You might also like
- WPS PQR A36.20Document5 pagesWPS PQR A36.20gchaves504100% (2)
- Ilcs-Smaw-D1.3-Deck (G) WPSDocument3 pagesIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- Welding Machine Calibration ProcedureDocument10 pagesWelding Machine Calibration ProcedureGerman Favela0% (1)
- Sample Welding Procedure Specification (WPS) FormDocument1 pageSample Welding Procedure Specification (WPS) Formfallalovaldes50% (4)
- Welding Procedure Specifica Tion (WPS) : I I I IDocument5 pagesWelding Procedure Specifica Tion (WPS) : I I I ITrinh DungNo ratings yet
- Fit-Up & Welding Visual Inspection ReportDocument11 pagesFit-Up & Welding Visual Inspection ReportRachel Flores71% (7)
- AWS D1.2 GuidesDocument3 pagesAWS D1.2 GuidesTuan DangNo ratings yet
- Atf Wpqr-Blank v1Document1 pageAtf Wpqr-Blank v1lth770310No ratings yet
- Aws D1.6 - SS316 WPSDocument1 pageAws D1.6 - SS316 WPSBoby Thomas0% (1)
- Fit-Up Inspection Report PDFDocument1 pageFit-Up Inspection Report PDFAlfian Imaduddin100% (1)
- Fit-Up Inspection ReportDocument1 pageFit-Up Inspection ReportAlfian ImaduddinNo ratings yet
- WPSDocument2 pagesWPSJuli Agus50% (2)
- Welding Procedure Qualification Certificate EN ISO 15614-1: 2017Document3 pagesWelding Procedure Qualification Certificate EN ISO 15614-1: 2017dcsamaraweera100% (1)
- WPS - D1.1 - Prequalified Procedures QSSLDocument26 pagesWPS - D1.1 - Prequalified Procedures QSSLfazeel mohammedNo ratings yet
- P-WPS 135 - MAG (GR 316)Document9 pagesP-WPS 135 - MAG (GR 316)Tarun PatelNo ratings yet
- Alu WpsDocument4 pagesAlu WpsdselvakuuNo ratings yet
- AWS N-9 Stud Welding Procedure Specification (WPS) FormDocument1 pageAWS N-9 Stud Welding Procedure Specification (WPS) FormNatalia StarkNo ratings yet
- Sample PQRDocument2 pagesSample PQRudaysrp33% (3)
- WPS D1.6 Annex m1 PDFDocument1 pageWPS D1.6 Annex m1 PDFbollascribdNo ratings yet
- WPQR2Document3 pagesWPQR2Thanasis KyrgiazoglouNo ratings yet
- Quick Review On Essential Variables: AWS D1.1 (Structural Welding Code-Steel)Document10 pagesQuick Review On Essential Variables: AWS D1.1 (Structural Welding Code-Steel)Gautam SunnyNo ratings yet
- Reports - QAQC - R0Document10 pagesReports - QAQC - R0talupurumNo ratings yet
- AUT-GMAW-2 Rev.0 PDFDocument5 pagesAUT-GMAW-2 Rev.0 PDFDario100% (1)
- Welding Procedure Specification Register (Structural Steel) : AWS D1.1Document14 pagesWelding Procedure Specification Register (Structural Steel) : AWS D1.1murshid badshah100% (2)
- WQTDocument1 pageWQTRamkunwar YadavNo ratings yet
- Gtaw Smaw 6 Inch 6G CSDocument1 pageGtaw Smaw 6 Inch 6G CSKentDemeterio100% (1)
- WPSDocument6 pagesWPSYASH BARDHAN SinghNo ratings yet
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Document2 pagesWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabNo ratings yet
- Welding Procedure Specification For GTAW & GMAWDocument4 pagesWelding Procedure Specification For GTAW & GMAWanh thoNo ratings yet
- WPS Format For AWS D1.1 - WPS - SMAWDocument1 pageWPS Format For AWS D1.1 - WPS - SMAWThe Welding Inspections CommunityNo ratings yet
- WPS Flow Proceess Chart PDFDocument1 pageWPS Flow Proceess Chart PDFSatish KeskarNo ratings yet
- WPS PQR-09Document11 pagesWPS PQR-09Ranjan KumarNo ratings yet
- Wps Gmaw SawDocument2 pagesWps Gmaw Sawupedro26No ratings yet
- Welding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectDocument4 pagesWelding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectwentropremNo ratings yet
- Welding Procedure 6GDocument5 pagesWelding Procedure 6GTrinh DungNo ratings yet
- Manual Structural WeldingDocument12 pagesManual Structural WeldingwalitedisonNo ratings yet
- WPS - 024Document4 pagesWPS - 024MAT-LIONNo ratings yet
- Welder: Craftsmen Training Scheme (CTS) NSQF Level-4Document44 pagesWelder: Craftsmen Training Scheme (CTS) NSQF Level-4Loganathan KNo ratings yet
