on the pump
seal. ,arious auxiliaries piping plan is recommended in )#I >12 for proper
selection according to design requirements.
#ump vendors usually supply the auxiliary piping and the neat
arrangements of these piping and its support are to be ensured by the
designer while reviewing the vendor document.
Piping
129
) typical arrangement for piping and valves operation is illustrated in
-ig /.11 below with maintenance and operation access.
Fig 7.11 Typical ,rrangement or Pump 0al)e
Piping
130
7.#./ Pump Piping Support
Fig. 7.1# Pump Piping Support
#lant designer must have basic knowledge of stress & pipe support to
generate a sound pump piping arrangement.
$uction line is commonly supported under the elbow by pipe or steel
member called as Dummy support.
-or high temperature pumps spring type support is used to support
suction line.
.he discharge line should be supported close to top elbow, within 0D of
the elbow.
Discharge line can be supported in two ways. 5ne is to sit the spring
support on the steel with a rod hanger & clamp. 5ther method is to place
base spring on the steel with discharge line resting directly on the load
flange of the spring.
#ump nozzle loadings falls under the )#I*>12 code.
Piping
131
7.& Compre%%or Piping
'ompressors are the mechanical means to increase vapor pressure,
as pumps are used to increase liquid pressure .
7.&.1 Type% o Compre%%or
.here are two basic types of compressors, reciprocating and centrifugal.
Reciprocating Compressor E* 4eciprocating compression is the force
converted to pressure by the movement of the piston in a cylinder. .hese
machines are generally specified for lower volumes & high pressure . .hese
machines are subected to pulsation and therefore produce vibration effects.
Centrifugal CompressorE* 'entrifugal compression is the force converted to
pressure when a gas is eected by an impeller at increasing velocity.
'entrifugal compressors are specified for large quantities of vapor. #ressure
differential may be small or large. .hese machines are not subect to pulsation
and therefore do not produce vibration effects.
C56P7'SS57 D7I0'S
Drivers fall into three categories, i.e. electric, steam and gas.
(lectrical drivers range from small flameproof motors to large motors, C222
%# or more, requiring their own cooling systems. $team drivers are
comprised of single or multistage turbines, either fully condensing of
backpressure. Fas drivers cover gas turbines or gas engines.
7.&.# Layout
Feneral considerations for compressor layout are as followsE
'ompressors are normally located inside a permanent shelter or
building :'ompressor %ouse< for weather protection. .he compressor
house can be fully covered by side cladding to grade level if handling non*
hazardous materials e.g. air.
-or compressor, handling flammable materials, ventilation and weather
protection is assured by significant openings upto C.0m ht. at grade level
together with roof ventilators.
(xcept for lighter than air gases, trenches, pits and similar gas traps
should be avoided within gas 'ompressor %ouse. .his will eliminate
chances of suffocation or explosion risk due to accumulation of heavy
gases in pits.
-or open compressor house, the side cladding on all sides should be
provided upto 1m below crane level.
Piping
132
.he general arrangement of compressor house shall consider the
vendor drawings and vendor recommendation, if any, for space and
location of auxiliary units.
-or compressor house where a number of installations from multiple
vendors are to be accomodated, a thorough discussion should be held
among the engineers of #iping, #rocess and 'ivil discipline to finalize the
detail plot plan of the unit.
.he clear space between compressors shall be minimum 1.0m or half
width of the compressors.
.he clearance between rows of compressor and at the end of each
compressor shall be also 1.0m.
+uilt*in maintenance equipment viz. traveling gantry with overhead
crane ? monorail with hoist and chain*pulley blocks as well as the drop*out
areas shall be provided in the compressor house.
.he clearance above the compressor should be at least 3m more than
the longest internal part to be removed.
.he substantial space required for lube oil and seal oil consoles shall
be taken into consideration to prepare unit plot plan.
Follo8ing are the con%i"eration% or laying 7eciprocating Compre%%or
4eciprocating compressor generates considerable vibrations due to
unbalanced forces, pulsation etc. -or this reason, the reciprocating
compressors should be located as close as possible to the grade level.
.he building foundation and the compressor foundation should be
separate to avoid transmission of vibrations from compressor to the
building structure.
.he pulsation dampeners are used to eliminate pulsation in suction
and discharge piping and to separate the source of vibration from the
piping system.
.he piping arrangement around the reciprocating compressor should
be planned at grade level for ease of supporting with minimum changes in
direction
.he piping routed simply with short run is less prone to vibration, but at
the same time the line should be checked for the flexibility and the
compressor nozzle loadings within the allowable limits furnished by the
vendor.
Piping
133
.he piping shall remain clear of the cylinders and the withdrawal
space at cylinder heads.
Con%i"eration% or Centriugal Compre%%or
.he general considerations for centrifugal compressor layout are same
as the reciprocating compressor, exception being that for centrifugal
compressor, the pipeline size is larger, temperatures can often be higher
and nozzle loadings on compressor casing are lower.
.he knockout pots, inter stage exchangers can be located at grade
outside the compressor house with auxiliary equipment consisting of
lubricating, seal and control oil systems be placed adacent to the
machine.
.he centrifugal compressor inside a building normally has foundations
separate from the building foundation.
.he centrifugal compressor with drive is generally mounted on the
concrete table supported on 4'' column.
.he maintenance facilities like overhead crane or monorail at the
center of the compressor bay and the drop*out area at one of the building
or shed is the usual practice.
If the building is having installation of several compressors, the height
of the traveling crane is to be carefully estimated so the machine
components and rotors can be lifted over the adacent equipment.
.he compressor suction lines must be free of any foreign particles that
could damage the internals of the machine. $trainers are installed in the
inlet line between the isolation valve and the compressor inlet nozzle.
)$&( #.' code recommends a minimum 0 times diameter of straight
run piping between elbow and the inlet nozzle.
.he designer shall ensure that all connections shown on the vendor
piping and instrumentation diagrams are properly taken care in the piping
layout. )ll valves shall be arranged in such a way that they are accessible
from the operating floor around the machine.
7.&.+ ,u!iliary '1uipment
'entrifugal and reciprocating compressors and their drives require a
variety of auxiliary equipment to support their operation. .he equipment for
these compressors is discussed below.
Piping
134
Lube il Consoles :
'ompressor bearings receive lubricating oil from the lube oil console.
.hese consoles may be either stand*alone or be mounted directly onto the
compressor frame. .he console consists of lube oil reservoir, oil filters, oil
coolers and lube oil pumps.
!eal il Consoles :
.he hydraulic seals located at the outer ends of the compressor shaft
receive oil from the seal oil console. .he seal oil console consists of seal
oil reservoir, oil filters and main seal oil pumps.
"nlet #ilters :
.he inlet filters for air compressors are installed outside the building ?shed
at a level suitable for clean air suction without any obstruction in the
airflow. .he vendor drawing of the filter shall be reviewed for correct
inlet?outlet ducting and the supporting arrangement.
!uction drum $ %noc%out pot :
)s compressors require dry gas free of foreign particles, it is necessary to
pass inlet gas through the suction drum or knockout pot. .his vessel
removes moisture and particles from the gas by passing it through a
demister screen located ust below the outlet nozzle.
Pulsation dampener $ volume bottles :
.he negative effects of vibration on the life of reciprocating compressors
and associated piping can be minimized by the use of pulsation
dampeners. .he pulsation dampeners are sized by the compressor vendor
and are mounted directly on the cylinder nozzles. ,olume bottles are used
to reduce vibration. .hey are located downstream of the discharge
pulsation dampener and are similar to snubbers without internal baffles or
choke tubes.
