You might also like
- Basic Fabrication Process FlowchartDocument1 pageBasic Fabrication Process FlowchartMorjhan MJ87% (30)
- Method Statement For Installation of Steel StaircaseDocument6 pagesMethod Statement For Installation of Steel Staircasedadz mingi89% (9)
- Method Statement For Structural Fabrication & ErectionDocument11 pagesMethod Statement For Structural Fabrication & ErectionBinay94% (16)
- Method Statement For Structural Steel ErectionDocument7 pagesMethod Statement For Structural Steel ErectionVeronica De Jesus50% (4)
- Method Statement For Steel Structure & Erection PDFDocument16 pagesMethod Statement For Steel Structure & Erection PDFDomie Neil Bucag Salas83% (24)
- Method Statement For Steel ErectionDocument15 pagesMethod Statement For Steel Erectionstrikersam95% (22)
- Method Statement For Prefabrication and Erection-PipingDocument10 pagesMethod Statement For Prefabrication and Erection-PipingAhmed Gomaa92% (60)
- Fabrication ProcedureDocument17 pagesFabrication ProcedureThi Pham100% (9)
- Procedure - Fit-Up & AssemblyDocument8 pagesProcedure - Fit-Up & AssemblyRakesh Ranjan100% (1)
- Fabrication Procedure For StructuralDocument14 pagesFabrication Procedure For StructuralDanang Edi Prasetyo70% (10)
- Method StatementDocument19 pagesMethod Statementjohney292% (12)
- Method Statement For Repair Work On Steel Structure Related To FenceDocument5 pagesMethod Statement For Repair Work On Steel Structure Related To Fenceanon_316714194100% (2)
- 1) JOB PROCEDURE For Tank Fabrication and Erection of HPCLDocument15 pages1) JOB PROCEDURE For Tank Fabrication and Erection of HPCLsenthilkumarsk88% (8)
- Method Statement of Steel FabricationDocument15 pagesMethod Statement of Steel Fabricationjohney291% (11)
- Method Statement For Structural ErectionDocument15 pagesMethod Statement For Structural Erectionchallam4239100% (11)
- Structural Steel Erection Method Statement .Document6 pagesStructural Steel Erection Method Statement .Mohamed Elarabi0% (1)
- Method Statement of Steel FabricationDocument15 pagesMethod Statement of Steel FabricationLenin100% (3)
- Method Statement No: 04 Fabrication and Installation of Steel Structure SUPPORT (SPS-B065-099) FOR 52-K0624Document9 pagesMethod Statement No: 04 Fabrication and Installation of Steel Structure SUPPORT (SPS-B065-099) FOR 52-K0624Azel Bumagat94% (18)
- Method Statement of Steel FabricationDocument14 pagesMethod Statement of Steel FabricationKhyle Laurenz Duro100% (4)
- Steel Work Inspection ReportDocument3 pagesSteel Work Inspection ReportAhmad Hasnan100% (1)
- PP WP28Document15 pagesPP WP28mohd as shahiddin jafriNo ratings yet
- General Specifications For The Proposed Gasoline StationDocument8 pagesGeneral Specifications For The Proposed Gasoline StationMark Anthony Capito Años100% (1)
- Q.c-me-UQ-09 (Weld Identification and Weld Traceability Procedure) Re WriteDocument5 pagesQ.c-me-UQ-09 (Weld Identification and Weld Traceability Procedure) Re WriteAws Mohamed100% (1)
- I, O, M Manual For FKG1X Alstom GCBDocument274 pagesI, O, M Manual For FKG1X Alstom GCBDalibor Markovic80% (5)
- Types of Waterproofing Methods For BuildingsDocument6 pagesTypes of Waterproofing Methods For BuildingsKrugerNo ratings yet
- Structural Steel Procedure.Document9 pagesStructural Steel Procedure.Janardhan Surya100% (1)
- METHODOLOGY For Fabrication, Erection and WeldingDocument12 pagesMETHODOLOGY For Fabrication, Erection and WeldingLokesh Saran100% (1)
- Scope of Work-Fabrication of Pressure VesselsDocument3 pagesScope of Work-Fabrication of Pressure VesselsAsad Khan100% (2)
- Quality Control Procedure Strcture-SSDocument16 pagesQuality Control Procedure Strcture-SSKamran AliNo ratings yet
- Method Statement For Fabrication Works Structural SteelDocument13 pagesMethod Statement For Fabrication Works Structural SteelRohit SharmaNo ratings yet