- Specification Type or Grade AWS Group No. Thickness Size (NPS) Schedule DiameterDocument3 pagesSpecification Type or Grade AWS Group No. Thickness Size (NPS) Schedule Diametercentaury2013No ratings yet
- Weld Repair Rate - MFJO542Document2 pagesWeld Repair Rate - MFJO542Salahuddin Farooqui100% (1)
- Alumana Welder IDDocument7 pagesAlumana Welder IDZuberYousufNo ratings yet
- WPS 316 LDocument4 pagesWPS 316 Llaz_k100% (2)
- Welding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) YesDocument4 pagesWelding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) Yesvarun100% (1)
- JushDocument2 pagesJushg6vhdytsyzNo ratings yet
- Aws N-1 WPS-PQR FormDocument2 pagesAws N-1 WPS-PQR FormEdwin MariacaNo ratings yet
- Wps PQR Aws d11 FormDocument2 pagesWps PQR Aws d11 Formflakosisas100% (1)
- Procedure Qualification Record (PQR) NoDocument3 pagesProcedure Qualification Record (PQR) NoMohamed elrefaeyNo ratings yet
- WPS TemplateDocument1 pageWPS TemplateMatt De Hoog100% (1)
- PQR From D17.1-D17.1M-2010Document1 pagePQR From D17.1-D17.1M-2010Mohammed AzizNo ratings yet
- WPS VarillaDocument2 pagesWPS Varillalabingles89No ratings yet
- Form N3 PDFDocument1 pageForm N3 PDFTavo RojasNo ratings yet
- M 3 D1.1 2015 FormDocument1 pageM 3 D1.1 2015 FormĐỗ Văn ChinhNo ratings yet
- B2.1 B2.1M 2014 Amd1 Procedure Qualification Record PQR PDFDocument2 pagesB2.1 B2.1M 2014 Amd1 Procedure Qualification Record PQR PDFNavanitheeshwaran SivasubramaniyamNo ratings yet
- Welding Procedure Specification (WPS) : JointsDocument2 pagesWelding Procedure Specification (WPS) : JointsNavanitheeshwaran SivasubramaniyamNo ratings yet
- Wps Short FormDocument2 pagesWps Short FormsrinivasanNo ratings yet
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1No ratings yet
- L2 WPSDocument1 pageL2 WPSBernardo LeorNo ratings yet
- Form N 2 Sample Welding Procedure SpecificationDocument1 pageForm N 2 Sample Welding Procedure SpecificationViswanath SreepadaNo ratings yet
- WPS - Sample - Form D17.1 D17.1M 2010Document1 pageWPS - Sample - Form D17.1 D17.1M 2010Mohammed AzizNo ratings yet
- Astralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelDocument2 pagesAstralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelJRodengineerNo ratings yet
- Carbon Equivalency (CE) : C Carbon MN Manganese CR Chromium Mo Molybdenum V Vanadium Ni Nickel Cu Copper Si Silicon P Phosphorous Ti ? NB ? SDocument1 pageCarbon Equivalency (CE) : C Carbon MN Manganese CR Chromium Mo Molybdenum V Vanadium Ni Nickel Cu Copper Si Silicon P Phosphorous Ti ? NB ? SJRodengineerNo ratings yet
- A992 After Fire - Display ArticleDocument4 pagesA992 After Fire - Display ArticleJRodengineerNo ratings yet
- Astm A992 Beam: Submit QueryDocument1 pageAstm A992 Beam: Submit QueryJRodengineerNo ratings yet
- Astralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelDocument2 pagesAstralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelJRodengineerNo ratings yet
- Binder Template (Side)Document1 pageBinder Template (Side)JRodengineerNo ratings yet
- Chief Quality Officer (CQO)Document2 pagesChief Quality Officer (CQO)JRodengineerNo ratings yet
- AWS J1.1-2013 Resistance Weld. ControlsDocument49 pagesAWS J1.1-2013 Resistance Weld. ControlsJRodengineerNo ratings yet
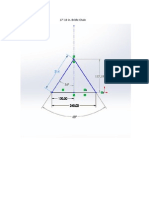
- 17'-10 In. Bridle ChainDocument2 pages17'-10 In. Bridle ChainJRodengineerNo ratings yet
- Ch-1 Introduction To WeldingDocument26 pagesCh-1 Introduction To WeldingJRodengineer100% (2)
- International Accreditation Service, Inc.: Rules of Procedure For Accreditation of Fabricator Inspection ProgramsDocument4 pagesInternational Accreditation Service, Inc.: Rules of Procedure For Accreditation of Fabricator Inspection ProgramsJRodengineerNo ratings yet
- Acute Right Obtuse Straight Reflex AnglesDocument2 pagesAcute Right Obtuse Straight Reflex AnglesJRodengineerNo ratings yet