7.&.- PIPING ,77,NG'6'NT
.he compressor house piping consist of suction ? discharge piping,
auxiliary equipment piping and utility system piping. .he main suction
line with its components shall be as short and direct as possible. .he
discharge line with its main components shall be routed clearing the
compressor and its driver and supported independent of compressor
foundation or building column foundation. .his will minimize the
transmission of damaging vibrations to the building structure ? frame.
$uction & discharge piping should preferable be run as close to grade
level as possible to facilitate supporting.
.he vendor furnishes #&ID for the compressor with its auxiliary
equipment. .hese drawings should be reviewed fully for the provisions
of vents and drains requirement of the installation.
Piping
135
-or reciprocating compressors, )#I >1@ provides the acceptance
criteria for nozzle loads. -or centrifugal compressors, )#I >1/ provides
the acceptance criteria for nozzle loads.
4eciprocating compressor piping arrangement should be finalized after
analog study, which identifies potentially damaging acoustic or
pulsation problems during design phase itself.
Piping
136
Piping
137
7.+ .',T '9C.,NG'7 PIPING:
7.+.1 Intro"uction
%eat (xchangers are widely used equipments in the chemical,
petrochemical and refinery type of plant. .he control of heat within a plant
operation is done by direct heat application in a furnace, or by heat exchange
Piping
138
in a shell and tube exchanger ? plate heat exchanger. .he principal application
of heat exchanger is to maintain a heat balance through the addition or
removal of heat by exchange with outside source or between steams ?
process fluids of two different operating temperatures.
7.+.# ,pplication
.he most common application of heat exchanger is illustrated on the
below given #-D.
'ooler = cools process steams by transferring heat to cooling water,
atmosphere & other media.
(xchanger = (xchanges heat from hot to cold process steams.
4eboiler = +oils process liquid in tower bottoms by using steam, hot oil
or process steam as the heating medium.
%eater = %eat the process steams by condensing steam.
'ondenser = 'ondenses vapors by transferring heat to cooling tower,
atmospheric air, or other media.
'hiller * 'ools a process streams to a very low temperatures by
evaporating a refrigerant.
Piping
139
'9C.,NG'7 ,PPLIC,TI5N S.5;N 5N , P75C'SS FL5;
DI,G7,6
7.+.& TYP'S 5F '9C.,NG'7
+riefly, exchangers, etc., can be divided into the following three groups E
Piping
140
1. Shell $ Tu(e '!changer
It can be vertical or horizontal with the horizontal ones single or stacked in
multi*units. )s the name suggests, they consist of a cylindrical shell with a
nest of tubes inside.
$hell & .ube (xchanger construction details
In general there are three type% o %hell $ Tu(e '!changer
Piping
141
a) #i&ed 'ube (&changer
- %ave no provision for the tube expansion and unless a
shell expansion oint is provided. -ixed tube exchangers
are used when the temperature differences between
shell side and tube side fluid are small.
b) )-'ube (&changer*
* .ubes can expand freely. -loating head or G*type exchangers are used
where there is a significant temperature difference.
c+ ,ettle (&changer
* Aettle *type reboilers are used for evaporation in case of limiting pressure
drop, otherwise vertical reboilers are used for evaporation.
#. Plate '!changer
Piping
142
* #late heat exchangers are generally used in low*pressure, low temperature
applications. .he plate exchanger occupies less space than shell and tube
exchanger for equivalent heat
exchanger surface.
#late (xchanger construction details
&. ,ir Cooler '!changer
- )ir coolers are used for overhead condensers of column and
consist of fin*tube bundles with a header box to each end,
having inlet on top of header*box at one end and outlet on
bottom of header box at the other end.
Piping
143
)ir 'ooler construction details
)!.(4).I5" .%). ')" &)D( .5 $%(!! & .G+( (H'%)"F(4
Interchange< lo8ing me"ia between the tube and shell side. .his change is
often possible, more so when the flowing media are similar, for example,
liquid hydrocarbons. #referably the hotter media should flow in the tube side
to avoid heat losses through the shell, or the necessity for thicker insulation.
Change "irection on lo8 on either tube or shell side. 5n most exchangers
in petrochemical plants, these changes are frequently possible without
affecting the required duty of the exchanger if the tubes are in double or multi
* pass arrangement and the shell has cross flow arrangement.
In exchangers where counterflow conditions can be arranged, changing of
flow direction should be made simultaneously in tube and shell. $ome points
to consider when contemplating a flow change are E
Shell lea=age E 7hen water cooling gases, liquid hydrocarbons or other
streams of dangerous nature it is better to have the water in the shell and the
process in the tubes, since any leakage of gas, etc., will contaminate the
water rather than leaking to atmosphere.
.igh pre%%ure con"ition% E It is usually more economical to have high
pressure in the tubes than in the shell as this allows for minimum wall
thickness shell.
Piping
144
Corro%ion E 'orrosive fluids should pass through the tubes, thus allowing the
use of carbon steel for the shell.
Fouling E It is preferable to pass the clean stream through the shell and the
dirty through the tubes. .his allows for easier cleaning. &echanical changes,
such as tangential or elbowed nozzles can sometimes assists in simplifying
the piping or lowering stacked exchangers.
7.+.+ L5C,TI5N $ SUPP57T
(xchangers should be located close to the maor equipment with which
it is associated in #-D ? #&ID. 4eboilers are placed next to their respective
towers and condensers are placed over reflux drums. (xchangers between
two distant pieces of process equipment should be placed at optimal points in
relationship to pipe racks. &ost exchangers are to be located at grade level
with elevations to have a clearance of 1m above -inished Fround !evel
:-F!<. (levated exchangers may be necessary to fulfill the "#$%
requirement of a downstream centrifugal pump.
Piping
145
Typical Plot Plan o Se)eral '!changer%
Piping
146
Typical '!changer 5rientation
In case of large numbers of heat exchangers, they are grouped in one or
more category to save pipe work, structural work, provision of lifting and
maintenance facilities, platform requirement etc. #aired or grouped
exchnagers shall be spaced to allow minimum D02mm preferably >22mm
between the outside of adacent channel or bonnet flanges to facilitate access
to flange bolts during maintenance. )dequate space shall be provided on
either side of paired exchanger and at both ends of grouped exchanger for
control and operator access as illustrated in -ig.
7.+.- 'ST,>LIS.ING 'L'0,TI5N 5F '9C.,NG'7
Piping
147
7here process requirements dictate the elevation, it will usually be
noted on the # and I diagram.
-rom the economic point of view, grade is the best location, where it is
also more convenient for the tube bundle handling and general maintenance.
(xchangers are located in structures when gravity flow is required to the
collecting drum, or where the outlet is connected to a pump suction, which
has specific "#$% requirements. .o elevate exchangers without specific
requirements, the following procedure is recommendedE
$elect the exchanger with the largest bottom connectionI add to the
nozzle standout dimension : center line of exchanger to face of flange < the
dimension thru hub of flange, elbow :1
1
?
C
dia <, one * half the 5?$ pipe
diameter and 322 mm for clearance above grade.
"ow subtract the center line to under*side of support dimension from
above, and the dimension remaining is the finished height of the foundation
including grout.
It is preferable if this foundation height can be made common for all the
exchangers in the bank. If this is impracticable due to extremes of shell
and?or connection pipe sizes, then perhaps two heights can be decided upon.
7hen stacking exchangers, two or three high, it is desirable that overall
height does not exceed 1CJ 28 :3>02 mm < due to the problem of
maintenance, bundle pulling, etc.
$ample $ingle & paired (xchanger.
Piping
148
Parallel '!changer In%tallation%.
Serie% '!changer In%tallation%.
.he support saddle with oblong holes for provision of thermal
expansion are normally located on the saddle farthest from the channel end
but the final location depends on the plant layout and the stress analysis of
the connected piping.