- Steel Structure Fabric & Installation - Doc Rev01Document7 pagesSteel Structure Fabric & Installation - Doc Rev01whah11No ratings yet
- Erection Method StatementDocument32 pagesErection Method StatementDilxan Fdo100% (4)
- 2.procedure For Fabrication and ErectionDocument13 pages2.procedure For Fabrication and Erectionanon_106345234100% (2)
- Fabrication of Structural Steel WorkDocument16 pagesFabrication of Structural Steel WorkyogeswaranNo ratings yet
- O - (TOC) - SOP - 019 - R0 - SOP For Steel Structure Fabrication and ErectionDocument8 pagesO - (TOC) - SOP - 019 - R0 - SOP For Steel Structure Fabrication and ErectionMDhana SekarNo ratings yet
- Erection and Painting of Steel StructureDocument11 pagesErection and Painting of Steel StructureomarcadNo ratings yet
- Method of Statement Structural SteelDocument45 pagesMethod of Statement Structural SteelMahmoud Moustafa Elnegihi100% (4)
- Steel Structures Erection Method Statement-DraftDocument43 pagesSteel Structures Erection Method Statement-DraftMahmoud Fakhereddin100% (1)
- CON 311 V00 (Method Statement For Structural Steel and Pipe Support Fabrication)Document22 pagesCON 311 V00 (Method Statement For Structural Steel and Pipe Support Fabrication)mnmsingam100% (1)
- Erection of Steel Structures PDFDocument76 pagesErection of Steel Structures PDFUmar MohammadNo ratings yet
- Fabrication Inspection ProcedureDocument11 pagesFabrication Inspection Procedurewill_herry100% (6)
- Structural Steel ErectionDocument8 pagesStructural Steel Erectionbratishkaity100% (1)
- Steel Erection MethodologyDocument26 pagesSteel Erection MethodologyLiniel de JesusNo ratings yet
- Method Statment (Structural Works)Document9 pagesMethod Statment (Structural Works)Hazem Shaker Abu Shaaban100% (2)
- Method Statement For Steel TankDocument16 pagesMethod Statement For Steel TankJOHNK40% (5)
- 007-MS For Structural Steel Assembly Warehouse, Workshops PDFDocument25 pages007-MS For Structural Steel Assembly Warehouse, Workshops PDFKöksal PatanNo ratings yet
- Erection 009 CTP Storage TankDocument44 pagesErection 009 CTP Storage Tankgst ajah100% (1)
- Fabrication and Erection ProcedureDocument13 pagesFabrication and Erection ProcedureshivanshsovNo ratings yet
- Above Ground Piping ProcedureDocument4 pagesAbove Ground Piping Proceduremusthafa_11No ratings yet
- Method Statement of Ipa-227 Piping WorksDocument5 pagesMethod Statement of Ipa-227 Piping WorksPramod kumarNo ratings yet
- Technical SpecsDocument7 pagesTechnical SpecsJames GarciaNo ratings yet
- Fab. - Test EditDocument4 pagesFab. - Test EditdakidofdaboomNo ratings yet
- Guidelines For Fabrication of Steel GirderDocument17 pagesGuidelines For Fabrication of Steel Girderradhakrishnang100% (3)
- Fabrication ProcedureDocument17 pagesFabrication Procedureanang Wahjudi100% (2)
- Scope of Work-Fabrication of Heat ExchangersDocument3 pagesScope of Work-Fabrication of Heat ExchangersAsad KhanNo ratings yet
- JP For Structural WorksDocument4 pagesJP For Structural WorksRajeev KumarNo ratings yet
- Power & Water Project Method Statement For Spool Fabrication of Steel PipingDocument11 pagesPower & Water Project Method Statement For Spool Fabrication of Steel Pipinglion100_saadNo ratings yet
- Method Statement Damaged Spool ReplacentDocument12 pagesMethod Statement Damaged Spool ReplacentMohsen KeramatiNo ratings yet
- Method StatementDocument10 pagesMethod StatementEmmanuel kusimoNo ratings yet
- Precast Substructure SpecificationDocument7 pagesPrecast Substructure SpecificationTimothy CruseNo ratings yet
- Method Statement For Hardscape WorksDocument12 pagesMethod Statement For Hardscape WorksAnish ElmoNo ratings yet
- PP14 00 Bac Ece Als 002 R0 PDFDocument4 pagesPP14 00 Bac Ece Als 002 R0 PDFvolcanox12No ratings yet
- PP14 00 Bac LLP Als 001 R0 PDFDocument1 pagePP14 00 Bac LLP Als 001 R0 PDFvolcanox12No ratings yet
