You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- RESEARCH MWTHODS M.ADocument11 pagesRESEARCH MWTHODS M.ADacosta FlectureNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Wartsila Vasa 32-Spare Parts CatalogueDocument448 pagesWartsila Vasa 32-Spare Parts CatalogueДмитрий Лисенков0% (1)
- Mechanical Syllabus For Engineering StudentsDocument166 pagesMechanical Syllabus For Engineering StudentsDch NarrasimhanNo ratings yet
- Mass Recruitment - 2020 Batch: Unique Offers Across 4 Companies TCS Infosys CognizantDocument2 pagesMass Recruitment - 2020 Batch: Unique Offers Across 4 Companies TCS Infosys CognizantDch NarrasimhanNo ratings yet
- Design For ManufacturingDocument18 pagesDesign For ManufacturingDch NarrasimhanNo ratings yet
- DFMADocument15 pagesDFMADch NarrasimhanNo ratings yet
- 01 & 02 Introduction To CNC Technology (In Powerpoint Format)Document145 pages01 & 02 Introduction To CNC Technology (In Powerpoint Format)alfakir fikri100% (3)
- MCA Application 2013 March 28Document4 pagesMCA Application 2013 March 28Dch NarrasimhanNo ratings yet
- Value Stream MappingDocument21 pagesValue Stream MappingDch Narrasimhan100% (1)
- Renewable Energy Source Question Bank Unit-1Document4 pagesRenewable Energy Source Question Bank Unit-1Dch NarrasimhanNo ratings yet
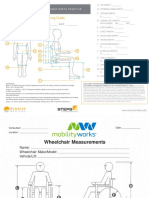
- Attachemnt A - Body and Wheelchair MeasurementDocument2 pagesAttachemnt A - Body and Wheelchair MeasurementNur Adila MokhtarNo ratings yet
- An Internship Project On KLN MotorsDocument11 pagesAn Internship Project On KLN MotorsmunirajaffarNo ratings yet
- PG 511 B 1 B 1: Ordering Code Series PGP/PGM511Document7 pagesPG 511 B 1 B 1: Ordering Code Series PGP/PGM511Zoran JankovNo ratings yet
- Low Latency Performance Tuning For Red Hat Enterprise Linux 7Document31 pagesLow Latency Performance Tuning For Red Hat Enterprise Linux 7bakiNo ratings yet
- Cellular Mobile Operators in PakistanDocument3 pagesCellular Mobile Operators in Pakistanabdulmateen01No ratings yet
- Primer DesignDocument37 pagesPrimer DesignRyu- MikaNo ratings yet
- Financial Plan - Minute BurgerDocument6 pagesFinancial Plan - Minute BurgerEric Carlo B. ElpaNo ratings yet
- Lipids, Biochem, ReviewerDocument9 pagesLipids, Biochem, ReviewerKerstine Anne AndradeNo ratings yet
- Silencerco Catalog 2011Document28 pagesSilencerco Catalog 2011Mario LopezNo ratings yet
- Personal Resiliency PlanDocument3 pagesPersonal Resiliency PlanRachel Ann JimenezNo ratings yet
- VCarve Pro V9.0 User ManualDocument437 pagesVCarve Pro V9.0 User ManualCatalin I.No ratings yet
- SG 248335Document252 pagesSG 248335mariaNo ratings yet
- Performance Based Design (Eddie Hong, M - SC - )Document78 pagesPerformance Based Design (Eddie Hong, M - SC - )Angga AriefNo ratings yet
- D. Oe4625 Chapter02Document16 pagesD. Oe4625 Chapter02danielmergulhoNo ratings yet
- Technical Data SheetDocument3 pagesTechnical Data SheetMeet PanchalNo ratings yet
- Lampiran III - CoA NSF-04Document1 pageLampiran III - CoA NSF-04Ferdian Iwank IriyantoNo ratings yet
- Fike - Water Mist Design Machinery SpacesDocument6 pagesFike - Water Mist Design Machinery SpacesminiongskyNo ratings yet
- Pembelajaran Fiqh Muqāran Dan Implikasinya Terhadap Perilaku Toleransi Santri Di Pesantren MahasiswiDocument104 pagesPembelajaran Fiqh Muqāran Dan Implikasinya Terhadap Perilaku Toleransi Santri Di Pesantren MahasiswiSTAIMA BAYANGNo ratings yet
- Literature ReviewDocument5 pagesLiterature Reviewapi-534381483No ratings yet
- English Investigatory ProjectDocument16 pagesEnglish Investigatory ProjectViplavNo ratings yet
- NCEPOD / CEPOD National Confidential Enquiry Into Post Operative DeathsDocument23 pagesNCEPOD / CEPOD National Confidential Enquiry Into Post Operative DeathsdrschethanNo ratings yet
- Non Conformance, Corrective and Preventive Action ReportDocument1 pageNon Conformance, Corrective and Preventive Action ReportWulyo H SugihartoNo ratings yet
- Wake UpDocument8 pagesWake Upapi-646142107No ratings yet
- Splinkler Asfr-1Document12 pagesSplinkler Asfr-1Jose HernandezNo ratings yet
- Grand Case Study V7 Final 030310Document49 pagesGrand Case Study V7 Final 030310Jemimah Ruth Madayag ValenzuelaNo ratings yet
- Delco Remy - Manual de DiagnósticoDocument32 pagesDelco Remy - Manual de Diagnósticosanches pita100% (1)
- 24C1 Memoria Eeprom SankeyDocument11 pages24C1 Memoria Eeprom Sankeyjavier venturaNo ratings yet
- BS en 1996-1-1 2005Document128 pagesBS en 1996-1-1 2005Project Director100% (1)