(xchanger piping should be as direct and simple as possible by
considering alternatives such as arranging exchangers side by side ? stacking
them for reversing flows.
Piping
149
(xchangers are sometimes mounted on structures, process columns
and other equipment.
$pecial arrangements for maintenance and tube cleaning should be
provided in such cases.
Stac=e" '!changer In%tallation%.
Piping
150
Sample Structure 6ounte" '!changer In%tallation%.
Piping
151
Piping
152
7.+./ ,CC'SS F57 5P'7,TI5N $ 6,INT'N,NC'
Piping
153
Internals of heat exchanger require periodic cleaning and repair. It is
important that exchangers and the surrounding piping are arranged to
facilitate access to the internal parts.
%orizontal clearance of at least B22mm should be left between
exchangers flange to flange or exchanger flanges to piping. 7here
space is limited, clearance may be reduced between alternate
exchangers but in no case clearance over insulation between channel
flanges shall be less than >22mm.
.he channel ends of exchangers should face the local access road for
tube bundle removal the shell cover should face the pipe rack. )
typical exchanger arrangement with clearance for access, operation
and #ulled out bundles should not extend over main access road.
&aintenance is shown in Fig. )ccess for tube bundle removal is
usually 022mm more than the bundle length.
&obile equipment should be used for handling tube bundles and
covers at grade level. (xpensive built*in facilities e.g. lifting beams,
monorails to be kept minimum.
.he use of tube*bundle extractor eliminates the need for permanent
tube bundle removal structures. .hese mechanisms weigh around
seven tons and are capable of pull forces about 022,222lbs. .he tube*
bundle is held in position by crane and balanced by the extractorKs
Piping
154
leveling cradle and pulled out of its shell with pull rod attachments that
use hydraulic force.
#rovision of easily removable spool pieces, flanged elbows, break
flanges or short pipe runs will be helpful for maintenance of
exchangers.
-or air*cooled exchangers, platform arrangements must suit
maintenance access requirements. 'onsiderations must be given to
fin*tube bundle removal, tube rodding out at header boxes, motor and
fan access.
7.+./ .',T '9C.,NG'7 PIPING
1. S.'LL $ TU>'
)fter all the required information has been collected for the piping
design of a heat exchanger, the first step is to outline clearance and
working space in front and around both ends of the exchanger. .hese
working spaces should be kept clear of any piping and accessories to
Piping
155
facilitate channel, shell*cover and tube*bundle removal as well as
maintenance and cleaning.
.he free space at the side of horizontal shell can be used for
placement of control stations.
.he piping is elevated from grade to have a clearance of 322mm above
the grade level. .he pipingconnected to channel head nozzles should
be furnished with break flanges to facilitate the removal of the channel
head.
$team lines connecting to a header in the yard can be arranged on
either side of the exchanger centerline without increasing the pipe
length.
'ooling*water lines, if under ground, should run right under the lined*up
channel nozzles of all coolers.
)ccess to valve hand wheels and instruments will influence the piping
arrangement around heat exchangers. ,alve hand wheels should be
accessible from grade and from a convenient access way. .hese
access ways should be used for arranging manifolds, control valves
and instruments.
PIPING ,77,NG'6'NT F57 .57I?,NT,L S.'LL $ TU>'
'9C.,NG'7
Piping
156
PL,T' $ SPI7,L '9C.,NG'7S
#iping at spiral and plate exchangers is also arranged to allow opening of
covers and removal of plates.
'ontrols at the spiral exchanger are located on the ends of the unit, clear of
the cover plate swing area, piping attachment to cover plate nozzles of spiral
exchanger will have break flanges.
'ontrols for plate exchanger are located at the front and one side of the
exchanger. .he piping is elevated to have clearance from grade as well as
convenience for operation of valves.
Fig..'P#3 and .'P&4 illustrate the typical piping arrangements around spiral
& plate exchangers.
Piping
157
Piping
158
,I7 C55L'7S
Piping
159
#iping for air coolers are not routed over tube banks or fans and should be
kept clear of the designated space for motor maintenance.
7.- C5LU6N PIPING:
Intro"uction
.owers are cylindrical steel vessel that is used for distilling raw
material.
7.-.1 TYP'S 5F T5;'7
+ased on operation towers are classified as
i. Distillation .owers
Piping
160
ii. )bsorption = $tripping .owers
iii. -ractionation .owers.
Di%tillation To8er%:@
.he distillation is separation of the constituents of a liquid mixture by
partial vaporization of the mixture and separate recovery of vapor and
residue.
.he feed material, which is to be separated into fractions, is introduced at one
or more points along the column shell. Due to difference in gravity between
liquid and vapor phases, the liquid runs down the column, cascading from tray
to tray, while vapor goes up the column contacting the liquid at each tray.
.he liquid reaching the bottom of the column is partially vaporized in a
heated reboiler to provide reboil vapor, which is sent back up the column. .he
remainder of the bottom liquid is withdrawn as the bottom product.
.he vapor reaching the top of column is cooled and condensed to a liquid in
the overhead condenser. #art of this liquid is returned to the column as reflux
to provide liquid overflow and to control the temperature of the fluids in the
upper portion of the tower. .he remainder of the overhead stream is
withdrawn as the overhead or distillate product.
Piping
161
Absorption - !tripping 'owers
&any operations in petrochemical plants require the absorption of
components from gas streams into lean oils or solvents. .he resultant rich oil
is then stripped or denuded of the absorbed materials. .he greatest use of
this operation utilizes hydrocarbon materials, but the principles are applicable
to other systems provided adequate equilibrium data is available.
Piping
162
#ractionation 'owers*
) fractionation column is a type of still. ) simple still starts with mixed
liquids, such as alcohol and water produced by fermenting grain etc. and by
boiling produces a distillate in which the concentration of alcohol is many
times higher than in feed. In petroleum industry, mixtures of not only two but a
lot many components are dealt with. 'rude oil is a typical feed for a
fractionation column and from itI the column can form simultaneously several
distillates such as wax distillate, gas oil, heating oil, naphtha and fuel gas.
.hese fractions are termed cuts.
.he feed is heated in a furnace before it enters the column. )s the feed enters
the column, quantities of vapor are given off by flashing due to release of
pressure on the feed.
)s the vapors rise up the column, they come into intimate contact with
down flowing liquid. During this contact, some of the heavier components of
the vapor are condensed and some of the higher components of the down
flowing liquid are vaporized. .his process is termed refluxing.
If the composition of the feed remains the same and the column is kept in
steady operation, a temperature distribution establishes in the column. .he
temperature at any tray is the boiling point of the liquid on the tray. K'utsK are
not taken from every tray. .he #&ID will show cuts that are to be made,
including alternatives. "ozzles on selected trays are piped and nozzles for
alternate operation are provided with line blinds or valves.
Piping
163
.he fractionation column comprises a vertical cylinder interspaced at
equal intervals with trays. 5ften these are in the form of simple perforated
disks, but more complex arrangements occur depending upon column
function. 'ontents are heated near the bottom producing vapors, which rise
up through the trays, meeting a flow of liquid passing down as a result of
condensation occurring at various levels.
It is essential to ensure maximum surface contact between vapor and liquid.
.he lightest fractions are drawn from the highest elevations, the heaviest
residue being deposited at the bottom.
+ased on internals construction there is two main common types of towers.
i. .rayed .ower
ii. #acked .ower
Traye" To8er:@
(xample of .rayed .ower is illustrated in the fig below. $lots & holes
are provided in the tray through which vapor rises & liquid flows down in this
manner vapor & liquid comes in contact with each other. !ow boiling fraction
of the down coming liquids get vaporized by the rising vapor, the heavier
boiling fraction of the rising vapor get condensed and flows downward. .his
Piping
164
continuous process of vaporizing & condensing leads to the separation of
feed into required boiling range.