- CimtasDocument26 pagesCimtasvolcanox12No ratings yet
- Inspection of Testing Pipe SupportDocument44 pagesInspection of Testing Pipe Supportiran1362100% (2)
- PP13 00 MP Mdi WP 001 S001 R1 PDFDocument1 pagePP13 00 MP Mdi WP 001 S001 R1 PDFvolcanox12No ratings yet
- Ic FabricationDocument31 pagesIc FabricationMukesh Nexus100% (1)
- Coal RejectDocument15 pagesCoal RejectRupasree PandaNo ratings yet
- Boll & KirchDocument24 pagesBoll & KirchJACK Backs100% (1)
- A Study of Ziegler-Natta Propylene Polymerization Catalysts by Spectroscopic MethodsDocument32 pagesA Study of Ziegler-Natta Propylene Polymerization Catalysts by Spectroscopic Methodsvinit kumarNo ratings yet
- API 560 InspectionDocument4 pagesAPI 560 InspectionaszlizaNo ratings yet
- EVA 015 GeneralExtrusionGuide TG en 1115Document5 pagesEVA 015 GeneralExtrusionGuide TG en 1115Fahad IkramNo ratings yet
- Mitsubishi Iupilon S-2000 Series UL File CardDocument2 pagesMitsubishi Iupilon S-2000 Series UL File CardPhung LucNo ratings yet
- Automatic Backwash FilterDocument4 pagesAutomatic Backwash FiltervikaskatheriaNo ratings yet
- Presentation Topic Entropy (Suneel Kumar)Document10 pagesPresentation Topic Entropy (Suneel Kumar)Suneel KumarNo ratings yet
- Air Gas Handling SolutionsDocument12 pagesAir Gas Handling Solutionsjmayor100% (1)
- Abnt NBR 15514Document20 pagesAbnt NBR 15514Andre alexander dos santosNo ratings yet
- Corrosion Rates and Its Impact On Mild Steel in Some Selected EnvironmentsDocument11 pagesCorrosion Rates and Its Impact On Mild Steel in Some Selected EnvironmentsAdi SetiyawanNo ratings yet
- VermicompostDocument23 pagesVermicompostDipankarNo ratings yet
- Week 6 Material Selection Chart2Document26 pagesWeek 6 Material Selection Chart2Encik MaaNo ratings yet
- Increased Erythrocyte Volume in Car Repair Painters and Car MechanicsDocument3 pagesIncreased Erythrocyte Volume in Car Repair Painters and Car MechanicsRoberto D. GarceteNo ratings yet
- Lecture 3 Casting Surface DefectsDocument72 pagesLecture 3 Casting Surface DefectsLuis Arturo RamirezNo ratings yet
- Procedure Checklist ASTM C109-16a/AASHTO T106 Compressive StrengthDocument2 pagesProcedure Checklist ASTM C109-16a/AASHTO T106 Compressive StrengthJan Lawrence AlbertoNo ratings yet
- Carbon and Its Compound Important QuestionsDocument4 pagesCarbon and Its Compound Important QuestionsAnuradha KushwahaNo ratings yet
- Formulated Products Brochure - WebDocument40 pagesFormulated Products Brochure - WebEdoardo BartoliniNo ratings yet
- Ficha Tecnica Castrol Ilocut 5770Document2 pagesFicha Tecnica Castrol Ilocut 5770Victor Manuel Gonzalez PerezNo ratings yet
- Form 4 Science Chapter 3 NotesDocument12 pagesForm 4 Science Chapter 3 NotesAnonymous klhru5ENo ratings yet
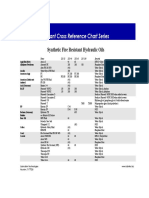
- SFRHF PDFDocument5 pagesSFRHF PDFRoberto Alfaro Espinoza100% (1)
- Characteristics of Rejuvenated Bitumen With Used Lubricating Oil As Rejuvenating AgentDocument7 pagesCharacteristics of Rejuvenated Bitumen With Used Lubricating Oil As Rejuvenating AgentSurabhiBhatNo ratings yet
- A Cross-Curricular Reading and Science Activity: This Set Includes: Passage About Mixtures QuestionsDocument4 pagesA Cross-Curricular Reading and Science Activity: This Set Includes: Passage About Mixtures QuestionsMarilyn Castro LaquindanumNo ratings yet
- Total Synthesis of CorylidinDocument7 pagesTotal Synthesis of CorylidinHafiz Usama ImamNo ratings yet
- DLP COokery 11Document15 pagesDLP COokery 11Jeraldine RepolloNo ratings yet
- Chem Record AnalysisDocument7 pagesChem Record AnalysisKasi Bala Guru VNo ratings yet
- Rarata G., Surmacz P.Document9 pagesRarata G., Surmacz P.Mateusz SynowieckiNo ratings yet
- G8010 2GR PREMIUM - Molykote - g8010Document2 pagesG8010 2GR PREMIUM - Molykote - g8010Dicky PratamaNo ratings yet