*
Pac=e" To8er
In this type the tower is packed with the bed of metal rings. liquid is made to
pass evenly through the packed metal rings .the rising vapor comes in contact
down coming liquid .in the manner similar to trayed tower the liquid is partially
vaporized by the heat of vapor & vapor are condensed by the liquid. .he fig
below illustrate a typical packed tower.
Piping
165
7.-.# L,Y5UT
Piping
166
It is necessary to establish whether column is working as a single unit or in
conunction with others similar. Dependent upon process arrangements flow
may be sequential from one to the next. .hus for maximum economy order of
columns must be arranged to give shortest piping runs and lowest pumping
losses. 'onsideration should be given, where necessary, to material used,
since although correct sequence may have been effected unnecessary
expense may be involved with alloy lines. $uch cases must be treated on their
merits.
'olumn is interconnected with other process equipment so it must be located
adacent to pipe rack to allow piping connections to run to and from the rack in
orderly fashion. )utomatically this means that man ways :provided for erection
Piping
167
of trays and maintenance< should be located on the opposite side of the
column away from the rack to provide suitable access for equipment required
to be removed.
INT'7N,LS
%aving located man ways, orientate internal trays to ensure unimpeded
access. Depending upon the type of tray used one or more downcomer
partitions may be required. If these are orientated incorrectly entry will be
impossible via manhole unless the column is exceptionally large. #referably
downcomers are arranged normal to man way access center line. #rocess
connections can be located in logical sequence, starting from the top when
tray orientation is established.
5)erhea"%
%ighest connection is the overhead vapor line, which is usually
connected to a condensing unit. )n air fin type unit may be located on top of
the pipe rack. )lternatively a shell and tube exchanger type condenser is
usually located on a structure adacent to the column :as may air fin unit<.
5verhead vapor connection may proect vertically from top of the column
followed by a B2L bend or it may emerge from the side at D0L, using an
integral proection extending up almost to the center top inside the head
.he latter is more economic in piping since it eliminates use of some
expensive fittings especially when large diameter overhead lines are involved.
It also makes piping supporting simpler as use of a D0L elbow enables pipe to
run down close to the column. Disadvantage is greater rigidity making stress
analysis more difficult.
5ften permitted pressure drop between outlet nozzle and exchanger is low
:i.e. approximately 2.0 #$I< thus it is essential to obtain straightest and
shortest run possible. If connection is from the top special arrangements must
be made for supporting the line which is often large diameter.
.he condenser is usually self draining. 5ften some of the condensed
liquid is required to be pumped back into the column :reflux<. .hus the
condensed liquid flows by gravity to a reflux drum situated immediately below
the exchanger. .his drum can also be mounted in the same structure
supporting the exchanger. .his is important since if it were located elsewhere
an additional pump would be required if the liquid had to be elevated again
after flowing from the condenser.
-urthermore, since the liquid in the reflux drum has to be returned to
the column by a pump it is convenient to locate this underneath the reflux
drum at the base of the structure.
It follows, therefore, that the orientation of the outlet of the vapor
connection will automatically fix the location of the exchanger and the reflux
drum or vice*versa. .he reflux pump discharges back into the tower usually at
a high elevation, and since the piping should be straight and as short as
possible, it will probably come up at the side as the vapor connection.
Piping
168
Reflu&
.rays are numbered starting from the top. .he first downcomer is
therefore an odd one. 5ften the reflux connection is located above the top tray
. .his means that orientation of the odd and even trays can be fixed since to
utilize the tray contact surface, the reflux connection must occur on the
opposite side of the downcomer.
#eeds
.he most important connections are the feeds :see figures D and ><.
.hese may occur over the odd or even trays or a combination of both. .heir
elevational location is entirely a function of process design. Depending upon
this, orientation of the nozzle will follow, but ensure that the nozzle is not
located behind the downcomer from the tray above. .his would result in a
liquid build up in the downcomer restricting flow through the tray below and
preventing correct operation.
-eed connections are usually located in the tray area between the
downcomers in a manner to ensure maximum use of the tray area as
possible. 5ften an internal feed pipe or sparger is used to facilitate this.
In%trument%
Instrument connections must be arranged so that pressure connections
are in the vapor space and temperature connections are immersed in the
liquid.
$ometimes it is better to put the temperature connections in the downcomer
part of the tray since the depth of liquid will be greater and it will be easier to
obtain effective coverage.
#robe length and mechanical interference may prevent this, if so locate
thermowell over the tray itself. .his should be done only on installations where
the liquid depth on the tray is sufficient
.he base of the tower contains a level of liquid, which is controlled by
high and low level controllers, liquid level alarms and level gauges. 'are
should be taken when orientating these instruments, that they do not obstruct
access on the platform. #hysical space that these instruments occupy can be
excessive. Do not position immediately adacent to ladders or manholes.
7e(oiler Connection
4eboiler liquid and vapor connections are located either relevant to
liquid head :elevation< or stress requirements, or both. .wo configurations are
possibleE
0ertical
.ori*ontal
-or horizontal reboilers, consideration must be given to shortest most
direct connection route to reduce pressure drop, which will probably govern
design layout. In both cases there may be support problems. Gsually, a
vertical reboiler :thermosyphon operated< offers the easiest solution.
-lexibility is obtained on the lower connection where entry into the
bottom of the tower can be varied as required and support problems are
simplified.
Piping
169
T5;'7 'L'0,TI5N
A
Piping
170
7.-.& PL,TF576 L,DD'7 ,77,NG'6'NT
)ll of the above requires access of some kind. .o minimize cost minimum
platforming should be provided consistent with safety.
5rientation arrangements should be designed to avoid need for 3>2L
platforms.
) platform should not extend almost entirely round the column simply to
provide access to a temperature connection, which could have been located
on the oposite side. 7here several columns may be working together, link
platforms may be required to move from one to the next. In these cases strict
consideration must be given to maximize economy.
5verall height is governed by
a. number of trays,
b. pump NPSH requirements and,
c. static liquid head. This latter head necessary for thermosyphon
reboiler establishes the skirt height.
General Note%
#latforms on towers are required for access to valves,
instruments, blinds and maintenance accesses. #latforms are
normally circular and supported by brackets attached to the side
of the tower. Fenerally, access to platforms is by ladder.
Piping
171
#latform elevations for towers are set by the items that require
operation and maintenance. .he maximum ladder run should
not exceed /m.
#latform widths are dictated by operator access. .he clear
space on platform width shall be min.B22mm.
-or platforms with control stations, the width of platform shall be
B22mm plus the width of control station.
.he platform for manholes and maintenance access, adequate
space for swing the cover flange flange must be provided.
.op*head platforms for access to vents, instruments and relief
valves are supported on head by trunions.
)ccess between towers may be connected by common
platforming.
7.-.+ PIPING
$ome circumstances require routing lines partially around the column.
$hould these lines cross a platform sufficient headroom clearance must be
provided.
T5P .',D 7'LI'F 0,L0'
4elief valves vary in number and size. !ocation can depend on
whether discharge is to atmosphere or a closed system. If discharging to a
closed system, locate at a convenient platform down the column above the
relief header If discharging to atmosphere locate on top of the column, with
the open end of the discharge a minimum of 3222 mm above the top platform.
-or maintenance removal, valve should be located to allow top head davit to
pick it up. Dependent upon size multiple relief valves may require a gantry
structure on the top head.
CLIPS
(arly orientation of nozzles and routing of lines allow platforms and
pipe support clip locations to be passed to column vendor quickly.
It is becoming more a requirement that clips be welded on in the vessel
fabrication shop particularly for alloy steels.
7hen locating platforms and ladders, the maximum ladder length
should not exceed B& without a rest platform.
#latforms should, where possible, be elevated B22 mm below man
ways.
&an ways Davits or hinges should be positioned to avoid swing of
cover fouling instruments or other connections. 7hen positioning vertical
piping, to simplify supporting, attain a common back of pipe dimension from
column shell of 322 mm.
Piping
172
7./ 7',CT57 PIPING
7./.1 INT75DUCTI5N
4eactors are usually a vertical equipment where various chemical
reaction takes place. ,ery often reactors are having agitators mounted either
on top or bottom of the vessel. 4eactors may have external acket or internal
coil for any heat transfer requirements.
4eactors with agitator, gearbox and motor arrangement make the
assembly heavy and vibrating.
7./.# TYP'S 5F 7',CT57
.here are various types of reactors in chemical, fertilizer and refinery
plants viz. +atch reactors, -ixed*+ed 4eactors, Fas*-luidized +ed 4eactors.
+ased on the process function, they are called as Desulphurisers, 'onvertors,
%ydrotreaters etc. .his piping study is also applicable for equipment called
crystallizers, evaporators, thickners etc.
L5C,TI5N
4eactors are located within a process unit adacent to related equipment with
the facilities for catalyst loading and unloading as well as close to furnace to
minimize expensive high*temperature piping.
Piping
173
SUPP57T
4eactors are generally supported by following four methods.
i. $kirt from a concrete foundation.
ii. $kirt from a concrete table top.
iii. !ugs from concrete piers .
iv. 4ing girder from concrete table top.
Piping
174
'L'0,TI5N
4eactor elevation is dictated by following factor
i. 5verall dimension of reactor.
ii. .ype of reactor head.
iii. .ype of reactor support.
iv. $ize of bottom nozzle.
v. $ize of unloading nozzle.
vi. .ype of catalyst handling.
7./.& PL,TF576 ,77,NG'6'NT
#latforms are required for access to valves, instruments, blinds
maintenance access, feed openings etc.
Piping
175
#latform elevations are determined by the items that require operation
and maintenance and on tall reactors platform elevations are set to
accommodate a maximum ladder run of Bm.
4eactors taller than Bm shall be treated like towers for platform
requirements. In case of 4eactors, intermediate platforms and ladders
are required only for access to temperature instruments, sample
probes, catalyst unloading nozzles and maximum ladder runs.
PIPING ,77,NG'6'NT
.he reactor #iping should run in group & on common +5# for the ease
of supporting.
4eactor generally operates at high temperature, hence piping should
be routed with sufficient flexibility to reduce stress & nozzle load.
) simple example of reactor used in refinery plants is illustrated in the
fig below.
) simple example of reactor used in chemical plants is illustrated in the
fig below. "ozzles are arranged around the outer zone of reactor
opposites to feed opening. .he central zone is occupied by agitator,
gear box & gear mountings.
Piping
176
If the reactors are arranged in series ,the manually operated valves
manifold are generally placed on the grade, & if the valve are remotely
operated then valve manifold can be placed on top platform of reactors.
It is illustrated in the below fig
Piping
177
Piping
178
Piping
179
Add Relief valve & david arm requirement from
Lummus
Piping
180
7.7 ST57,G' T,NB PIPING
7.7.1 Intro"uction
Tan= arm :@ $torage tanks located in a safe area and grouped according to
the contents are called tank farm. "ormally, in chemical plants, the storage
shall be either input raw material or output products or intermediate chemicals
storage.
$torage tanks may contain acids, alkalisI oil viz. petrol, diesel, naphtha, fuel
oil or benzene etc. 5il, acid, alkali is usually stored in vertical storage tanks
designed as per )#I >02.
Dy=e * ) dyke is a barrier designed to contain liquid in the tank in case of
emergency within the area for safety reasons.
.he dyke may be constructed of earth, concrete, solid masonry or steel. It
may be square,
rectangular, circular or irregular in shape, conforming to the natural terrain
around the tank.
7.7.# TYP'S 5F T,NBS.
i* Cone roof 'an% :-
.his is a low*pressure vertical storage tank with a cone*shaped fixed
roof.
ii* #loating roof 'an% :-
Piping
181
.he roof of the tank rises & lowers with the contents
inside, thereby reducing the vapor loss & minimizing fire hazard.
iii* .ullet 'an% :
.his is a high pressure horizontal storage vessel shaped like a bullet
iv* Low temperature storage tan%:-
.his tang stores liquefied gases at their boiling point
v* /ortonsphere pressure tan%:-
Piping
182
.his type of tank is used to store large quantities of liquids & gases under
pressure.
T'76IN5L5GY
Atmospheric 'an% :- .his is the tank, which operates at atmospheric
pressure to 2.0 psi.
.arrel :- .his is a standard unit of liquid volume in petroleum industry
that is equal to DC G$ gallon at >2-
0y=e E* .his is the barrier designed to contain the spillage from tank
within a given area for safety reason.
7.7.& CL,SSIFIC,TI5N 5F P'T75L'U6 P75DUCT
'!)$$*) !iquids which have flash point less than C3'
CL,SS @ > !iquids which have flash point C3' & above but less than
>0'
CL,SS @ C !iquids which have flash point >0' & above but less than
B3'
'9CLUD'D !iquids which have flash point above B3'
7'GUL,T57Y CU,NTITY ,>50' ;.IC. LIC'NC' IS N'C'SS,7Y
Piping
183
'!)$$*) 32 liters
CL,SS @ > C022 liters
CL,SS @ C D0,222 liters
,PI T,NB SI?' @ F57 L,Y5UT PU7P5S'
+ased on )#I>02
Capacity
,ppro!imately
Diameter .eight
US
>arrel%
CU 6eter% 6eter% 6eter%
022 /0 D.> D.B
1.222 102 >.D D.B
1.022 CC0 >.D /.3
C.222 322 /.> /.3
3.222 D02 B.C /.3
D.222 >22 B.C B.3
0.222 /02 B.C 1C.C
>.222 B22 B.C 1D.>
/.222 1202 1C.C B.B
B.222 1302 1C.C 1C.C
12.222 1022 1C.@ 1C.C
1C.222 1@22 1C.@ 1D.>
10.222 CC02 1D.> 1D.>
C2.222 3222 1@.3 1C.C
32.222 D022 CC.3 1C.C
D2.222 >222 C>.2 1C.C
02.222 /022 C/.0 1D.>
B2.222 1C222 3>.> 1C.C
122.222 10222 D1.2 1C.C
Piping
184
1C2.222 1@222 D1.2 1D.>
1D2.222 C1222 DB.@ 1C.C
1@2.222 C/222 0D.B 1C.C
C22.222 32222 0D.B 1D.>
322.222 D0222 >1.2 1/.2
D02.222 >2222 /3.C 1/.2
>22.222 B2222 B1.0 1D.>
@22.222 122222 120.2 1D.>
7.7.+ L,Y 5UT C5NSID'7,TI5N F57 '9PL5SI0' T,NB F,76
.ank farm should be designed & planned according to the ''( rules
and regulations. ''( rules are applicable to the fluids of petroleum
and petroleum products classified as class ), + or ' according to its
flash point characteristics.
.he rules of ''( can be followed for other hazardous ? inflammable
products as good guidelines of safety, even though the product is not
classified as petroleum product.
#etroleum storage tank should be located inside the dyked enclosure.
$uitable roadways should be provided for approach to tank sites by
mobile fire fighting equipment and personnel.
In case of emergency the dyke enclosure should be able to contain the
complete spillage of the largest tank. (nclosure capacity is calculated
after deducting the volume of tanks other than the largest tank. Gp to
the height of dyke. ) free board of C22 mm shall be considered for
fixing the height of dykewall.
%eight of enclosure should not be less than 1& & more than C& . -or
excluded class it can be >22mm .
.he slope on the surface of dyke is usually 1E1.0 consistent with the
angle of repose of earth.
'lass ) & class + #etroleum can be stored in the same dyke
enclosure. If class ' is stored together all safety stipulation applicable
class)?class+ shall apply.
(xcluded class should be arranging in the same dyke .
Piping
185
-or reasons of fire fighting access there should be no more than two
rows of tanks between adacent access roads.
.ank height should not exceed 1.0D of tank or C2& whichever is less.
&inimum distance between tank shell & dyke wall should not be less
than 2.0D of tank.
-ixed roof with internal floating covers should be treated for spacing
purposes as fixed roof tanks.
7here fixed roof and floating roof tanks are adacent, spacing should
be on the basis of the tank:s< with the most stringent conditions.
.here should be at least two access point on opposite side of bund
for safe access.
.ank farms should preferably not be located at higher levels than
process units in the same catchments area.
.he fire water system should be laid out to provide adequate fire
protection to all parts of the storage area and the transfer facilities.
)ll drains from the dyke area should be equipped with a valve outside
the dyke regardless of whether the drainage goes to disposal pit or
sewer system. .his prevents liquid spillage from entering the sewer or
released from the dyke area.
L,Y 5UT C5NSID'7,TI5N F57 '9PL5SI0' T,NB F,76
$torage vessel is installed always above the ground , never
underground .
,essel should be located in an open area .
,essel should not be installed one above other, vertically.
If vessels are more than one, the longitudinal axis should be parallel
to each other.
.op surface of all vessels should be in one plane .
,essels arranged with their dish end facing each other should have
screen between them.
.ank farm area should be enclosed by industrial type fence at least Cm
high all along the perimeter.
Piping
186
6inimum %aety "i%tance or lamma(le <corro%i)e $ to!ic ga%e%.
SDN ;,T'7 C,P,CITY
5F 0'SS'LE in
Liter%F
6IN DIST,NC' F756
>UILDINGS
6IN DIST,NC'
F756
P7'SSU7'
0'SS'L
1 "ot above C222 0 &eters 1 &eters
C )bove C222 but less
than 12,222
12 &eters 1 &eters
3 )bove 12,222 but less
than C2,222
10 &eters 1.0 &eters
D )bove C2,222 but less
than D2,222
C2 &eters C &eters
0 )bove D2,222 32 &eters C &eters
6inimum %aety "i%tance or non@ to!ic ga%e%.
SDN ;,T'7 C,P,CITY
5F 0'SS'LE in
Liter%F
6IN DIST,NC' F756
>UILDINGS
6IN DIST,NC'
F756
P7'SSU7'
0'SS'L
1 "ot above C222 3 &eters 1 &eters
C )bove C222 but less
than 12,222
0 &eters 1.0 &eters
3 )bove 12,222 but less
than C2,222
12 &eters C &eters
D )bove C2,222 but less
than D2,222
10 &eters Dia of larger
vessel
6inimum clearance to con%i"ere" a% per 5ISD gui"eline%.
1 $torage tanks class )?+ 2.0D or 10& for class )?+
>& for class '
C $torage tank to vehicle
unloading
10& for class )?+
>& for class '
3 ,ehicle unloading to
boundary fencing
10& for class )?+
3& for class '
D $torage tank periphery
to boundary facing
10& for class )?+
D.0& for class
Piping
187
7.7.- PU6P L5C,TI5N IN T,NBF,76
.o determine the optimum location of pumps, the potential hazards and
client preference shall be considered.
-ig. +elow illustrates the location of pump within the dyke area with the
curb wall height of approx. D22*022mm. .his design protects the pump from
minor spillage within the dyke and enable the discharge piping to exit the
dyke over the wall and there is no need to have dyke penetration seals. .he
piping outside the dyke may run on a pipe rack or sleepers.
Piping
188
PU6P INSID' T.' DYB'
.he pumps located outside the dyke area are illustrated in -ig below
..ank outlet piping can either penetrate the dyke or pass over the dyke in
case the minimum liquid level in the tank do cause cavitations in the pump.
PU6P 5UTSID' T.' DYB'
)dequate maintenance area around the pump shall be the prime
consideration for planning the piping arrangement at suction as well as
discharge.
Piping
189
PU6P INSID' T.' C5NC7'T' DYB';,LL
DYB P'N'T7,TI5N S',L
Piping
190
7.7./ PIPING ,77,NG'6'NT
.he 5ptimum piping arrangement in a tank farm is the most direct
route between two points allowing for normal line expansion and
stresses. -ig below shows how to accommodate line expansion
between tank nozzles and a manifold header. (xpansion loops may be
added at the sleeper level.
.anks are installed at the lowest possible elevation to satisfy the pump
head requirements. ) catwalk is usually located across all the tanks in
a row to provide access to the operating valves and instruments.
!iquid outlet piping to the suction of #ump shall allow for differential
settlement and the flexibility of the piping.
In addition to the provisions for mobile fire*fighting equipment,
permanent hydrants, monitors are used for protection against fire in the
tank farm areas.
.he codes, regulations viz.''(, .)', "-#) shall be consulted to
finalize the safety requirement of the tank farm.
.he sump and sump pump shall be provided for disposal of water
accumulation due to rain or firefighting.
.he foam piping shall be arranged with the quick coupling to the line
supply to the foam chamber at the edge of the roof of the tank. .he
coupling shall be located outside the dyke wall.
Piping
191
7.2 UND'7G75UND PIPING
.he term MundergroundM applies to the piping * both (urie" or in
trenche%.
Piping
192
.he underground system consist of gravity flow drainage system carrying
process waste, spillage, reclaimable hydrocarbons, sanitary and storm water,
firewater and drinking water & utilities line normally 1@8 & above.
.he following are the common underground services in a chemical ?
petrochemical ? refinery plants.
* 'ooling water :line size normally N1@M "+<
* -ire 7ater
* 'ontaminated 4ain 7ater $ewer from process catchments area.:'47$<
* 5ily 7ater $ewer :57$<
* !iquid (ffluent to the (ffluent .reatment #lant.
* 'losed +low Down system :'+D<
* $anitary system
* $torm 7ater
* (quipment drainage to slop tank
* (lectrical cables
* Instrument cables
7.2.1 TYP'S 5F UND'7G75UND SYST'6
,arious underground systems can be described in the following way both for
Gtility system and sewer system.
i* Cooling 1ater !2stem 3C1! 4 C1R+
.his is generally a buried system with protective wrapping and
coating or with cathodic protection or both.
)ny valve for isolation of a part of the cooling water system shall
be enclosed in a valve pit.
.he normal compacted earth cover shall be 1C22 mm over the
top of the pipeline.
ii* il2 1ater !ewer 31!+
.he oily*water sever is designed to collect all non corrosive
process spillage & wastes drained periodically from tanks,
towers, exchangers, pumps & other process equipments using
open end drain funnels located adacent to equipment served.
.he oily =water main trunk sever flows to an oily water separator
for oil removal
$ediments are removed in sludge disposal chamber.
5ily water sewer shall consist of carbon steel sewer, funnel
points, clean outs, 4'' catch basins, 4'' manholes, vent
pipes, flame arrestor etc.
iii* Contaminated Rainwater !ewer 3CR1!+
.he areas which are contaminated due to floor wash drains etc. inside unit
boundaries
Piping
193
shall be demarcated. 'ontaminated areas collected in catch basin shall be
drained
through '47$ while un*contaminated areas, normally at periphery of the
units shall be
drained through ditches covered with grating.
'47$ shall consist of undergound carbon steel sewer with corrosion
protection, funnel
points, clean outs, 4'' catch basins, 4'' manholes, vent pipes, flame
arrestor etc.
5pen ditches of units should have a bypass either to the '47$ or to storm
water, drains
of offsite.
iv* Closed .low 0own 3C.0+ sewer
.his system collects drains around boilers and steam drums .usually it runs
as a separate
system
v* Amine .low 0own 3A.0+ sewer
.he effluent is collected from equipments through above ground points into
close
funnels connected to underground system. .he main header shall be
connected to the
underground )mine sump ? drum.
vi* #ire 1ater !2tem
.his system consists of a fire hydrant network around a process unit or
equipment, with
branches as required for hydrants or monitors to protect the unit in case of
fire.
.his is a close loop system starting from -irewater storage and pump to the
specific
location of hydrants and monitors. .his is always kept under a predetermined
working
pressure level.
vii* Potable 1ater !2stem
.his water is used for drinking, emergency eye washes and safety shower
facilities.
viii* !anitar2 !ewer !2stem
.he sanitary sewer constitutes a separate sewer system into which waste of
other than sanitary facility are not allowed. .he sanitary sewer should
discharge into a septic tank.
i&* )nderground (lectrical and "nstrument ducts
In the beginning of a proect, the decision to route the maor electrical and
instrument
conduits * above ground in the pipe rack or buried below grade shall be taken.
Piping
194
In case underground route is selected, electrical and instrument engineers
shall be
consulted for the optimum layout of ducts by the plant layout engineer.
associated maintenance access.
7.2.# G'N'7,L IT'6S US'D IN S';'7 SYST'6
i. 0rain #unnels:- Drains funnels or hubs are usually used for above
ground equipment drainage.
ii. !ewer bo& :- ) sewer box is normally provided for surface drainage.
iii. Catch basin:- it is used as a unction for change of direction of se!er
branch lines or a change in direction
i". 5an hole :- &an hole sewer should be installed in the sewer mains at
B2 meter maximum intervals for sewer size up to CD8 inch diameter & at
102 meters maximum intervals for sizes above CD8. &anholes should
also be installed at dead end of the sewer branch & where the diameter
changes.
". !ealE* a seal consist of an elbow or tee with outlet extending downward
to provide for a maximum 102 mm seal.
"i. Cleanout E* ) cleanout is a piping connection in a sewer system that is
located at grade level for inspections or for cleaning the system.
"ii. 6ent Pipes ,ent pipes shall be located along pipe rack columns or
building columns and should be taken Cm above the building parapet
or last layer of pipes on a pipe rack.
"iii.6alve Pit $ 5aintenance pit for flanges and instruments* 7hen the
underground system needs valves for isolation and instruments for
control, the normal practice is to enclose these valves and instruments
in a 4'' pit with cover. .hese valves and instruments in a pit can be
operated as well as maintenance work can be done with ease.
Piping
195
7.2.& PIPING ,77,NG'6'NT
.he cooling water supply from cooling water pump discharge to
the various units as well as the cooling water return from the
various units to the top of cooling tower is routed in a simple,
straight orientation at a suitable depth avoiding any maor road
crossings. ) typical cooling water and potable water system is
illustrated in sketch below
Piping
196
'ooling water cross over piping is illustrated in sketch below
Piping
197
'ooling water lines to heat exchangers are typically illustrated in
sketch below
'ooling water lines to pumps for various cooling requirements is
illustrated in sketch below
Piping
198
Piping
199
You might also like
- How To Do Pump Piping With Layout ExplainedDocument13 pagesHow To Do Pump Piping With Layout Explainedvenkat100% (1)
- Layout Arrangement For Centrifugal Pump PipingDocument30 pagesLayout Arrangement For Centrifugal Pump PipingAlderit BarajasNo ratings yet
- Column PipingDocument53 pagesColumn PipingSomnath Laha100% (1)
- Layout Arrangement For Centrifugal Pump PipingDocument20 pagesLayout Arrangement For Centrifugal Pump PipingKyaw Kyaw Aung50% (2)
- Tips For Layout1Document3 pagesTips For Layout1amitrai86No ratings yet
- Pump Piping ManualDocument16 pagesPump Piping ManualJOBIN YOHANNAN100% (1)
- Centrifugal Pump PipingDocument22 pagesCentrifugal Pump PipingBhupender Sharma100% (3)
- Example Pumps PresentationDocument31 pagesExample Pumps PresentationsonpvmsNo ratings yet
- Pump & Air Compressor Piping Design RulesDocument24 pagesPump & Air Compressor Piping Design RulesDeven SutharNo ratings yet
- Piping Layout and PIPERACKDocument19 pagesPiping Layout and PIPERACKRaju NaiduNo ratings yet
- Pump document title under 40 charactersDocument32 pagesPump document title under 40 charactersKehinde Adebayo100% (1)
- Piping ArticlesDocument187 pagesPiping Articlesdhanu1308No ratings yet
- Compr Piping SHXHDJDNDDocument12 pagesCompr Piping SHXHDJDNDSkr9143 ShivNo ratings yet
- BN-DG-C01K Plant Layout PumpsDocument16 pagesBN-DG-C01K Plant Layout Pumpshalder_kalyan9216No ratings yet
- Equipment and PipingDocument49 pagesEquipment and Pipingnuruddin2409No ratings yet
- Design Practice Piping Around EquipmentDocument4 pagesDesign Practice Piping Around EquipmentdevNo ratings yet
- Section II Equipment Piping and Assembly ApplicationsDocument47 pagesSection II Equipment Piping and Assembly ApplicationsAndy ChongNo ratings yet
- Piping Designers Vessel OrientationDocument13 pagesPiping Designers Vessel OrientationkazishidotaNo ratings yet
- Design Practice General PipeDocument8 pagesDesign Practice General PipedevNo ratings yet
- Considerations For Centrifugal Compressor Piping LayoutDocument6 pagesConsiderations For Centrifugal Compressor Piping LayoutRakesh RanjanNo ratings yet
- Plant Layout (Relief Valve)Document10 pagesPlant Layout (Relief Valve)Mee WinNo ratings yet
- 2-Plant Layout - Pipeway DesignDocument25 pages2-Plant Layout - Pipeway DesignLaxmikant SawleshwarkarNo ratings yet
- LayoutDocument32 pagesLayoutDilip YadavNo ratings yet
- PDS Ortho User's Guide PDFDocument146 pagesPDS Ortho User's Guide PDFtranhuy3110No ratings yet
- Typical Questions For Piping EngineerDocument4 pagesTypical Questions For Piping EngineerBudy SinagaNo ratings yet
- Piping Design Guide-Vertical DrumsDocument9 pagesPiping Design Guide-Vertical DrumsTejas PatelNo ratings yet
- Design Basis for Piping PresentationDocument50 pagesDesign Basis for Piping Presentationrajachem100% (1)
- Rolta Piping GuideDocument224 pagesRolta Piping GuideSudhesh Rajamoorthy100% (3)
- PLANT PIPE RACK GUIDELINESDocument3 pagesPLANT PIPE RACK GUIDELINESRakesh RanjanNo ratings yet
- SP3D Equipment S4 Practice LabDocument9 pagesSP3D Equipment S4 Practice LabKrishna KNo ratings yet
- Oil Well DrillingDocument21 pagesOil Well DrillingMoonking 03No ratings yet
- C1 The Basic of Plant Layout Design - Process Plant Layout and Piping DesignDocument81 pagesC1 The Basic of Plant Layout Design - Process Plant Layout and Piping Designdung100% (1)
- Heat Exchanger Piping DesignDocument24 pagesHeat Exchanger Piping DesignManan100% (2)
- Guidelines For Piping Design & ErectionDocument55 pagesGuidelines For Piping Design & ErectionKartik Varma Namburi100% (2)
- Energy Systems P&ID GuideDocument4 pagesEnergy Systems P&ID GuideLucky Cham AguilaNo ratings yet
- Flare Line Stress AnalysisDocument7 pagesFlare Line Stress AnalysisdhurjatibhuteshNo ratings yet
- Process Plant Layout and Piping Design: Fundamentals ofDocument4 pagesProcess Plant Layout and Piping Design: Fundamentals ofSolakhudin Al Ayubi100% (1)
- Piping Material Take Off-MTO, BOM, BOQ & MTO Stages (With PDFDocument5 pagesPiping Material Take Off-MTO, BOM, BOQ & MTO Stages (With PDFDhiren PatelNo ratings yet
- Pipe Rack and Rack Piping Design GuideDocument23 pagesPipe Rack and Rack Piping Design GuideAlessandro1975No ratings yet
- Column Piping Study Layout NoDocument21 pagesColumn Piping Study Layout NoTAMIZHKARTHIKNo ratings yet
- Distillation Column Nozzle Location Guidelines PDFDocument21 pagesDistillation Column Nozzle Location Guidelines PDFShyam MurugesanNo ratings yet
- Pi Ups 1004Document39 pagesPi Ups 1004JOEL ARNAO CORTEGANANo ratings yet
- PDMS Shortcuts - The Piping Engineering WorldDocument10 pagesPDMS Shortcuts - The Piping Engineering WorldsanmiteNo ratings yet
- Plant Layout and IsometricDocument46 pagesPlant Layout and IsometricJenny Azzahra100% (1)
- Column Piping - Study Layout, Nozzle Orientation & Platforms RequirementsDocument23 pagesColumn Piping - Study Layout, Nozzle Orientation & Platforms Requirementsarfat nadaf100% (1)
- Piping Component E-books for Oil & Gas EngineersDocument50 pagesPiping Component E-books for Oil & Gas EngineersAmit SharmaNo ratings yet
- Centrifugal Pump Piping Design LayoutDocument21 pagesCentrifugal Pump Piping Design LayoutKavin KumarNo ratings yet
- PIPING GUIDE How To Do Pump Piping With Layout Ex - 1579767576697 PDFDocument17 pagesPIPING GUIDE How To Do Pump Piping With Layout Ex - 1579767576697 PDFGiridhar Parab100% (1)
- Dosing PumpDocument10 pagesDosing PumpniceseshaNo ratings yet
- A Few Things About PumpDocument2 pagesA Few Things About Pumpabhilibra14No ratings yet
- General Guidelines of Pump Piping LayoutDocument8 pagesGeneral Guidelines of Pump Piping LayoutbainNo ratings yet
- Pump PipingDocument88 pagesPump Pipingmohamed abd eldayem100% (1)
- Cavitations 1-3: The Mcnally InstituteDocument5 pagesCavitations 1-3: The Mcnally InstituteBaqirMuhammadNo ratings yet
- Pump Piping and Valve InstallationDocument8 pagesPump Piping and Valve InstallationSinghNo ratings yet
- Sucker Rod PumpingDocument27 pagesSucker Rod Pumpingzezo2011100% (4)
- Magnum 1 2500Document16 pagesMagnum 1 2500adrianram1100% (1)
- Piping Pitfalls: 5 Rules for Pump Piping DesignDocument6 pagesPiping Pitfalls: 5 Rules for Pump Piping Designamadan64No ratings yet
- Sucker Rod Pumps Bombeo MecanicoDocument10 pagesSucker Rod Pumps Bombeo MecanicoGabriel José Gonzalez Granela100% (1)
- Pitfalls of Pump Piping DesignDocument5 pagesPitfalls of Pump Piping DesignViệt Đặng XuânNo ratings yet
- 4 PumpsDocument26 pages4 PumpsdhasdjNo ratings yet
- PHS Support User GuideDocument3 pagesPHS Support User GuideRaju NaiduNo ratings yet
- How To Install Smartplant 3D (Step-By-Step Guide)Document2 pagesHow To Install Smartplant 3D (Step-By-Step Guide)Raju NaiduNo ratings yet
- Variable Effort SupportsDocument29 pagesVariable Effort SupportssanmukhaNo ratings yet
- ChceDocument1 pageChceRaju NaiduNo ratings yet
- PHS Support User GuideDocument3 pagesPHS Support User GuideRaju NaiduNo ratings yet
- 2.7 PMS Rev-ADocument227 pages2.7 PMS Rev-ARaju NaiduNo ratings yet
- Curriculum Vitae Kalyani RevuDocument1 pageCurriculum Vitae Kalyani RevuRaju NaiduNo ratings yet
- PMS - B224-FCC-LT-111-PP-SP-0001 - Rev 02. A11ADocument10 pagesPMS - B224-FCC-LT-111-PP-SP-0001 - Rev 02. A11ARaju NaiduNo ratings yet
- Notepad++ ReadmeDocument5 pagesNotepad++ ReadmeRaju NaiduNo ratings yet
- User Access Review GuideDocument13 pagesUser Access Review GuideRaju NaiduNo ratings yet
- Administrator Command Reference ManualDocument201 pagesAdministrator Command Reference ManualĐình NamNo ratings yet
- Offer LaerDocument4 pagesOffer LaerRaju NaiduNo ratings yet
- Attachment#2 - B224-FCC-LT-111-PP-SP-0007 - REV 01Document28 pagesAttachment#2 - B224-FCC-LT-111-PP-SP-0007 - REV 01Raju NaiduNo ratings yet
- Pipe Hanger & SupportsDocument220 pagesPipe Hanger & SupportsK.S.MAYILVAGHANANNo ratings yet
- Restaurant BillDocument6 pagesRestaurant BillRaju NaiduNo ratings yet
- Software Customisation Reference ManualDocument336 pagesSoftware Customisation Reference ManualJorge Enrique Reyes SztayzelNo ratings yet
- POWERGRID recruitment for Diploma TraineesDocument9 pagesPOWERGRID recruitment for Diploma TraineesRaju NaiduNo ratings yet
- BWC Company Profile Brief PLMDocument11 pagesBWC Company Profile Brief PLMRaju NaiduNo ratings yet
- Stepped View PDFDocument8 pagesStepped View PDFRaju NaiduNo ratings yet
- Customisation Guide PDFDocument268 pagesCustomisation Guide PDFRaju NaiduNo ratings yet
- 04 TM 1812 AVEVA Everything3D 1 1 Structural Modelling Rev 1 0 PDFDocument2 pages04 TM 1812 AVEVA Everything3D 1 1 Structural Modelling Rev 1 0 PDFRaju NaiduNo ratings yet
- PDMS CommandsDocument24 pagesPDMS CommandsShahrouz Raeisi85% (13)
- Query Reference ManualDocument1 pageQuery Reference ManualRaju NaiduNo ratings yet
- Government of India Ministry of Railways Railway Recruitment BoardsDocument2 pagesGovernment of India Ministry of Railways Railway Recruitment BoardsRaju NaiduNo ratings yet
- PdmsDocument699 pagesPdmsRaju NaiduNo ratings yet
- Query Reference ManualDocument35 pagesQuery Reference ManualManny Mendoza100% (1)
- TM 1812 AVEVA Everything3D 1 1 Structural Modelling Rev 1 0 PDFDocument221 pagesTM 1812 AVEVA Everything3D 1 1 Structural Modelling Rev 1 0 PDFtrawri007No ratings yet
- Pduv PDFDocument434 pagesPduv PDFRaju NaiduNo ratings yet
- ISomanDocument250 pagesISomanmtirones01100% (1)
- ISomanDocument250 pagesISomanmtirones01100% (1)